一种型材压铸件的加工识别和路径规划装置及方法
文献发布时间:2023-06-19 11:11:32
技术领域
本发明涉及压铸件技术领域,尤其涉及一种型材压铸件的加工识别和路径规划装置及方法。
背景技术
由于汽车轻量化的需求,在汽车领域,越来越多的钢铁件被镁铝合金压铸件替代,但是压铸件虽然成型好,生产效率高,但是压铸件最容易产生内部气孔,过多的气孔会给镁合金压铸件强度带来严重的影响,而对内部气孔检测最好的方法为X光探伤,为无损探伤的一种重要检测方法,通过X光探伤后的镁合金压铸件仍然可以继续使用。
申请公布号:CN106908458A公开了一种镁合金压铸件全自动质量检测方法,使用自动编程系统,镁合金压铸件通过机械手放入X光下后自动移动位置,对镁合金压铸件不同位置进行检测;并针对每个区域内的缺陷情况和不同壁厚区域进行孔隙率的判定和实现高低电压自动切换检测;根据气孔部位的灰度值与其他区域的不同来识别气孔通过设定允许值,将不合格的区域标注为红色,标注为红色的镁合金压铸件按照废品判定报废。本发明镁合金压铸件全自动质量检测方法,通过计算机程序来计算X光下镁合金压铸件内部气孔的孔隙率,最大气孔的等效直径,并且能够通过计算机程序判定镁合金压铸件的合格情况,具有检测精确、效率高的特点;
上述技术方案在对镁合金压铸件检测过后尚需人工进行路径规划,在需要大批量检测时,往往使用起来比较麻烦,所以我们提出一种型材压铸件的加工识别和路径规划装置,用于解决上述所提出的问题。
发明内容
基于背景技术存在技术方案在对镁合金压铸件检测过后尚需人工进行路径规划,在需要大批量检测时,往往使用起来比较麻烦的技术问题,本发明提出了一种型材压铸件的加工识别和路径规划装置及方法。
本发明提出的一种型材压铸件的加工识别和路径规划装置,包括底座,所述底座的顶部对称固定安装有两个支撑杆,且两个支撑杆的顶端固定安装有同一个U型架,所述U型架内传动连接有输送带,且U型架的一侧固定安装有输送电机,所述输送电机的输出轴延伸至U型架内并与输送带相连接,所述底座的顶部固定安装有两个限位箱,所述限位箱的顶部内壁上滑动连接有移动杆,且两个移动杆的一侧顶部均延伸至U型架的上方并分别固定安装有第一L型板和第二L型板,且第一L型板和第二L型板上均设有导向组件,所述底座的顶部固定安装有驱动电机,且驱动电机的输出轴分别与两个移动杆传动连接。
优选的,所述底座的顶部固定安装有位于两个限位箱之间的支撑板,且支撑板上转动连接有翘杆,所述翘杆与驱动电机的输出轴传动连接,所述限位箱内滑动连接有连接罩,且连接罩内滑动连接有连接杆,两个连接杆相互靠近的一端分别延伸至两个限位箱的外侧并分别与翘杆的两端转动连接,通过翘杆的转动,能够带动两个导向组件进行相向运动。
优选的,所述支撑板上贯穿转动连接有转动杆,且转动杆的一端与翘杆固定连接,所述底座的顶部滑动连接有移动架,所述移动架与驱动电机的输出轴传动连接,且移动架的顶部内壁上滑动连接有滑杆,所述滑杆的底端与转动杆的另一端转动连接,所述滑杆的顶端延伸至移动架的上方,所述滑杆上套设有位于移动架上方的拉伸弹簧,且拉伸弹簧的顶端和底端分别与滑杆的顶端和移动架的顶部固定连接,通过移动架进行转动,能够在滑杆的纵向滑动的配合下,使得转动杆进行转动。
优选的,所述移动架的一侧固定安装有螺母,且驱动电机的输出轴上固定安装有螺杆,所述螺杆贯穿螺母并与螺母螺纹连接,利用螺纹传动的形式能够方便带移动架进行横向移动。
优选的,所述U型架的顶部一侧固定安装有L型架,且L型架的顶部内壁上固定安装有X光检测器,所述驱动电机的输出轴上电性连接有变频器,且变频器与X光检测器电性连接有同一个工业计算机,利用X光检测器能够对压铸件进行检测,并且利用变频器能够控制驱动电机进行正反向转动。
