基于喷墨打印技术制备石墨烯增强铝基复合材料的方法及制得的石墨烯增强铝基复合材料
文献发布时间:2023-06-19 10:16:30
技术领域
本发明属于金属基复合材料领域,具体涉及一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法及制得的石墨烯增强铝基复合材料。
背景技术
石墨烯是一种由碳原子以sp
目前常用的石墨烯增强铝基复合材料的制备方法,主要是粉末冶金法;采用粉末冶金法制备石墨烯增强铝基复合材料,在烧结成型的过程中,石墨烯会再次发生团聚,导致制备的复合材料内部孔隙较多。另外,采用粉末冶金法制备周期长,且成本较高。
采用3D打印技术与压力浸渗结合制备复合材料的方法中,3D打印技术通常采用材料挤出成型方式制备预制体,需先将材料加热制成熔融状态的浆料,在高温环境下,石墨烯可能再次发生团聚,且易与铝发生反应生产Al
发明内容
为了克服现有技术存在的不足,本发明的目的是提供一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法及制得的石墨烯增强铝基复合材料。
本发明提供了一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法。该方法通过对石墨烯表面改性处理,改善石墨烯与铝的表面润湿性,以多孔结构的石墨烯/铝复合材料预制体为骨架,可避免石墨烯在后续处理过程中发生团聚,有效提高了石墨烯的增强效果。
该方法首先建立一个三维模型,将复合粉末与固化剂混合后制成砂料,然后将砂料均匀铺在工作平台上,喷墨打印头根据三维模型转换的二维截面喷洒粘结剂,层层叠加,获得多孔结构的石墨烯/铝复合材料预制体;将预制体与模具放入电阻炉种预热后取出,倒入铝液浇铸,加压使铝液渗预制体中,保压一段时间后脱模,从而制备石墨烯增强铝基复合材料。
本发明的目的至少通过如下技术方案之一实现。
本发明提供的基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤:
(1)将石墨烯碱洗、酸洗后,浸泡在化学镀液中,在搅拌状态下进行表面改性处理,取出,清洗,干燥,得到改性石墨烯;
(2)将步骤(1)所述改性石墨烯加入有机溶剂中,超声分散均匀,得到改性石墨烯分散液,然后往所述改性石墨烯分散液加入纯铝粉或铝合金粉,搅拌处理,过滤取沉淀,烘干,得到复合粉末;
(3)将步骤(2)所述复合粉末与固化剂混合均匀,得到砂料,将所述砂料喷墨打印(均匀铺在工作平台上,在铺好的复合粉末上根据二维截面喷洒粘结剂,打印出一层后,工作台下降一个高度,层层叠加),得到多孔结构的石墨烯/铝复合材料预制体;
(4)将步骤(3)所述多孔结构的石墨烯/铝复合材料预制体置于模具中,预加热至300-600℃后,倒入铝液浇铸,通过压力浸渗制得所述石墨烯增强铝基复合材料。
进一步地,步骤(1)所述化学镀液为化学镀Cu溶液及化学镀Ni溶液中的一种以上;所述化学镀铜溶液的成分包括CuSO
进一步地,步骤(2)所述有机溶剂为乙醇或丙醇;所述改性石墨烯分散液的浓度为0.1-10mg/ml。
进一步地,步骤(2)所述铝合金粉为1xxx、5xxx、6xxx或7xxx系铝合金;步骤(2)所述复合粉末中改性石墨烯质量的分数为0.1%-10%。
进一步地,步骤(2)所述搅拌处理的时间为0.5h-5h。
进一步地,步骤(3)所述固化剂为对羟基苯磺酸;所述复合粉末与固化剂的质量比为50:1-5。
进一步地,步骤(3)所述喷墨打印包括:
先将一层砂料均匀铺设在工作平台上,然后喷洒粘结剂,晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,得到所述多孔结构的石墨烯/铝复合材料预制体。
