一种液压柱塞泵双金属缸体花键的强化方法
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及液压柱塞泵双金属缸体花键的加工方法,特别涉及一种液压柱塞泵双金属缸体花键的强化方法。
背景技术
液压柱塞泵是依靠柱塞在缸体中往复运动,柱塞的往复运动方向与缸体的中心轴平行,从而使柱塞在柱塞孔内往复运动产生容积变化来实现压油、吸油,由于柱塞泵具有额定压力高、结构紧凑、效率高及流量调节方便等优点,因此广泛用于液压机、工程机械及船舶中。由于缸体是柱塞泵的核心零部件,因此缸体的使用寿命及稳定性直接关系到柱塞泵的质量,而在加工过程中由于双金属复合时的温度高于合金钢的淬火温度,所以基体不能先进行淬回火处理再进行复合;如果复合后再对基体进行淬回火处理,复合的铜合金层会开裂。因此,一般的液压柱塞泵双金属缸体花键的力学性能不能满足使用要求。
在这种情况下,采用对缸体进行氮化处理或者对缸体花键进行中高频处理,从而提高花键的力学性能,氮化工序或者中高频工序安排在零件的加工过程中。而氮化工序或者中高频工序的使用在加工过程中仍存在以下缺陷:1.氮化工序或者中高频工序作为一道工序安排在零件的加工过程中,增加了产品的加工周期,增加了流转,双金属缸体的制造成本和管理成本都有一定的增加;2、氮化处理或者对缸体花键进行中高频处理,只是提高了花键表面的力学性能,花键心部性能没有变化;3、氮化处理后的花键存在变形问题,中高频处理后的花键不仅存在变形问题,甚或存在开裂的风险。
发明内容
本发明的主要目的在于提供一种液压柱塞泵双金属缸体花键的强化方法,可以有效解决背景技术中的问题。
为实现上述目的,本发明采取的技术方案为:
一种液压柱塞泵双金属缸体花键的强化方法,包括缸体毛坯,所述缸体毛坯右部设置有待复合面,所述左端设置有花键区,所述待复合面内部复合有铜层,所述待复合面为球面凹面结构或平面结构,强化包括以下步骤:
步骤一、清洁缸体毛坯和锡铅青铜:清洁缸体毛坯上的待复合面和锡铅青铜,然后将金属活化剂涂抹或放置在钢基体上的待复合面,同时在缸体毛坯的球形凹面或者平面上放置锡铅青铜;
步骤二、预热缸体毛坯和锡铅青铜:将缸体毛坯和锡铅青铜一起放在网带式电阻炉的网带上,预先开启网带式电阻炉使炉内温度达到工作温度,通过网带传输把缸体毛坯和锡铅青铜输送到炉体内预热;
步骤三、熔化锡铅青铜:网带运行至网带式电阻炉的熔化区,使球形凹面或者平面上放置的锡铅青铜熔化;
步骤四、保温静置:网带运行至网带式电阻炉的保温区,让缸体毛坯保温静置;
步骤五、强化处理:网带运行至网带式电阻炉的冷却区,给予一定的冷却速度,让缸体毛坯缓慢降温至850℃时,采用淬火液进行急速冷却,缸体毛坯温度小于200℃后,在冷却区停留一段时间;