优选的,所述导向组件包括分别转动在第一L型板和第二L型板上的四个支撑辊,且位于同一侧的两个支撑辊上传动连接有同一个导向带,所述第一L型板和第二L型板上均转动连接有滚轮,所述U型架的内壁上固定安装有两个垫板,两个垫板分别与两个滚轮相配合,且两个滚轮均与输送带活动接触,两个滚轮分别与两个导向带传动连接,利用滚轮与输送带的摩擦传动能够位于导向带的运动提供动力。
优选的,所述第一L型板的内部一侧和第二L型板的内部一侧均转动连接有连接轴,且两个滚轮分别固定套设在两个连接轴上,所述第一L型板的内部另一侧和第二L型板的内部另一侧均转动连接有转轴,且转轴的两端分别与连接轴和位于一侧的支撑辊传动连接,利用转轴的传动能够带动支撑辊进行转动。
优选的,所述连接轴和转轴相互靠近的一端均固定安装有传动齿轮,且两个传动齿轮相啮合,位于一侧的支撑辊上和转轴的一端均固定安装有伞齿轮,且两个伞齿轮相啮合,利用两个传动齿轮的啮合传动,能够带动转轴进行转动,之后由两个伞齿轮的传动,能够使得支撑辊进行转动。
优选的,所述U型架的一侧内壁上对称转动连接有两个传动轴,且输送带套设在两个传动轴上并分别与两个传动轴摩擦传动,利用两个传动轴 能够对输送带进行稳定的支撑传动。
优选的,所述U型架的内壁上固定安装有呈倾斜设置的导向板,且导向板的一侧延伸至U型架的外侧,所述导向板的顶部对称固定安装有两个滑道,且两个滑道分别与两个导向带相对应,可分别将合格的压铸件和不合格的压铸件分类移出。
一种型材压铸件的加工识别和路径规划方法,包括所述的型材压铸件的加工识别和路径规划装置,还包括以下步骤:
S1:通过启动输送电机带动输送带进行运动,以此带动压铸件进行移动;
S2:通过X光检测器检测压铸件,对压铸件内的间隙进行检测,并且对压铸件进行图像采集;
S3:X光检测器将采集到的压铸件的图像信息发送至工业计算机;
S4:工业计算机将压铸件的图像信息中的间隙数据与预存于工业计算机中的合格压铸件的数据进行比对,得到合格或者不合格的判断信息,计算公式为(1),
S5:工业计算机根据判断信息控制变频器控制驱动电机进行工作,实现对压铸件后续运动路径的规划,进而使得压铸件移动至对应的滑道内。
进一步的,所述S5步骤还包括:得到的判断信息为合格则后续运动路径的规划具体为S51步骤:
S51:若压铸件合格,工业计算机上发出工作指令,之后经由变频器控制驱动电机进行工作,驱动电机带动螺杆进行正向转动,带动移动架向远离驱动电机的一侧进行移动;
S52:这时处于受力状态下的拉伸弹簧带动滑杆向下进行移动,带动转动杆进行转动,在转动杆进行转动时,带动翘杆进行转动;
S53:这时通过两个连接杆能够分别使得两个连接罩一个向上运动,一个向下移动,以此带动两个移动杆相向运动,此时第一L型板向上移动,第二L型板向下进行移动;
S54:在第二L型板向下移动时,带动导向带向下进行移动,直至滚轮与输送带相接触,导向带便会与压铸件接触;
S55:在滚轮与输送带相接触时,使得滚轮进行转动,之后经由两个传动齿轮的啮合传动,带动转轴进行转动;
S56:在转轴进行转动时,通过两个伞齿轮带动位于一侧支撑辊进行转动,使得导向带进行运动,在输送带和导向带的引导输送下,使得压铸件移动至对应的滑道内。
进一步的,所述S5步骤还包括:得到的判断信息为不合格则后续运动路径的规划具体为S61步骤:
S61:在工业计算机判断压铸件不合格时,工业计算机向变频器发出工作指令,此时变频器便会实现对驱动电机进行调向,使得驱动电机的输出轴反向转动;
S62:这时经过结构的反向传动,使得第一L型板向下进行移动;
S63:在第一L型板上的导向带的配合下,将不合格的压铸件移动至对应的滑道内,实现自动路径规划分类放置。
本发明的有益效果是:
