一种定量加料系统
文献发布时间:2023-06-19 11:00:24
技术领域
本发明属于定量加料装置领域,涉及精确且简单的料剂配置系统。
背景技术
现有水处理行业的料剂添加系统由料品料斗、进水管道、计量装置和搅拌罐组成,料剂配置方法包括自动化控制和人工调节,两者的成本或精度难以同时满足要求。因此,研究开发一种配制精确且操作简单的加料控制系统成为客观上的需要。
发明内容
针对现有的自动化加料系统存在的上述缺点:价格较高或精确度低,而人工加料需要增加人工成本且加料量不易控制,本发明的目的在于提供一种配制精确且操作简单的加料系统,能够通过简单的PLC控制系统实现精确加料,得到理想的料液浓度并进行储存。
为达到上述目的,本发明采用的技术方案如下:
一种定量加料系统,包括水平汽缸定量加料装置、料斗震动装置、进水装置、搅拌罐、储液罐和PLC控制装置;所述搅拌罐与储液罐可并列置于地面,通过管道相连,水平气缸定量加料装置设于搅拌罐上方,通过料槽与搅拌罐相连,料槽顶部与底部皆设有隔板,通过铰链与底部隔板相连,料斗震动装置安装于水平气缸定量加料装置两侧,搅拌罐内设有搅拌装置。
本装置使用时,首先通过PLC控制装置控制料斗震动装置进行加料,加料完成后,通过PLC控制装置关闭料斗震动装置,停止加料。
优选地,所述PLC控制装置控制气缸通过连接杆推动料罐缓缓向前移动,料罐底部隔板设有滑动装置,当移至搅拌罐顶部开口处正上方,料罐顶部隔板将料斗出口封堵,底部隔板沿铰链滑动至开口边缘,倾斜至九十度角,料罐内定量料剂落入搅拌罐内。
优选地,所述PLC控制装置控制气缸通过连接杆推动料罐缓缓向后移动,移至初始位置。
优选的,所述PLC控制装置设定料剂投加次数,单次料剂投加量固定,根据投加次数统计料剂投加总量。
优选地,所述PLC控制装置待料剂投加完成后,控制进水装置向搅拌罐内进水,并同时控制搅拌装置进行搅拌,进水口设有流量计,搅拌罐内设有液位计,当液位达到一定水平后,液位计传递信号于PLC控制装置,停止加水。
优选地,所述PLC控制装置控制搅拌罐内搅拌装置对罐内料水混合液进行搅拌,并根据设定时间停止搅拌。
优选的,所述通过PLC控制装置控制搅拌罐外侧计量泵通过管道将搅拌罐内已混匀料剂泵送至储存罐。
优选地,所述储液罐内设有液位计,监测罐内溶液体积,当到达限定容量时,设备停止运转。
由于采用上述技术方案,本发明的有益效果包括:
本发明设备简易,汽缸推送和收回的过程实现料槽铰链底板的打开和关闭,同时通过料槽隔板封堵和打开料斗出口;
本发明根据料槽体积和汽缸推送次数计算得到加入搅拌罐的料剂量,通过PLC控制装置调节进水量,精确控制料液浓度;
本发明的PLC控制装置能够控制震动装置、汽缸装置和进水装置的先后工作时间;
本发明的PLC控制装置能够远程传输加料系统的参数,实现远程控制;
本发明具有精确、简易、运行成本低、管理方便的优点,可广泛用于水处理、医药、化工等需要进行计量添加药剂或反应物的领域。
附图说明
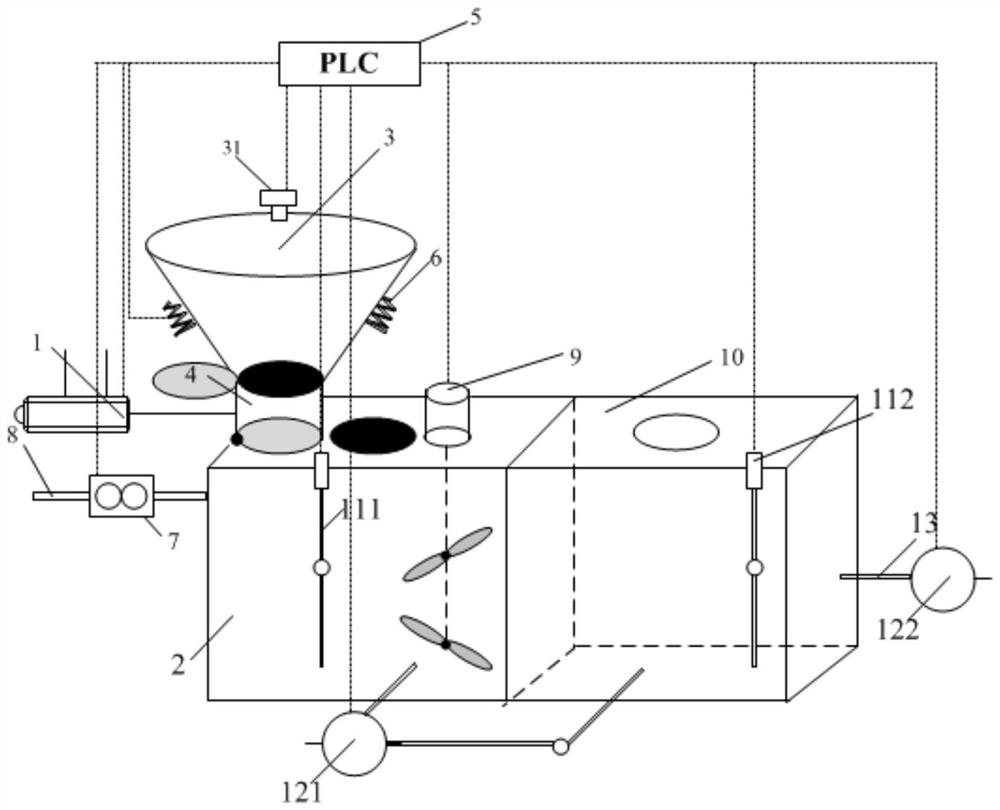
图1是本发明一种加料控制系统整体结构示意图。