步骤六、回火处理并出炉:网带运行至网带式电阻炉的回火区,根据零件的硬度要求选择不同的回火温度进行回火,保温一定时间后出炉。
优选的,所述步骤一中清洁缸体毛坯和锡铅青铜所用的溶液为无水乙醇。
优选的,所述步骤二中,预热时充纯度不小于99.99%氮气作保护气;预热温度为900—930℃、时间40-60min。
优选的,所述步骤三中,熔化时充纯度不小于99.99%氮气作保护气;熔化温度为1060—1080℃、时间15-30min。
优选的,所述步骤四中,保温时充纯度不小于99.99%氮气作保护气;保温温度为1000—1030℃、时间30-45min。
优选的,所述步骤五中,强化时充纯度不小于99.99%氮气作保护气;急速冷却后的保温时间为30-45min。
优选的,所述步骤六中,回火时充纯度不小于99.99%氮气作保护气;根据零件的硬度要求选择回火温度,一般为450—470℃或者540—560℃,保温时间为3-3.5h。
与现有技术相比,本发明具有如下有益效果:
1、本发明中,缸体的花键经强化处理后,可以取代缸体后道氮化处理或者中高频处理工序,缩短缸体成品的加工周期,减少工序,缸体成品的制造成本和管理成本都会有一定程度的降低。
2、本发明中,缸体花键区经强化处理后再拉花键,避免了氮化或中高频过程中的花键变形问题,也没有中高频过程中花键开裂的风险。
3、本发明中,缸体花键区经强化处理后,具有良好的综合性能,花键心部性能全面提升,剪切强度大幅提高,抗扭能力大大增强。
4、本发明中,缸体柱塞孔区的强度提高,耐压程度提高,冲击韧性提高,具有更好的耐冲击性能。
附图说明
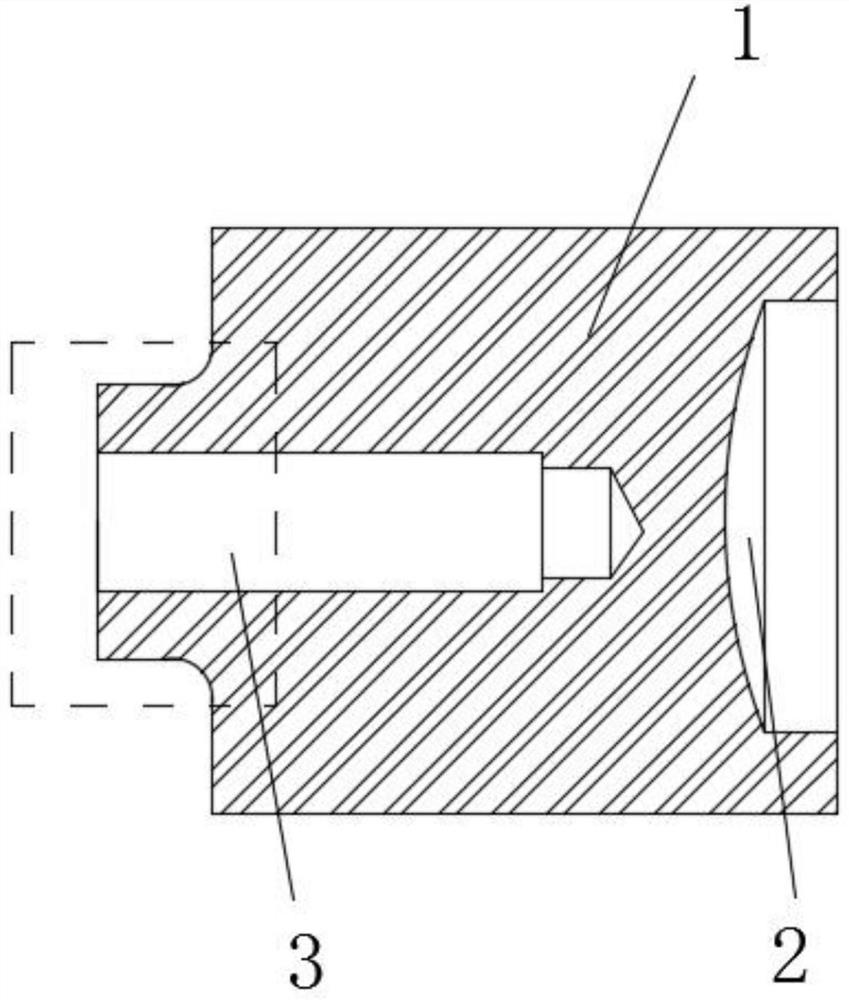
图1为本发明一种液压柱塞泵双金属缸体花键的强化方法的双金属复合前加工半成品毛坯图;
图2为本发明一种液压柱塞泵双金属缸体花键的强化方法的双金属复合后加工半成品图。
图中:1、缸体毛坯;2、待复合面;3、花键区;4、铜层。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如图1-2所示,一种液压柱塞泵双金属缸体花键的强化方法,包括缸体毛坯1,缸体毛坯1右部设置有待复合面2,左端设置有花键区3,待复合面2内部复合有铜层4,待复合面2为球面凹面结构或平面结构,强化包括以下步骤:
步骤一、清洁缸体毛坯1和锡铅青铜:清洁缸体毛坯1上的待复合面2和锡铅青铜,然后将金属活化剂涂抹或放置在钢基体上的待复合面2,同时在缸体毛坯1的球形凹面或者平面上放置锡铅青铜;