优选地,所述砂料铺设的层数为2层及以上,每一层砂料铺设的厚度为0.1-0.5mm;所述粘结剂为呋喃树脂,所述粘结剂的质量为砂料质量的1%-2%。
进一步地,步骤(4)所述压力浸渗的压力为10-300MPa,压力浸渗的时间为1-10min。
本发明提供一种由上述的制备方法制得的石墨烯增强铝基复合材料。
石墨烯易团聚,且与铝的润湿性差,不易均匀分散;本发明提供的制备方法中,石墨烯经表面改性后,有效隔离了石墨烯与铝直接接触。采用喷墨打印技术先制备复合材料预制体,可避免石墨烯在烧结过程中的团聚。
与现有技术相比,本发明具有如下优点和有益效果:
(1)本发明提供的制备方法,对石墨烯进行表面改性处理,改善了石墨烯与铝的润湿性,减少石墨烯的团聚;
(2)本发明提供的制备方法,采用喷墨打印技术先制备石墨烯铝基复合材料预制体,再通过压力浸渗制备石墨烯铝基复合材料,可使石墨烯分散均匀,复合材料的致密度高;
(3)本发明提供的制备方法,采用喷墨打印技术与压力浸渗结合的工艺制备石墨烯铝基复合材料,制备周期短,效率高,有利于产业化。
附图说明
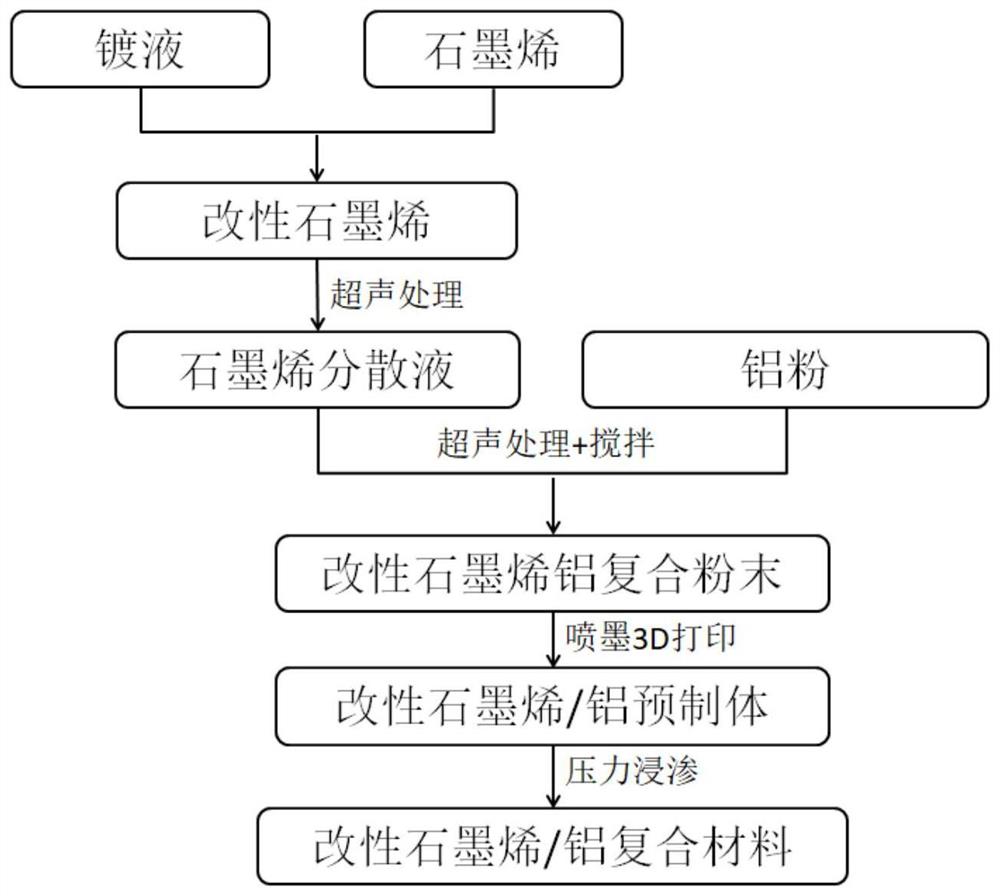
图1为本发明实施例制备石墨烯增强铝基复合材料的技术路线图。
图2为本发明实施例1制备的表面镀铜的改性石墨烯扫描电镜图。
图3为本发明实施例2制备的表面镀镍的改性石墨烯扫描电镜图。
图4为本发明实施例1制备的改性石墨烯/铝复合材料与不添加石墨烯的铝材料的抗拉强度对比结果图。
图5为本发明实施例1制备的改性石墨烯/铝复合材料拉伸断口扫描电镜图。
具体实施方式
以下结合实例对本发明的具体实施作进一步说明,但本发明的实施和保护不限于此。需指出的是,以下若有未特别详细说明之过程,均是本领域技术人员可参照现有技术实现或理解的。所用试剂或仪器未注明生产厂商者,视为可以通过市售购买得到的常规产品。
实施例1
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取0.20g石墨烯碱洗、酸洗后,浸泡在镀铜溶液(15g/L CuSO
(2)制备石墨烯铝复合粉末
将0.5g镀铜石墨烯加入100ml有机溶剂(无水乙醇)中,超声处理 30min,超声分散均匀,得到改性石墨烯分散液,随后与50g的6061铝合金粉混合,搅拌60min后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将25g复合粉末与1g固化剂(对羟基苯磺酸)搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为46层,每一层砂料铺设的厚度为 0.2mm,所述粘结剂的质量为砂料质量的1.5%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至300℃后,倒入铝液浇铸(铝液充满模具),加压100MPa,保压5min,通过压力浸渗制得石墨烯增强铝基复合材料。所制备的复合材料拉伸断口如图5所示,石墨烯保持均匀分散的片状结构。
将实施例1制备的基于喷墨打印技术制备石墨烯增强铝基复合材料、不添加石墨烯的铝材料进行抗拉强度测试,结果如图4所示。用实施例1 方法制备的石墨烯铝基复合材料比基体材料的抗拉强度提高了88MPa。图 4中的改性石墨烯/铝表示实施例1制备的基于喷墨打印技术制备石墨烯增强铝基复合材料,铝表示基体材料。
实施例2
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取0.30g石墨烯碱洗、酸洗后,浸泡在镀镍溶液(20g/LNiSO
(2)制备石墨烯铝复合粉末