1、本发明中,通过启动输送电机能够带动输送带进行运动,以此能够带动压铸件进行移动,在压铸件通过X光检测器检测时,能够实现对压铸件内的间隙进行检测,在检测到压铸件合格后,此时工业计算机上发出工作指令,之后经由变频器控制驱动电机进行工作,所以驱动电机能够带动翘杆进行转动,此时第一L型板便会向上移动,第二L型板便会向下进行移动,在第二L型板向下移动时,便会带动导向带向下进行移动,直至滚轮与输送带相接触,导向带便会与压铸件接触;
2、本发明中,在滚轮与输送带相接触时,此时便会使得滚轮进行转动,以此能够带动位于一侧支撑辊进行转动,便会使得导向带进行运动,所以在输送带和导向带的引导输送下,能够使得压铸件移动至对应的滑道内;
3、本发明中,在X光检测器探测带压铸件不合格时,此时能够通过工业计算机向变频器发出工作指令,此时变频器便会实现对驱动电机进行调向,使得驱动电机的输出轴反向转动,这时经过结构的反向传动,便能够使得第一L型板向下进行移动,之后在第一L型板上的导向带的配合下,能够将不合格的压铸件移动至对应的滑道内;
本发明能够实现在利用X光检测器对压铸件进行检测后,实现自动分类放置,所以相较于传统人工形式的分类,本技术方案具有良好的方便性,并且能够有效的提高工作效率,所以具有良好的实用性。
附图说明
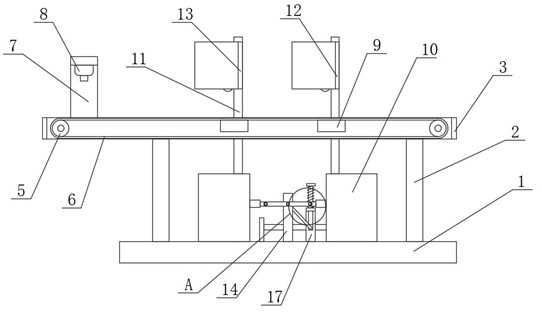
图1为本发明提出的一种型材压铸件的加工识别和路径规划装置的结构主视图;
图2为本发明提出的一种型材压铸件的加工识别和路径规划装置的驱动电机和转动杆连接结构后视图;
图3为本发明提出的一种型材压铸件的加工识别和路径规划装置的翘杆和两个连接罩连接结构主视图;
图4为本发明提出的一种型材压铸件的加工识别和路径规划装置的结构俯视图;
图5为本发明提出的一种型材压铸件的加工识别和路径规划装置的U型架、输送带、导向板和滑道连接结构三维图;
图6为本发明提出的一种型材压铸件的加工识别和路径规划装置的滚轮和支撑辊连接结构侧视图;
图7为本发明提出的一种型材压铸件的加工识别和路径规划装置的附图1中A部分为结构示意图;
图8为本发明提出的一种型材压铸件的加工识别和路径规划装置的附图4中B部分结构示意图;
图9为本发明提出的一种型材压铸件的加工识别和路径规划方法的系统图。
图中:1底座、2支撑杆、3 U型架、4输送电机、5传动轴、6输送带、7 L型架、8 X光检测器、9垫板、10限位箱、11移动杆、12第一L型板、13第二L型板、14支撑板、15驱动电机、16螺杆、17移动架、18变频器、19转动杆、20翘杆、21连接罩、22连接杆、23滑杆、24拉伸弹簧、25连接轴、26支撑辊、27导向带、28导向板、29滑道、30转轴、31滚轮、32传动齿轮、33伞齿轮。
具体实施方式
下面结合具体实施例对本发明作进一步解说。
实施例1
参考图1-8,本实施例中提出了一种型材压铸件的加工识别和路径规划装置,包括底座1,底座1的顶部对称固定安装有两个支撑杆2,且两个支撑杆2的顶端固定安装有同一个U型架3,U型架3内传动连接有输送带6,且U型架3的一侧固定安装有输送电机4,输送电机4的输出轴延伸至U型架3内并与输送带6相连接,底座1的顶部固定安装有两个限位箱10,限位箱10的顶部内壁上滑动连接有移动杆11,且两个移动杆11的一侧顶部均延伸至U型架3的上方并分别固定安装有第一L型板12和第二L型板13,且第一L型板12和第二L型板13上均设有导向组件,底座1的顶部固定安装有驱动电机15,且驱动电机15的输出轴分别与两个移动杆11传动连接;底座1的顶部固定安装有位于两个限位箱10之间的支撑板14,且支撑板14上转动连接有翘杆20,翘杆20与驱动电机15的输出轴传动连接,限位箱10内滑动连接有连接罩21,且连接罩21内滑动连接有连接杆22,两个连接杆22相互靠近的一端分别延伸至两个限位箱10的外侧并分别与翘杆20的两端转动连接,