一种3DP成型的陶瓷浇注系统
文献发布时间:2024-01-17 01:27:33
技术领域
本发明属于三维打印成型技术领域,具体涉及一种通过3DP方法成型具有特殊结构的陶瓷浇注系统,可用于高熔点金属铸造工艺和低压铸造工艺。
背景技术
铸造作为现代机械制造行业中不可缺少的一环,由于铸件同时具有形状任意性、材料任意性和大小尺寸任意性的特点,随着技术进步,高熔点合金铸造和特种铸造技术的应用需求正在逐年增长,这些铸造工艺方法对铸造技术和装备提出了新的要求。
铸件的夹渣缺陷是铸件的主要缺陷之一,降低铸件出现夹渣缺陷的主要手段是在铸造合金熔炼过程中的尽可能的将液态金属中的熔渣去除;在浇注过程中采用过滤网或过滤器;浇注过程中人工挡渣。以上几种除渣方式均有局限性,在铸造合金的熔炼阶段,体积较大,易上浮至液态金属表面的熔渣均可去除,但是体积较小的熔渣在液态金属中不易上浮,去除难度较大;而在浇注过程中人工挡渣只能去除一些肉眼易见的熔渣,除渣效果较差;同时浇注时所使用的过滤器的孔径尺寸通常较大,对于小体积熔渣的过滤效果较差。
综上所述,铸件中极易出现一些夹渣缺陷,对于高质量、高性能要求的铸件来说该缺陷极有可能导致铸件报废。虽然,在一些高性能铸件的铸造过程中,在液态金属浇注时使用过滤网或者块状陶瓷蜂窝过滤器,但是以上所使用的过滤装置所过滤的夹杂物的尺寸是固定的或者不同孔径过滤孔分布杂乱无序,因此对于一些尺寸细小的夹杂物质几乎无过滤效果,在改善铸件夹渣缺陷方面具有局限性。
而且,当前用于高温合金铸造和低压铸造的陶瓷浇注系统结构简单,功能单一,仅作为一种可承受较高温度、高温状态下耐受时间长、保温效果好的液态金属流动管道使用,利用率较低。
发明内容
有鉴于此,本发明阐述了一种3DP成型的陶瓷浇注系统,其是一种分别用于高熔点金属铸造和低压铸造的陶瓷浇注系统。
为了实现上述目的,本发明提供如下技术方案:
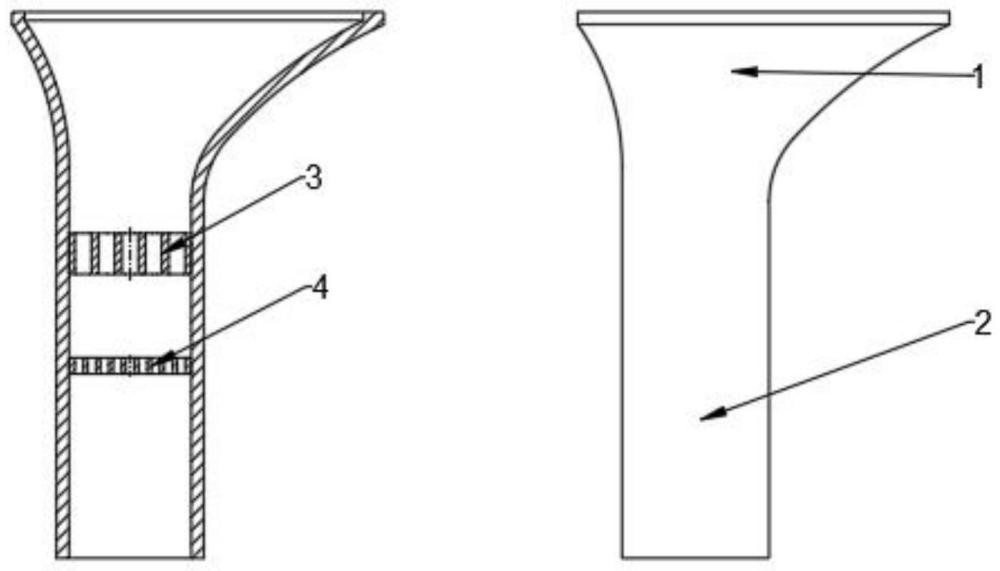
一种用于高熔点金属铸造和低压铸造的陶瓷浇注系统,所述陶瓷浇注系统是通过3DP方法成型的,是一种带有多级、多尺度过滤结构的陶瓷浇注系统;其中,用于高熔点金属铸造的陶瓷浇注系统主要由浇口杯和直浇道组成,在所述直浇道中设有两级过滤结构;且,所述过滤结构包括第一级过滤结构和第二级过滤结构;
用于低压铸造的陶瓷浇注系统是一种陶瓷升液管,所述升液管主要由升液管主体和过滤器组成;所述过滤器内嵌入所述升液管主体的底端,且所述过滤器包括三级过滤结构,包括第一级过滤结构、第二级过滤结构和第三级过滤结构。
可选地,所述第一级过滤结构主要过滤液态金属中的大尺寸夹渣,可过滤尺寸≥4mm的夹渣;所述第二级过滤结构主要过滤液态金属中的小尺寸夹渣,可过滤尺寸为1-4mm的夹渣。
可选地,所述升液管主体的顶端外沿与坩埚密封盖配合,中间部分为空心圆柱陶瓷管,管壁厚在20-40mm之间。
进一步地,所述升液管主体的底端设有带螺纹的配合结构,以使所述过滤器自升液管主体底端内嵌至升液管中,采用螺纹配合紧固。
