一种靶材的修复方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明属于靶材制备技术领域,具体涉及一种靶材的修复方法。
背景技术
大多数磁控镀膜设备由于正交电磁场对溅射离子的作用关系,将其约束在闭合磁力线中,使得溅射靶材在溅射中产生不均匀冲蚀现象,一旦靶材刻蚀穿,靶材即报废,进而造成靶材的利用率较低。
随着半导体工业的快速发展,对薄膜沉积用银合金靶材的需求迅速扩大,靶材是磁控溅射过程中的基本耗材,不仅使用量大,而且靶材利用率的高低对工艺过程及生产周期起着至关重要的作用,虽然目前靶材可以回收再利用,但是其对企业成本控制以及提高企业产品竞争力有很大的影响。因此提高靶材利用率是必然的。其中,对已使用靶材的修复亦是人们关注的焦点。
对于贵金属靶材的修复,专利200810232471.X用氩弧焊枪的钨极使与靶材材质相同的丝材和靶材的局部熔化,并堆积在所述损耗区内,这样反复进行堆积,使所述损耗区逐渐堆平,最终成为堆积态;专利200810232607.7提出了将与靶材相同成分的金属粉末填入刻蚀损耗区内经辉光放电完全熔化后修复。以上专利虽然均实现了对靶材待修复区损耗沟槽的填充修复,但是修复区均是一次成型铸态,往往会导致靶材修复区组织如晶粒尺寸远远大于原靶材,最终恶化磁控溅射靶材的均匀性。
现有技术也存在采用冷喷涂技术制备合金靶材的专利,例如专利202111433186.6和201911425902.9。然而上述发明中冷喷涂制备的靶材晶粒较为粗大,其中冷喷涂制备的银钯铜合金的晶粒尺寸甚至达到了150μm,这严重影响了靶材溅射过程中的均匀性。因此,如何解决靶材修复区晶粒粗大的问题成为本领域亟待解决的难题。
发明内容
本发明的目的在于提供一种靶材的修复方法。本发明提供的修复方法修复的靶材晶粒细小,孔隙率低,能有效解决合金靶材修复区晶粒粗大的问题,保证了溅射靶材的均匀性。
为了实现上述发明目的,本发明提供以下技术方案:
本发明提供了一种靶材的修复方法,包括如下步骤:
(1)采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内,得到一次修复靶材;
(2)对所述步骤(1)得到的一次修复靶材的修复区进行摩擦处理,得到摩擦处理的靶材;
(3)对所述步骤(2)得到的摩擦处理的靶材进行去应力退火处理,得到修复的靶材。
优选地,所述步骤(1)中待修复靶材的成分为银合金;所述待修复靶材的形状为方形或圆柱形。
优选地,所述步骤(1)中冷喷涂的工艺参数为:喷嘴进口处工作温度为300~400℃,压力为2~5MPa,工作气体为氩气,气体流量为20~50m
优选地,所述步骤(2)中摩擦处理的工艺参数为:摩擦头的移动速度为160~200mm/min,摩擦头的转速为800~1200r/min,摩擦头的压力为10~20KN。
优选地,所述步骤(2)中摩擦处理的次数为5~10次。
优选地,所述步骤(3)中去应力退火处理的加热设备为感应线圈。
优选地,所述感应线圈与靶材的距离为1~2mm。
优选地,所述感应线圈的温度为300~500℃。
优选地,所述步骤(3)中去应力退火处理时待修复靶材的移动速度为50~100mm/min。
优选地,所述步骤(3)中去应力退火处理时待修复靶材的循环移动次数为5~10次。
本发明提供了一种靶材的修复方法,包括如下步骤:采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内,得到一次修复靶材;对所述一次修复靶材的修复区进行摩擦处理,得到摩擦处理的靶材;对所述摩擦处理的靶材进行去应力退火处理,得到修复的靶材。本发明采用冷喷涂法能够保证修复区与原靶材的界面为焊接态的冶金结合,不会出现脱层等现象,能够实现废弃靶材的反复使用,大幅度提高了靶材的利用率;在冷喷涂初步修复后,再使用摩擦处理和去应力退火处理能够细化靶材修复区的晶粒尺寸,从而解决了靶材修复区晶粒粗大的问题,保证了溅射靶材的均匀性。实验结果表明,本发明提供的修复方法修复靶材后修复区的晶粒尺寸保持在20~50μm。
附图说明
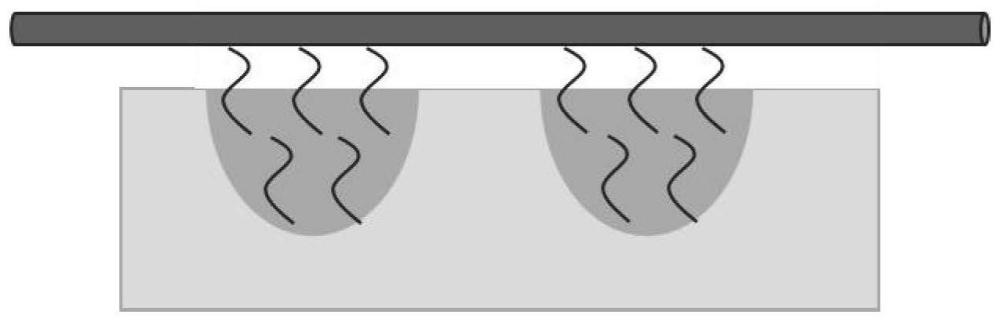
图1为本发明采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内的示意图;
图2为本发明对一次修复靶材的修复区进行摩擦处理的示意图;
图3为本发明对摩擦处理的靶材进行去应力退火处理的示意图。