将0.75g镀镍石墨烯加入200ml有机溶剂(无水乙醇)中,超声处理 30min,超声分散均匀,得到改性石墨烯分散液,随后与60g的6061铝合金粉混合,搅拌60min后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将30g复合粉末与1g固化剂(对羟基苯磺酸)搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为55层,每一层砂料铺设的厚度为 0.2mm,所述粘结剂的质量为砂料质量的1.7%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至300℃后,倒入铝液浇铸(铝液充满模具),加压150MPa,保压5min,通过压力浸渗制得石墨烯增强铝基复合材料。
实施例3
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取0.25g石墨烯碱洗、酸洗后,浸泡在镀铜溶液(15g/L CuSO
(2)制备石墨烯铝复合粉末
将0.25g镀铜石墨烯加入100ml有机溶剂(无水乙醇)中,超声处理 30min,超声分散均匀,得到改性石墨烯分散液,随后与50g的纯铝粉末混合,搅拌90min后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将25g复合粉末与1g固化剂(对羟基苯磺酸)搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为31层,每一层砂料铺设的厚度为 0.3mm,所述粘结剂的质量为砂料质量的1.5%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至500℃后,倒入铝液浇铸(铝液充满模具),加压200MPa,保压6min,通过压力浸渗制得石墨烯增强铝基复合材料。
实施例4
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取0.25g石墨烯碱洗、酸洗后,浸泡在镀镍溶液(20g/LNiSO
(2)制备石墨烯铝复合粉末
将0.5g镀镍石墨烯加入200ml有机溶剂(无水乙醇)中,超声处理 45min,超声分散均匀,得到改性石墨烯分散液,随后与55g的6101铝合金粉末混合,搅拌100min后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将35g复合粉末与0.7g固化剂搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为52层,每一层砂料铺设的厚度为0.25mm,所述粘结剂的质量为砂料质量的2%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至500℃后,倒入铝液浇铸(铝液充满模具),加压220MPa,保压6min,通过压力浸渗制得石墨烯增强铝基复合材料。
实施例5
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取0.45g石墨烯碱洗、酸洗后,浸泡在镀铜溶液(15g/L CuSO
(2)制备石墨烯铝复合粉末
将0.5g镀铜石墨烯加入200ml有机溶剂(无水乙醇)中,超声处理 45min,超声分散均匀,得到改性石墨烯分散液,随后与50g的7075铝合金粉末混合,搅拌2h后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将50g复合粉末与3g固化剂搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为74层,每一层砂料铺设的厚度为0.25mm,所述粘结剂的质量为砂料质量的2%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至450℃后,倒入铝液浇铸(铝液充满模具),加压230MPa,保压7min,通过压力浸渗制得石墨烯增强铝基复合材料。