步骤二、预热缸体毛坯1和锡铅青铜:将缸体毛坯1和锡铅青铜一起放在网带式电阻炉的网带上,预先开启网带式电阻炉使炉内温度达到工作温度,通过网带传输把缸体毛坯1和锡铅青铜输送到炉体内预热;
步骤三、熔化锡铅青铜:网带运行至网带式电阻炉的熔化区,使球形凹面或者平面上放置的锡铅青铜熔化;
步骤四、保温静置:网带运行至网带式电阻炉的保温区,让缸体毛坯1保温静置;
步骤五、强化处理:网带运行至网带式电阻炉的冷却区,给予一定的冷却速度,让缸体毛坯1缓慢降温至850℃时,采用淬火液进行急速冷却,缸体毛坯1温度小于200℃后,在冷却区停留一段时间;
步骤六、回火处理并出炉:网带运行至网带式电阻炉的回火区,根据零件的硬度要求选择不同的回火温度进行回火,保温一定时间后出炉。
步骤一中清洁缸体毛坯1和锡铅青铜所用的溶液为无水乙醇;步骤二中,预热时充纯度不小于99.99%氮气作保护气;预热温度为900—930℃、时间40-60min;步骤三中,熔化时充纯度不小于99.99%氮气作保护气;熔化温度为1060—1080℃、时间15-30min;步骤四中,保温时充纯度不小于99.99%氮气作保护气;保温温度为1000—1030℃、时间30-45min;步骤五中,强化时充纯度不小于99.99%氮气作保护气;急速冷却后的保温时间为30-45min,使得制品具有优良的耐磨性、耐腐蚀性和耐高温性等;步骤六中,回火时充纯度不小于99.99%氮气作保护气;根据零件的硬度要求选择回火温度,一般为450—470℃或者540—560℃,保温时间为3-3.5h。
需要说明的是,本发明为一种液压柱塞泵双金属缸体花键的强化方法,首先清洁缸体毛坯1上的待复合面2和锡铅青铜,然后将金属活化剂涂抹或放置在钢基体上的待复合面2,同时在缸体毛坯1的球形凹面或者平面上放置锡铅青铜;然后将缸体毛坯1和锡铅青铜一起放在网带式电阻炉的网带上,预先开启网带式电阻炉使炉内温度达到工作温度,通过网带传输把缸体毛坯1和锡铅青铜输送到炉体内预热;将网带运行至网带式电阻炉的熔化区,使球形凹面或者平面上放置的锡铅青铜熔化;网带运行至网带式电阻炉的保温区,让缸体毛坯1保温静置;网带运行至网带式电阻炉的冷却区,给予一定的冷却速度,让缸体毛坯1缓慢降温至850℃时,采用淬火液进行急速冷却,缸体毛坯1温度小于200℃后,在冷却区停留一段时间;网带运行至网带式电阻炉的回火区,根据零件的硬度要求选择不同的回火温度进行回火,保温一定时间后出炉,在复合过程中,增加强化处理和回火处理步骤,从而能实现对缸体花键的强化,主要通过对设备的改造,从而能实现这种工艺模式。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种液压柱塞泵双金属缸体花键的强化方法
- 一种液压柱塞泵、马达双金属缸体整体调质方法