一种钛合金与钢铁异质旋转摩擦焊的方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于异种金属固相连接的领域,提供了一种钛合金与钢铁异质旋转摩擦焊的方法。
背景技术
摩擦焊是以摩擦生热为热源,使工件在压力下塑性变形并完成焊接的方法。由于摩擦焊相对于其他熔化焊接方式焊接温度低,晶粒长大不明显,而且因为低温和机械作用力的作用,甚至会细化晶粒。同时摩擦焊焊接缺陷少,基本没有气孔和未熔合区域。因此,目前摩擦焊被广泛应用用航空、航天、核能、兵器等领域,以实现性能稳定、一致性好的高质量焊接接头。
其中,异质摩擦焊是使用摩擦焊的手段将两种不同合金系的材料进行焊接。异质材料能最大限度的利用材料的各自优点,但二者之间物化性能的差异导致焊接难度大大提高。摩擦焊所形成的近锻组织能有效改善异质金属焊缝性能。因此,铝-铜、镁-铝、铝-钢等一系列异质摩擦焊工艺被开发出来并广泛应用。异种材料因二者之间熔点相差较大,熔点低的金属会提前软化,因此加工焊接断面增大摩擦力和辅助加热成了常见的摩擦焊辅助手段。
一般来说,如果异质摩擦焊的焊接接头中存在的金属间化合物将严重影响焊接接头的力学性能,并直接影响焊接部件的使用寿命。
对于钛合金和钢铁的异质焊接,焊接过程中会在焊缝处生成Ti/Fe脆性相,另外钢铁中的合金元素铬和镍等也能够与Ti形成脆性的金属间化合物;同时,钛还是强碳化合物形成元素,会与部分钢铁中的碳会形成脆性的TiC,导致焊缝的力学性能严重下降,延伸率大大降低,在焊接应力的作用下容易导致焊缝产生裂纹,导致接头的塑性和高温性能变差,从而影响焊接件的使用寿命。因此,如何实现异质金属件的焊接并避免焊接区脆性相的产生是获得异质焊接件的关键。这也是目前制约钛合金广泛应用发展的原因之一。
发明内容
本发明提供了一种钛合金与钢铁异质旋转摩擦焊的方法,使用本发明可以实现异种金属固相连接,以铜作为钛合金与钢铁异质焊接的过渡材料,可以得到高强度的焊缝;同时,采用铜作为中间相,铜作为非碳化物形成元素,与铁、铬、镍之间均不形成金属间化合物,有效防止了钛和钢铁中元素的扩散,消除了钛铁之间的金属间化合物,提高了焊接接头强度,同时使得焊接接头牢固,一次焊接面积增大,有效改善了焊接接头质量和性能。该发明简单便捷,焊接效率高,所得到的焊接接头质量和性能优异,可以降低人力和加工成本。
为了获得上述的一种钛合金与钢铁异质旋转摩擦焊的方法,本发明采用了以下技术方案,具体步骤如下:
(1)加工端面:将钛合金和钢铁预焊接端面进行机加工,使之具有一定的斜度,并留有的中心圆;
(2)钛铜压焊:将与预焊接端面同尺寸的铜板与钛合金端面进行压焊;
(3)焊前清理:使用不锈钢刷,车床或抛丸等装置清洁预焊接端面,并使用酒精或者丙酮进行清洗;
(4)旋转焊接:将钛合金和钢铁分别安装在旋转摩擦焊装置的夹具上,将钢铁在固定模上被夹具夹紧,钛合金在主轴上被夹具夹紧,随主轴旋转作自转运动,进行旋转摩擦焊,主轴向前推进速度为1~5mm/s;
(5)切除飞边:待顶锻结束后,松开固定模上夹具,使焊后工件随主轴缓慢旋转,并使车刀进入,切除飞边,获得钛合金与钢铁异质摩擦焊样件。