可选地,所述第一级过滤结构可过滤尺寸≥4mm的夹渣,所述第二级过滤结构可过滤尺寸为2-4mm的夹渣,所述第三级过滤器可过滤尺寸为0.5-1mm的夹渣,可将液态金属中的夹渣逐级过滤最大程度的净化液态金属。
经由上述的技术方案可知,与现有技术相比,本发明提供的一种3DP成型的陶瓷浇注系统,其是一种分别用于高熔点金属铸造和低压铸造的陶瓷浇注系统,具有如下优异效果:
1)该多级、多尺度的陶瓷浇注系统可解决当前铸造生产活动中金属液除渣困难、过滤手段单一,难以去除液态金属中的小尺度夹渣的缺点,通过多级、多尺度过滤的方式,将液态金属中混杂的大、中、小尺寸的固体夹渣过滤;
2)因传统除渣方式主要针对金属熔炼过程中产生的夹渣,对浇注过程中产生的夹渣的去除效果较弱,而本发明采用过滤式浇注系统,在金属液冲入型腔的最后阶段过滤金属液中的杂质,可以最大程度的保证金属液的纯净度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
图1为用于高熔点金属铸造的陶瓷浇注系统图。
图2为用于低压铸造的陶瓷浇注系统图。
图3为底部配合螺纹。
图4为过滤器结构图。
图5为用于高熔点金属铸造的陶瓷浇注系统的使用状态图。
图6为用于低压铸造的陶瓷浇注系统的使用状态图。
图中,
1为浇口杯,2为直浇道,3为第一级过滤结构,4为第二级过滤结构,5为升液管主体,6为过滤器,5-1为底部配合螺纹,6-1为第三级过滤器,6-2为第二级过滤结构,6-3为第一级过滤结构,6-4为陶瓷配合螺纹。
具体实施方式
下面将结合本发明实施例及说明书附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明实施例公开了一种用于高熔点金属铸造和低压铸造的陶瓷浇注系统。
为更好地理解本发明,下面通过以下实施例对本发明作进一步具体的阐述,但不可理解为对本发明的限定,对于本领域的技术人员根据上述发明内容所作的一些非本质的改进与调整,也视为落在本发明的保护范围内。
下面,将结合具体实施例,对本发明的技术方案作进一步的说明。
实施例1
如图1所示的陶瓷浇注系统应用于高熔点合金重力铸造场景,该陶瓷浇注系统主要由浇口杯1和直浇道2组成。
当用于砂型铸造以及其他实型铸造时,该陶瓷浇注系统需经过预焙烧,焙烧温度500-1000℃,焙烧时间0.5-1h,然后立即将陶瓷浇注系统直接嵌入实型铸造模具中,直浇道2下端可以直接与内浇口连接,液态金属经陶瓷浇口杯、直浇道并经过两级过滤器过滤后流入型腔充型,完成浇注。
当用于熔模精密铸造时,熔模组树工序,将该陶瓷浇注系统的直浇道2下端连接蜡型浇道,完成组树后,直接流转至制壳工序进行制壳,然后经脱蜡、焙烧型壳之后浇注即可。
实施例2
如图2所示的陶瓷浇注系统主要应用于低压铸造。首先将陶瓷浇注系统的主体部分和过滤器部分通过螺纹连接组合起来,组合后将该浇注系统预热烘干,温度200-300℃,时间1-2h,烘干完成后与低压住在设备的密封板进行组合密封,即可进行铸造生产。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种3DP成型的高致密卫生陶瓷及其制备方法
- 一种适用3DP成型工艺用氮化硅陶瓷粉体及处理方法