通过翘杆20的转动,能够带动两个导向组件进行相向运动;支撑板14上贯穿转动连接有转动杆19,且转动杆19的一端与翘杆20固定连接,底座1的顶部滑动连接有移动架17,移动架17与驱动电机15的输出轴传动连接,且移动架17的顶部内壁上滑动连接有滑杆23,滑杆23的底端与转动杆19的另一端转动连接,滑杆23的顶端延伸至移动架17的上方,滑杆23上套设有位于移动架17上方的拉伸弹簧24,且拉伸弹簧24的顶端和底端分别与滑杆23的顶端和移动架17的顶部固定连接,通过移动架17进行转动,能够在滑杆23的纵向滑动的配合下,使得转动杆19进行转动;移动架17的一侧固定安装有螺母,且驱动电机15的输出轴上固定安装有螺杆16,螺杆16贯穿螺母并与螺母螺纹连接,利用螺纹传动的形式能够方便带移动架17进行横向移动;U型架3的顶部一侧固定安装有L型架7,且L型架7的顶部内壁上固定安装有X光检测器8,驱动电机15的输出轴上电性连接有变频器18,且变频器18与X光检测器8电性连接有同一个工业计算机,利用X光检测器8能够对压铸件进行检测,并且利用变频器18能够控制驱动电机15进行正反向转动。
其中,本发明能够实现在利用X光检测器8对压铸件进行检测后,实现自动分类放置,所以相较于传统人工形式的分类,本技术方案具有良好的方便性,并且能够有效的提高工作效率,所以具有良好的实用性。
本实施例中,导向组件包括分别转动在第一L型板12和第二L型板13上的四个支撑辊26,且位于同一侧的两个支撑辊26上传动连接有同一个导向带27,第一L型板12和第二L型板13上均转动连接有滚轮31,U型架3的内壁上固定安装有两个垫板9,两个垫板9分别与两个滚轮31相配合,且两个滚轮31均与输送带6活动接触,两个滚轮31分别与两个导向带27传动连接,利用滚轮31与输送带6的摩擦传动能够位于导向带27的运动提供动力;第一L型板12的内部一侧和第二L型板13的内部一侧均转动连接有连接轴25,且两个滚轮31分别固定套设在两个连接轴25上,第一L型板12的内部另一侧和第二L型板13的内部另一侧均转动连接有转轴30,且转轴30的两端分别与连接轴25和位于一侧的支撑辊26传动连接,利用转轴30的传动能够带动支撑辊26进行转动;连接轴25和转轴30相互靠近的一端均固定安装有传动齿轮32,且两个传动齿轮32相啮合,位于一侧的支撑辊26上和转轴30的一端均固定安装有伞齿轮33,且两个伞齿轮33相啮合,利用两个传动齿轮32的啮合传动,能够带动转轴30进行转动,之后由两个伞齿轮33的传动,能够使得支撑辊26进行转动;U型架3的一侧内壁上对称转动连接有两个传动轴5,且输送带6套设在两个传动轴5上并分别与两个传动轴5摩擦传动,利用两个传动轴 5能够对输送带6进行稳定的支撑传动;U型架3的内壁上固定安装有呈倾斜设置的导向板28,且导向板28的一侧延伸至U型架3的外侧,导向板28的顶部对称固定安装有两个滑道29,且两个滑道29分别与两个导向带27相对应,可分别将合格的压铸件和不合格的压铸件分类移出。
本实施例中,通过启动输送电机4能够带动输送带6进行运动,以此能够带动压铸件进行移动,在压铸件通过X光检测器8检测时,能够实现对压铸件内的间隙进行检测,在检测到压铸件合格的时候,工业计算机上发出工作指令,之后经由变频器18控制驱动电机15进行工作,所以驱动电机15能够带动螺杆16进行正向转动,这时便会带动移动架17向远离驱动电机15的一侧进行移动,这时处于受力状态下的拉伸弹簧24带动滑杆23向下进行移动,所以能够带动转动杆19进行转动,在转动杆19进行转动时,能够带动翘杆20进行转动,这时通过两个连接杆22能够分别使得两个连接罩21一个向上运动,一个向下移动,以此能够带动两个移动杆11相向运动,此时第一L型板12便会向上移动,第二L型板13便会