具体实施方式
本发明提供了一种靶材的修复方法,包括如下步骤:
(1)采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内,得到一次修复靶材;
(2)对所述步骤(1)得到的一次修复靶材的修复区进行摩擦处理,得到摩擦处理的靶材;
(3)对所述步骤(2)得到的摩擦处理的靶材进行去应力退火处理,得到修复的靶材。
本发明提供的修复方法适用于贵金属靶材的修复,优选适用于银合金靶材的修复,更优选适用于方形银合金靶材或圆柱形银合金靶材的修复。
本发明采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内,得到一次修复靶材。
在本发明中,所述待修复靶材的成分优选为银合金;所述待修复靶材的形状优选为方形或圆柱形;所述银合金中合金元素优选包括金、钯、铂、铜、锌、铝、钛、锂、镁、锰、锗、铍、锡、铟、镍、钴、铬、锑、镓、硼、钼和锆中的至少一种。
在本发明中,所述待修复靶材在修复前优选进行清洁;所述清洁优选为依次进行的碱性清洁剂清洗、水清洗和脱水。本发明对待修复靶材进行清洁能够去除靶材表面的杂质,有利于后续的修复。
在本发明中,所述碱性清洁剂优选为氨水。本发明对所述氨水的来源没有特殊的限定,采用本领域技术人员熟知的市售产品或者熟知的配制方法配制即可。
本发明对所述碱性清洁剂清洗和水清洗的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
在本发明中,所述脱水优选采用乙醇脱水。本发明对所述乙醇的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。本发明对所述脱水的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
在本发明中,所述冷喷涂的工艺参数优选为:喷嘴进口处工作温度为300~400℃,压力为2~5MPa,工作气体为氩气,气体流量为20~50m
本发明对所述冷喷涂的喷涂量没有特殊的限定,只要保证将待修复靶材的修复区沟槽填满,与槽边缘齐平即可。
得到一次修复靶材后,本发明对所述一次修复靶材的修复区进行摩擦处理,得到摩擦处理的靶材。
在本发明中,所述摩擦处理优选为机械高速摩擦;所述机械高速摩擦的设备优选为高速摩擦焊设备。本发明对所述高速摩擦焊设备的来源没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
在本发明中,所述摩擦处理时所采用的摩擦头的轴肩优选为圆柱形;所述轴肩的直径优选大于修复区沟槽中最大宽度的10%。本发明通过限定摩擦头的轴肩直径能够实现对靶材修复区的完全覆盖。
在本发明中,所述摩擦头优选加装螺纹顶针;所述螺纹顶针的高度优选与修复区沟槽的深度相同;所述螺纹顶针的直径优选为修复区沟槽最大宽度的60%。本发明通过限定螺纹顶针的高度和直径能够对待修复区内的合金熔体实现尽可能完整的搅拌处理,以实现微观组织细化,均匀化和致密化。
在本发明中,所述摩擦处理的工艺参数优选为:摩擦头的移动速度为160~200mm/min,摩擦头的转速为800~1200r/min,摩擦头的压力为10~20KN;更优选为:摩擦头的移动速度为180~190mm/min,摩擦头的转速为900~1000r/min,摩擦头的压力为15~18KN。本发明通过控制摩擦处理时的工艺参数能够进一步提高晶粒细化的效果。
在本发明中,所述摩擦处理的次数优选为5~10次,更优选为6~8次。在本发明中,所述摩擦处理对修复区处理一遍即为一次。
得到摩擦处理的靶材后,本发明对所述摩擦处理的靶材进行去应力退火处理,得到修复的靶材。
在本发明中,所述去应力退火处理优选为表面感应去应力退火处理;所述去应力退火处理的加热设备优选为感应线圈;所述感应线圈与靶材的距离优选为1~2mm;所述感应线圈的温度优选为300~500℃,更优选为400~450℃;所述去应力退火时待修复靶材的移动速度优选为50~100mm/min,更优选为60~80mm/min;所述去应力退火处理时待修复靶材的循环移动次数优选为5~10次,更优选为6~8次。本发明通过控制去应力退火的工艺参数能够进一步细化待修复靶材修复区的晶粒尺寸。在本发明中,去应力退火处理时待修复靶材修复区处理一遍即为一次。
去应力退火处理完成后,本发明优选对所述去应力退火处理得到的产物进行冷却,得到修复的靶材。