图2是本发明一种加料控制系统中加料料罐使用状态时的结构示意图。
1-水平汽缸、2-搅拌罐、3-料斗、4-料罐、5-PLC控制装置、6-震动装置、7-流量计、8-进水管道、9-搅拌装置、10-储液罐、111-搅拌罐液位计、112-储液罐液位计、121-搅拌罐计量泵、122-储液罐计量泵、13-出水口、31-感应器、41-活动铰接、42-滑动装置、43-料罐顶部隔板、44-料罐底部隔板。
具体实施方式
以下结合附图及实施例对本发明作进一步的说明。
如图1所示,一种加料控制系统,包括水平汽缸1、搅拌罐2、料斗3、储液罐10和PLC控制装置5,搅拌罐2接有带流量计7的进水管道8、搅拌装置9、搅拌罐计量泵121和储液罐计量泵122,料斗3两侧设有震动装置6,搅拌罐2和储液罐10可分别设有搅拌罐液位计111、储液罐液位计112,其中,所述水平汽缸1、流量计7、震动装置6、搅拌装置9和搅拌罐液位计111、储液罐液位计112、搅拌罐计量泵121、储液罐计量泵122分别与PLC控制装置5电连。料斗3的下端出口与料槽4衔接,在料斗3的下端出口与料槽4之间设有可开合的隔板43;料槽4的下端出口铰接料槽底板44,搅拌罐2顶部设有开口,水平汽缸1的一端通过连接杆与料槽4连接,可带动料槽4从初始位置移动到搅拌罐开口处进行对接,并在料剂投放完后,将料槽4移动到初始位置。搅拌罐2接有通往储液罐10的出水管道,该出水管道可连接搅拌罐计量泵121,可将搅拌罐2中溶解完成后的料剂泵送至储液罐10。
工作原理,所述加料控制系统在初始状态下,水平汽缸1和料槽4位于初始位置,此时铰接的底部料槽底板44处于关闭状态,料斗3出口对接料槽4;工作状态下,通过PLC控制系统5启动震动装置6进行加料;加料完成后,PLC控制装置5关闭震动装置6并启动水平汽缸1,推动料槽4移动至搅拌罐2开口处,料槽底板44沿铰接滑落,进行加料,料槽4上的隔板43移动时逐渐封堵料斗3出口,确保在料槽底板44沿铰接滑落之前确保完全堵住;加料完成后,PLC控制装置5控制水平汽缸1将料槽4返回初始位置,底部隔板44重新封堵料罐4底部,确保在料槽4返回初始位置之前,料槽底板44重新完全封堵料罐4底部,单次加料完成后,重新开启震动装置6再次向料罐4内加料;PLC控制装置5中设置加料重复次数,根据重复次数统计加料总量;加料完成后,通过PLC控制装置5开启进水装置同时开启搅拌装置9,通过流量计7调节搅拌罐进水总量速率,通过液位计11调节搅拌罐内进水总量;待搅拌罐2中的料剂溶解完成后,通过计量泵搅拌罐计量泵121泵送至储液罐10,料液由出水口13通过储液罐计量泵122泵送至外部。
上述相关说明以及对实施例的描述是为便于该技术领域的普通技术人员能理解和应用本发明。熟悉本领域技术的人员显然可以容易地对这些内容做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述相关说明以及对实施例的描述,本领域的技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
- 螺旋定量加料系统和螺旋定量加料方法
- 一种定量加料系统