进一步地,步骤(1)中所述的钛合金为市售的各种钛及钛合金,所述的钢铁为市售的各种钢铁材料,包括工业纯钛、铸铁、碳钢、结构钢、不锈钢、合金钢或耐热钢等。
进一步地,步骤(1)中所述的端面机加工后表面粗糙度小于0.6μm,斜度为5-30°,中心圆直径为5-10mm。
进一步地,步骤(2)中所述的铜板为市售的纯铜板,厚度为0.5-2mm。
进一步地,步骤(2)中所述的压焊温度为900-1000℃,压焊时间为10-30min,压焊压力为5-20MPa。
进一步地,步骤(2)中所述的压焊设备为液压机或摩擦压力机。
进一步地,步骤(4)中所述的异质摩擦焊的焊接转速为500-1000rpm,一级压力为300-500kg,二级压力为750-1000kg,顶锻压力为1200-1500kg,整体焊接时长为60-120s。
进一步地,步骤(4)所述的钛合金和钢铁被夹具固定后两者的距离为50-200mm。
本发明的优点:
1、实现了异种金属的固相连接,并可一次性获得外观良好的焊缝,提高了焊接效率,降低了加工成本。
2、所得的焊缝表现出良好焊接界面和优良机械性性能,具有良好的焊接可靠性,具有在石油管道、海洋隧道等领域的应用潜力。
3、以铜为中间金属,避免了Ti/Fe,Ti/C等脆性相的生成而导致的焊缝性能劣化,保障了焊接件的质量。
4、一次焊接面积大,焊接速度快,温度低,避免了出现传统氩弧焊在高温时剧烈吸氧吸氮的现象。
5、能满足不同尺寸的异种金属的同心焊接。
附图说明
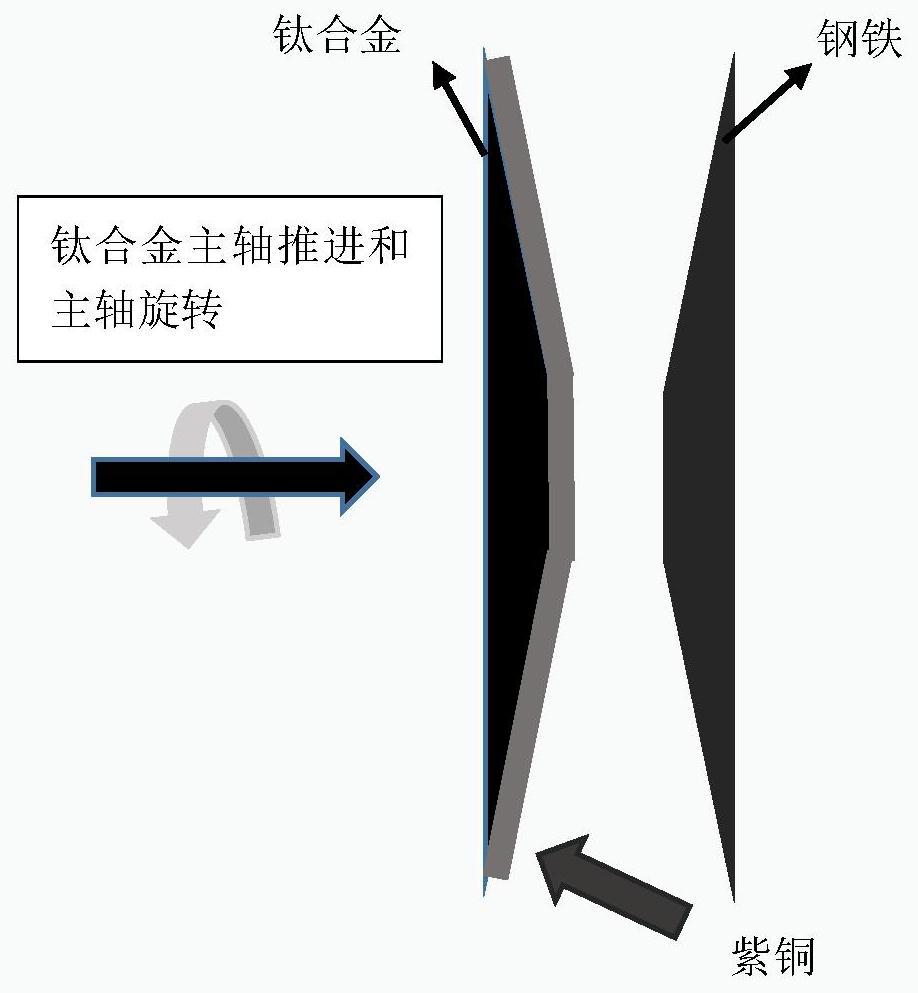
图1是本发明实施案例中旋转摩擦焊的结构示意图。
具体实施方式
实施案例1:
一种钛合金与钢铁异质旋转摩擦焊的方法。按如下步骤制备:
(1)加工端面:在TC4钛合金和316不锈钢端面做倒角,斜度为15°,留有中心圆直径为10mm并打磨至光滑;
(2)钛铜压焊:将同等直径,厚度为1mm的紫铜片压焊到TC4端面,温度为950℃,压力为10MPa,压焊时间为20min。
(3)焊前清理:使用车刀除去粗糙表面,并用丙酮擦洗干净。
(4)旋转焊接:将TC4固定到主轴,进行自转运动(700rpm)并逐渐向固定的316不锈钢端面接触,两者的距离为100mm,一级和二级压力分别为400、800kg,顶锻压力为1500kg,主轴向前行进速度为1mm/s。
(5)切除飞边:焊接结束,降低转速为300rpm,进入车刀缓缓切除飞边,获得高性能钛合金与钢铁异质摩擦焊件。
实施案例2:
一种钛合金与钢铁异质旋转摩擦焊的方法。按如下步骤制备:
(1)加工端面:TA2纯钛和45#钢端面做倒角,斜度为5°,留有中心圆直径为10mm并打磨至光滑;
(2)钛铜压焊:将同等直径,厚度为1mm的紫铜片压焊到TA2端面,温度为900℃,压力为5MPa,压焊时间为30min。
(3)焊前清理:使用车刀除去粗糙表面,并用丙酮擦洗干净。
(4)旋转焊接:将纯钛固定到主轴,进行自转运动(800rpm)并逐渐于固定的45#钢端面接触,两者的距离为150mm,一级和二级压力分别为500,1000kg,顶锻压力为1500kg,主轴向前行进速度为1mm/s。
(5)切除飞边:焊接结束,降低转速为300rpm,进入车刀缓缓切除飞边,获得高性能钛合金与钢铁异质摩擦焊件。