一种胶乳装箱机封装装置
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及装箱机技术领域,尤其涉及一种胶乳装箱机封装装置。
背景技术
装箱机封装装置是将已装入产品的纸箱开口部分闭合或封牢,从而方便货物的运输,现有的装箱机封装装置由于在输送过程中,箱体由于震动易发生偏移,导致在箱体打捆过程中易出现偏移,从而导致打捆效果差,并且在运行过程中,已压合封闭的箱体易在震动的作用下,上部翻折边易重新开启,导致打捆失败。
发明内容
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出一种胶乳装箱机封装装置,通过横向调节板对纸箱位置进行纠正,利用封箱组件对箱体上部翻折边进行翻折,通过下压组件对翻折边进行持续下压,运行至纸箱打捆机进行打捆封箱。
根据本发明提出的一种胶乳装箱机封装装置,包括支架、输送纸箱的输送辊、封箱组件、下压组件、纸箱打捆机,所述输送辊安装在所述支架中部,所述支架沿纸箱传输方向上依次安装有封箱组件、下压组件、纸箱打捆机,所述支架两侧安装有侧向安装板,所述侧向安装板靠近所述输送辊的一侧设置有横向调节板,所述横向调节板与所述侧向安装板之间通过横向调节气缸连接,所述侧向安装板上端设置有连接块,所述连接块通过高度调节气缸与所述侧向安装板连接,所述封箱组件设置在所述输送辊上方中部,所述封箱组件与所述连接块之间通过连接杆连接,所述封箱组件与所述下压组件之间安装有传感器。
优选地,所述封箱组件包括安装座、四边调节气缸、下压气缸,所述安装座通过所述连接杆与所述连接块连接,所述安装座下端对应四边中部开设有四组安装槽,所述四边调节气缸设置有四组,四组所述四边调节气缸对应安装在四组所述安装槽内部,所述四边调节气缸伸缩端连接有斜角安装块,所述下压气缸安装在所述斜角安装块的斜面端。
优选地,所述下压组件包括纵向安装块、高度调节杆、压板,所述纵向安装块一端中部开设有上下贯穿的抽拉槽,所述高度调节杆可滑动安装在所述抽拉槽内部,所述高度调节杆下端安装有压板安装块,所述压板安装在所述压板安装块下端,所述抽拉槽一侧安装有用于固定所述高度调节杆的锁紧螺栓。
优选地,所述压板安装块一端与所述压板通过铰链连接,所述压板安装块另一端与所述压板通过弹簧连接。
优选地,所述压板材质为弹性材料材质。
优选地,所述传感器包括光信号接收器与光信号发射器,所述光信号发射器与所述光信号接收器分别安装在所述支架两侧,所述光信号发射器与所述光信号接收器相对设置。
优选地,所述的胶乳装箱机封装装置的工作方法步骤如下:
S1:所述传感器检测到纸箱,所述输送辊停止输送,所述横向调节气缸开始工作,所述横向调节板运行至预定位置;
S2:T
S3:T