向下进行移动,在第二L型板13向下移动时,便会带动导向带27向下进行移动,直至滚轮31与输送带6相接触,导向带27便会与压铸件接触,在滚轮31与输送带6相接触时,此时便会使得滚轮31进行转动,之后经由两个传动齿轮32的啮合传动,能够带动转轴30进行转动,在转轴30进行转动时,通过两个伞齿轮33能够带动位于一侧支撑辊26进行转动,以此便会使得导向带27进行运动,所以在输送带6和导向带27的引导输送下,能够使得压铸件移动至对应的滑道29内,在X光检测器8探测带压铸件不合格时,此时能够通过工业计算机向变频器18发出工作指令,此时变频器18便会实现对驱动电机15进行调向,使得驱动电机15的输出轴反向转动,这时经过结构的反向传动,便能够使得第一L型板12向下进行移动,之后在第一L型板12上的导向带27的配合下,能够将不合格的压铸件移动至对应的滑道29内,因此本技术方案能够实现在利用X光检测器8对压铸件进行检测后,实现自动分类放置,所以相较于传统人工形式的分类,本技术方案具有良好的方便性,并且能够有效的提高工作效率,所以具有良好的实用性。
实施例2
如图9,一种型材压铸件的加工识别和路径规划方法,包括所述的型材压铸件的加工识别和路径规划装置,还包括以下步骤:
S1:通过启动输送电机4带动输送带6进行运动,以此带动压铸件进行移动;
S2:通过X光检测器8检测压铸件,对压铸件内的间隙进行检测,并且对压铸件进行图像采集;
S3:X光检测器8将采集到的压铸件的图像信息发送至工业计算机;
S4:工业计算机将压铸件的图像信息中的间隙数据与预存于工业计算机中的合格压铸件的数据进行比对,得到合格或者不合格的判断信息,计算公式为(1),
S5:工业计算机根据判断信息控制变频器18控制驱动电机15进行工作,实现对压铸件后续运动路径的规划,进而使得压铸件移动至对应的滑道29内。
进一步的,所述S5步骤还包括:得到的判断信息为合格则后续运动路径的规划具体为S51步骤:
S51:若压铸件合格,工业计算机上发出工作指令,之后经由变频器18控制驱动电机15进行工作,驱动电机15带动螺杆16进行正向转动,带动移动架17向远离驱动电机15的一侧进行移动;
S52:这时处于受力状态下的拉伸弹簧24带动滑杆23向下进行移动,带动转动杆19进行转动,在转动杆19进行转动时,带动翘杆20进行转动;
S53:这时通过两个连接杆22能够分别使得两个连接罩21一个向上运动,一个向下移动,以此带动两个移动杆11相向运动,此时第一L型板12向上移动,第二L型板13向下进行移动;
S54:在第二L型板13向下移动时,带动导向带27向下进行移动,直至滚轮31与输送带6相接触,导向带27便会与压铸件接触;
S55:在滚轮31与输送带6相接触时,使得滚轮31进行转动,之后经由两个传动齿轮32的啮合传动,带动转轴30进行转动;
S56:在转轴30进行转动时,通过两个伞齿轮33带动位于一侧支撑辊26进行转动,使得导向带27进行运动,在输送带6和导向带27的引导输送下,使得压铸件移动至对应的滑道29内。
进一步的,所述S5步骤还包括:得到的判断信息为不合格则后续运动路径的规划具体为S61步骤:
S61:在工业计算机判断压铸件不合格时,工业计算机向变频器18发出工作指令,此时变频器18便会实现对驱动电机15进行调向,使得驱动电机15的输出轴反向转动;
S62:这时经过结构的反向传动,使得第一L型板12向下进行移动;
S63:在第一L型板12上的导向带27的配合下,将不合格的压铸件移动至对应的滑道29内,实现自动路径规划分类放置。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种型材压铸件的加工识别和路径规划装置及方法
- 一种型材压铸件的加工识别和路径规划装置及方法