本发明对所述冷却的操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
本发明采用冷喷涂法能够保证修复区与原靶材的界面为焊接态的冶金结合,不会出现脱层等现象,能够实现废弃靶材的反复使用,大幅度提高了靶材的利用率;在冷喷涂初步修复后,再使用摩擦处理和去应力退火处理能够细化靶材修复区的晶粒尺寸,从而解决了靶材修复区晶粒粗大的问题,保证了溅射靶材的均匀性。
本发明提供的修复方法修复效果好,工艺易实现,结合区融合性强,能实现靶材的反复使用,大大提高了靶材的利用率;修复区靶材致密性好,无裂纹,无气孔。
本发明中修复完成的靶材晶粒细小(20~50μm),孔隙率低(<1%),无氧化现象,可用性好,修复区与基体结合强度高,可达数百兆帕。
本发明采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内如图1所示。从图1可以清楚的看出本发明的冷喷涂操作。
本发明对一次修复靶材的修复区进行摩擦处理的示意图如图2所示。从图2可以清楚的看出本发明摩擦处理的操作。
本发明对摩擦处理的靶材进行去应力退火处理的示意图如图3所示。从图3可以清楚的看出本发明去应力退火处理的操作。
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
对刻蚀跑道深1cm,宽3cm的方形AgZn靶材进行修复,方法为如下步骤:
(1)首先对待修复靶材进行清洁,之后将待修复靶材放置于冷喷涂工作台,将合金粉末放入冷喷涂设备中,采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内,直至填平沟槽,得到一次修复靶材;其中,所述清洁为依次进行的氨水清洗、水清洗和采用乙醇脱水;冷喷涂的工艺参数为:喷嘴进口处工作温度为350℃,压力为3MPa,工作气体为氩气,气体流量为30m
(2)对所述步骤(1)得到的一次修复靶材的修复区进行机械高速摩擦处理,得到摩擦处理的靶材;其中,所述机械高速摩擦的设备为高速摩擦焊设备;采用的摩擦头的轴肩为圆柱形;轴肩的直径为3.5cm;摩擦头加装螺纹顶针;螺纹顶针的高度与修复区沟槽的深度相同;螺纹顶针的直径为1.8cm;摩擦头的移动速度为160mm/min;摩擦头的转速为800r/min;摩擦头的压力为10KN;摩擦处理的次数为5次;
(3)采用感应线圈对所述步骤(2)得到的摩擦处理的靶材进行表面感应去应力退火处理,冷却后得到修复的靶材;其中,感应线圈与靶材的距离为1mm;感应线圈的温度为300℃;待修复靶材的移动速度为50mm/min;所述表面感应去应力退火处理时待修复靶材循环移动次数为6次。
实施例1靶材修复区的晶粒尺寸保持在20~50μm。
实施例2
对刻蚀跑道深1cm,宽3cm的方形AgPt靶材进行修复,方法为如下步骤:
(1)首先对待修复靶材进行清洁,之后将待修复靶材放置于冷喷涂工作台,将合金粉末放入冷喷涂设备中,采用冷喷涂将与待修复靶材成分相同的合金粉末填充于待修复靶材的修复区的沟槽内,直至填平沟槽,得到一次修复靶材;其中,所述清洁为依次进行的氨水清洗、水清洗和采用乙醇脱水;冷喷涂的工艺参数为:喷嘴进口处工作温度为350℃,压力为3MPa,工作气体为氩气,气体流量为30m
(2)对所述步骤(1)得到的一次修复靶材的修复区进行机械高速摩擦处理,得到摩擦处理的靶材;其中,所述机械高速摩擦的设备为高速摩擦焊设备;采用的摩擦头的轴肩为圆柱形;轴肩的直径为3.5cm;摩擦头加装螺纹顶针;螺纹顶针的高度与修复区沟槽的深度相同;螺纹顶针的直径为1.8cm;摩擦头的移动速度为180mm/min;摩擦头的转速为1000r/min;摩擦头的压力为15KN;摩擦处理的次数为5次;
(3)采用感应线圈对所述步骤(2)得到的摩擦处理的靶材进行去应力退火处理,冷却后得到修复的靶材;其中,感应线圈与靶材的距离为1mm;感应线圈的温度为500℃;待修复靶材的移动速度为50mm/min;所述去应力退火处理时待修复靶材的循环移动次数为5次。
实施例2靶材修复区的晶粒尺寸保持在20~50μm。
从以上实施例可以看出,本发明提供的修复方法修复靶材后修复区晶粒细小,能有效解决合金靶材修复区晶粒粗大的问题,保证了溅射靶材的均匀性。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种用于钕铁硼永磁材料的旋转稀土靶材及制备方法和修复方法
- 一种靶材背板缺陷的修复方法