将实施例1-5制备的基于喷墨打印技术制备石墨烯增强铝基复合材料进行抗拉强度及致密度测试。下表1为实施例1-5所制备的复合材料的抗拉强度及致密度测试结果。其中,采用阿基米德排水法测量石墨烯/铝复合材料(基于喷墨打印技术制备石墨烯增强铝基复合材料)的实际密度,并用相对密度来表示制备的石墨烯/铝复合材料的致密度。密度测试所用的计算公式如下:
式中:ρ
表1
根据表1的数据可知,该方法制备的复合材料,如实施例1-5的复合材料,抗拉强度较高,其中实施例1的复合材料与基体相比,抗拉强度提高了88MPa,复合材料的致密度也较高,均高于99%。
实施例6
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取0.6g石墨烯碱洗、酸洗后,浸泡在镀铜溶液(15g/L CuSO
(2)制备石墨烯铝复合粉末
将1.2g镀铜石墨烯加入250ml有机溶剂(无水乙醇)中,超声处理 45min,超声分散均匀,得到改性石墨烯分散液,随后与60g的6075铝合金粉末混合,搅拌2.5h后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将60g复合粉末与5g固化剂搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为74层,每一层砂料铺设的厚度为0.3mm,所述粘结剂的质量为砂料质量的1.5%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至550℃后,倒入铝液浇铸(铝液充满模具),加压260MPa,保压8min,通过压力浸渗制得石墨烯增强铝基复合材料。实施例6制备的基于喷墨打印技术制备石墨烯增强铝基复合材料也同样具有良好的抗拉强度及较高的致密度,可参照表1所示。
实施例7
一种基于喷墨打印技术制备石墨烯增强铝基复合材料的方法,包括如下步骤(参照图1所示):
(1)石墨烯改性处理
称取1g石墨烯碱洗、酸洗后,浸泡在镀镍溶液(20g/LNiSO
(2)制备石墨烯铝复合粉末
将1.5g镀镍石墨烯加入200ml有机溶剂(无水乙醇)中,超声处理 50min,超声分散均匀,得到改性石墨烯分散液,随后与80g的7075铝合金粉末混合,搅拌3h后,过滤、烘干得到复合粉末。
(3)制备复合材料预制体
将80g复合粉末与6g固化剂搅拌混合均匀,制成砂料,均匀铺在工作平台上;在第一层铺好的砂料上根据二维截面喷洒粘结剂(呋喃树脂),晾干,接着铺设第二层砂料,喷洒粘结剂,晾干,以此类推,层层叠加,所述砂料铺设的层数为84层,每一层砂料铺设的厚度为0.35mm,所述粘结剂的质量为砂料质量的1.5%,得到多孔结构的石墨烯/铝复合材料预制体。
(4)压铸成型
将所得石墨烯/铝复合材料预制体装入模具内,预加热至480℃后,倒入铝液浇铸(铝液充满模具),加压300MPa,保压10min,通过压力浸渗制得石墨烯增强铝基复合材料。实施例7制备的基于喷墨打印技术制备石墨烯增强铝基复合材料也同样具有良好的抗拉强度及较高的致密度,可参照表1所示。
以上实施例仅为本发明较优的实施方式,仅用于解释本发明,而非限制本发明,本领域技术人员在未脱离本发明精神实质下所作的改变、替换、修饰等均应属于本发明的保护范围。
- 基于喷墨打印技术制备石墨烯增强铝基复合材料的方法及制得的石墨烯增强铝基复合材料
- 一种利用石墨烯增强铝基复合材料废料制备团簇型铝基复合材料的方法