一种实现钛合金与铝合金异质焊接的方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于异种金属固相连接的领域,提供了一种实现钛合金与铝合金异质焊接的方法。
背景技术
搅拌摩擦焊主要以搅拌头和工件的摩擦产生热量,使预焊接部位处于热塑性状态,然后搅拌头边旋转边前进,在搅拌头的压力下焊接材料从前端向后部塑性流动,最终压焊成一个整体。由于搅拌摩擦焊属于固态焊接,相对于其他熔化焊接方式焊接温度低,晶粒长大不明显,而且基本没有气孔,裂纹和合金元素烧损等缺陷。目前,搅拌摩擦焊技术被广泛应用于航空、航天、核能、车辆等领域,主要用于铝、铜、镁等非铁金属材料的焊接。
其中,异质摩擦焊用摩擦焊的手段将两种合金系的材料进行焊接。异质材料能最大限度的利用材料的各自优点,但二者之间物化性能的差异导致焊接难度大大提高。搅拌摩擦焊具有高效、优质、焊接应力小、变形小等优点,对于克服异种材料性能差异带来的焊接困难具有极大的优势。
对于钛合金和铝合金的异质焊接,焊接过程中会有以下难点:1、钛与铝都属于活泼金属,在焊接过程中会与空气反应从而形成夹杂,导致焊缝性能劣化;2、钛与铝熔点相差巨大,在同等焊接受热条件下,温度达到钛的熔点时,会导致铝合金内元素的大量烧损和流失;3、钛与铝会在焊缝处生成Ti/Al脆性相,导致焊缝的力学性能严重下降,延伸率大大降低,在焊接应力的作用下容易导致焊缝产生裂纹,导致接头的塑性和高温性能变差,从而影响焊接件的使用寿命。因此,如何实现钛合金与铝合金异质金属件的焊接并避免焊接区脆性相的产生是获得其异质焊接件的关键。
发明内容
本发明提供了一种实现钛合金与铝合金异质焊接的方法,使用本发明可以实现钛合金和铝合金异种金属固相连接。以锡作为钛合金与铝合金异质焊接的过渡材料,可以得到较高强度的焊缝;同时,采用锡作为中间相,能降低摩擦焊接所需的温度,有效减少了钛和铝合金之间元素的相互扩散,消除了脆性钛铝金属间化合物的生成,保证了焊缝质量;同时,采用搅拌摩擦焊实现钛合金与铝合金的异质焊接,避免了低熔点铝合金在焊接过程中的大量烧损以及晶粒过分长大,有效改善了焊接接头质量和性能。本发明中异质金属焊接强度高,焊接接头牢固,焊接效率高,具有简单便捷,焊接效率高,所得到的焊接接头质量和性能优异,可以降低人力和加工成本等优点。
为了获得上述的一种实现钛合金与铝合金异质焊接的方法,本发明采用了以下技术方案,具体步骤如下:
(1)设计搅拌头:在搅拌摩擦头中心处进行打孔,孔径比搅拌摩擦针直径小3~5mm,并上下贯通;
(2)焊前清理:使用不锈钢刷、车床或抛丸装置清洁钛合金与铝合金预焊接端面,并使用酒精或者丙酮进行清洗;
(3)搅拌焊接:将钛合金板和铝合金板搭接,铝合金板在上面,并固定在焊接夹具上,搅拌头深入到接缝位置,调节焊接转速和焊速,开始搅拌摩擦焊焊接;
(4)焊接送粉:使用送粉装置将锡粉从搅拌头中心孔中送入焊接区域;
(5)焊接完成:一边焊接一边送入锡粉至焊接区域,直至焊接完成,终止送粉及焊接,并退去搅拌头,松开焊接夹具,获得钛合金与铝合金的异质焊接件。
进一步地,步骤(1)中所述的搅拌摩擦头的材质应为热作模具钢、高温合金或硬质合金中的一种。
进一步地,步骤(2)中所述的钛合金为市售的各类钛及钛合金,铝合金为市售的各类铝及铝合金。
进一步地,步骤(3)中所述的搅拌头深入钛合金板内的深度为0~1mm之间。
进一步地,步骤(3)中所述的焊接转速为500~1500r·min
进一步地,步骤(4)中所述的送粉装置应为螺旋送粉装置、重力送粉装置或空压机送粉装置的一种或几种。
进一步地,步骤(4)中所述的锡粉为市售的高纯锡粉,粉末粒度为100-1000目。
本发明的优点:
1、实现了钛铝异种金属的固相连接,并可获得外观良好,一致性好的焊缝,提高了焊接效率,消除了焊接缺陷。
2、所得的焊缝表现出良好焊接界面和优良机械性性能,具有良好的焊接可靠性,具有在车辆工程、航空航天等领域的应用潜力。
3、以Sn为中间金属,避免了Ti/Al等脆性相的生成而导致的焊缝性能劣化,能调控界面化合物的分布和形态。
4、以搅拌摩擦焊实现低熔点铝合金与高熔点钛合金的异质金属焊接,并以低熔点锡作为中间过渡元素,既减少了摩擦焊所需的热量,又保障了焊接件的质量。
5、焊接速度快,温度低,避免了出现传统融化焊接在高温时剧烈吸氧吸氮等现象。
附图说明:
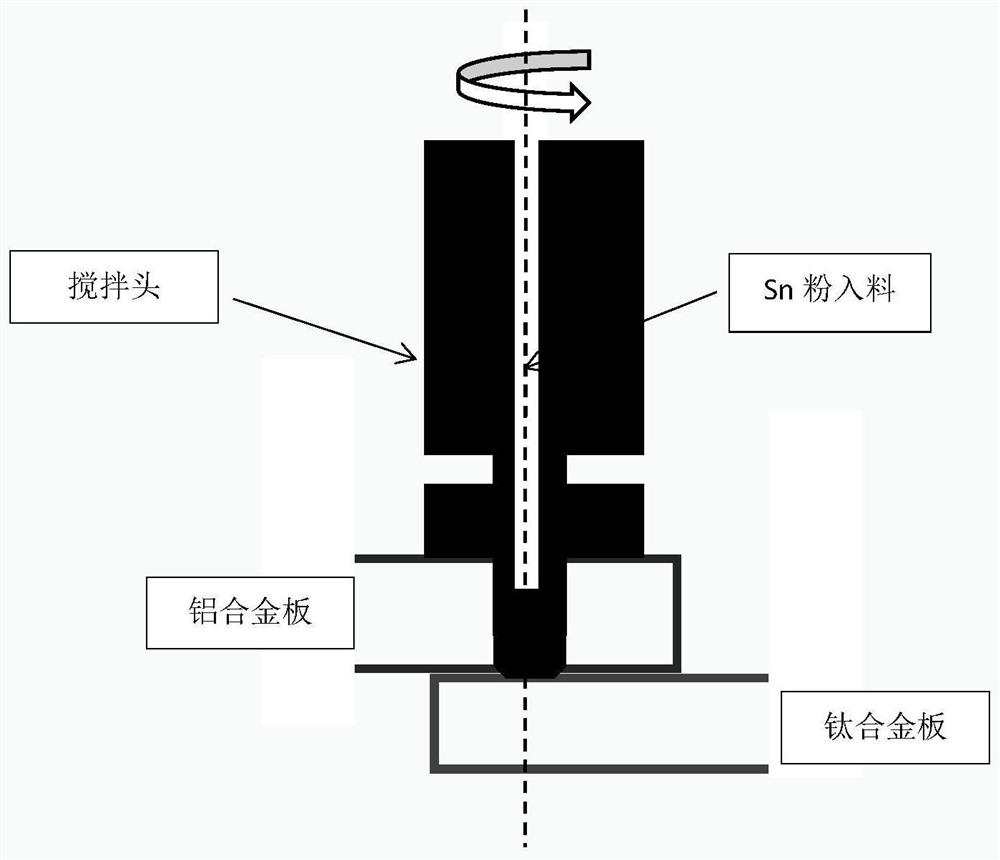
图1是本发明实施案例中搅拌摩擦焊的结构示意图。
具体实施方式
实施案例1:
一种实现钛合金与铝合金异质焊接的方法,按如下步骤制备:
(1)设计搅拌头:选用H13热作模具钢作为搅拌摩擦头材料,搅拌摩擦针粗为8mm,中心孔尺寸为4mm。
(2)焊前清理:准备8mm厚铝合金板和2mm厚纯钛板,使用车床将钛合金和铝合金板表面车平车光,并使用酒精进行清洗;
(3)搅拌焊接:将钛合金板和铝合金板搭接,铝合金板在上面,并固定在焊接夹具上,搅拌头深入到接缝位置,并进入钛板内0.5mm,调节搅拌头转速为800r·min
(4)焊接送粉:使用螺旋送粉装置将-500目的锡粉从搅拌头中心孔中送入焊接区域;
(5)焊接完成:一边焊接一边送入锡粉至焊接区域,直至焊接完成,终止送粉及焊接,停转并退去搅拌头,松开焊接夹具,获得高性能的钛与铝合金异质焊接件。
实施案例2:
一种实现钛合金与铝合金异质焊接的方法,按如下步骤制备:
(1)设计搅拌头:选用W-Re硬质合金作为搅拌摩擦头材料,搅拌摩擦针粗为10mm,中心孔尺寸为5mm。
(2)焊前清理:准备10mm厚铝合金板和2mm厚钛合金TC4板,使用车床将板表面车平车光,并使用丙酮进行清洗;
(3)搅拌焊接:将钛合金板和铝合金板搭接,铝合金板在上面,并固定在焊接夹具上,搅拌头深入到接缝位置,不进入钛板内但与之接触,调节搅拌头转速为700r·min
(4)焊接送粉:使用空压机送粉装置将-325目的锡粉从搅拌头中心孔中送入焊接区域;
(5)焊接完成:一边焊接一边送入锡粉至焊接区域,直至焊接完成,终止送粉及焊接,停转并退去搅拌头,松开焊接夹具,获得高性能的钛合金与铝合金异质焊接件。