S4:T
S5:T
S6:T
S7:所述传感器检测到下一组纸箱,执行步骤S1-S6。
优选地,步骤S4中所述下压气缸的工作方式为四组所述下压气缸根据时间间隔t沿逆时针工作,靠近所述下压组件一边的一组所述四边调节气缸首先开始工作,下一组所述四边调节气缸伸长至预设长度,上一组所述四边调节气缸开始复位。
优选地,所述时间T
本发明中的有益效果是:通过横向调节气缸带动横向调节板运行,横向调节板对纸箱位置进行纠正,利用封箱组件对箱体上部翻折边进行翻折,通过下压气缸对箱体翻折边进行依次压合,从而实现箱体的封箱工序,封箱完成的箱体经过下压组件对翻折边进行持续下压,运行至纸箱打捆机进行打捆封箱。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
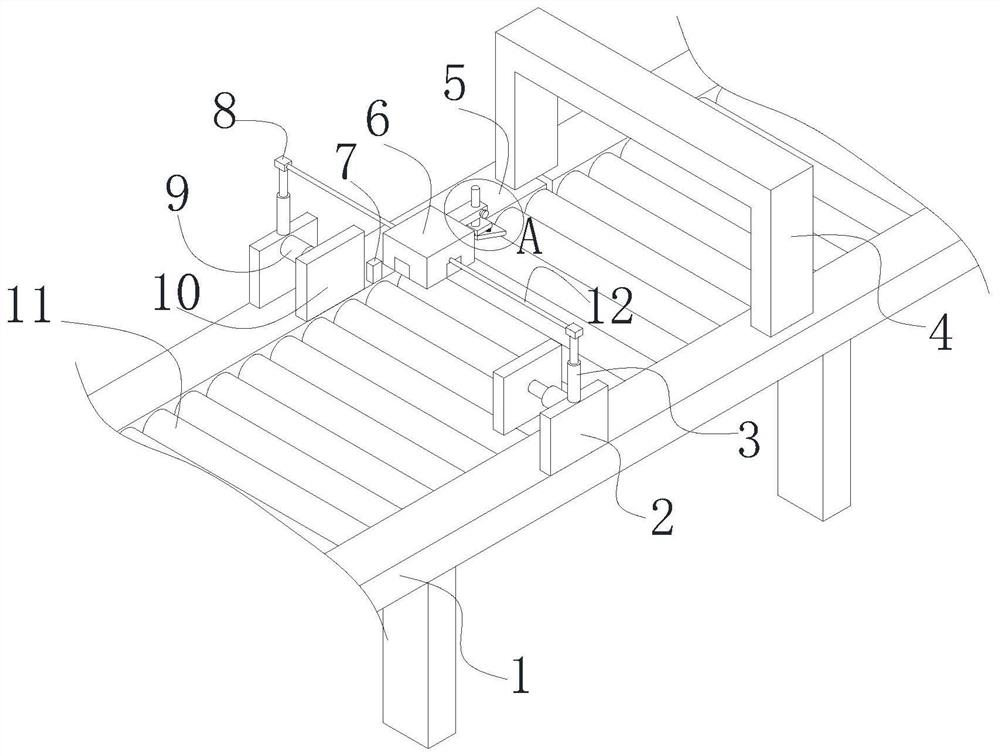
图1为本发明提出的一种胶乳装箱机封装装置的结构示意图;
图2为本发明提出的图1中A处的局部方大图;
图3为本发明提出的封箱组件由下往上方向的结构示意图。
图中:1-支架、2-侧向安装板、3-高度调节气缸、4-纸箱打捆机、5-下压组件、6-封箱组件、7-传感器、8-连接块、9-横向调节气缸、10-横向调节板、11-输送辊、12-连接杆、51-纵向安装块、52-高度调节杆、53-锁紧螺栓、54-压板安装块、55-弹簧、56-压板、61-安装座、62-安装槽、63-斜角安装块、64-四边调节气缸、65-下压气缸。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-3,一种胶乳装箱机封装装置,包括支架1、输送纸箱的输送辊11、封箱组件6、下压组件5、纸箱打捆机4,输送辊11安装在支架1中部,支架1沿纸箱传输方向上依次安装有封箱组件6、下压组件5、纸箱打捆机4,支架1两侧安装有侧向安装板2,侧向安装板2靠近输送辊11的一侧设置有横向调节板10,横向调节板10与侧向安装板2之间通过横向调节气缸9连接,侧向安装板2上端设置有连接块8,连接块8通过高度调节气缸3与侧向安装板2连接,封箱组件6设置在输送辊11上方中部,封箱组件6与连接块8之间通过连接杆12连接,封箱组件6与下压组件5之间安装有传感器7;封箱组件6包括安装座61、四边调节气缸64、下压气缸65,安装座61通过连接杆12与连接块8连接,安装座61下端对应四边中部开设有四组安装槽62,四边调节气缸64设置有四组,四组四边调节气缸64对应安装在四组安装槽62内部,四边调节气缸64伸缩端连接有斜角安装块63,下压气缸65安装在斜角安装块63的斜面端;下压组件5包括纵向安装块51、高度调节杆52、压板56,纵向安装块51一端中部开设有上下贯穿的抽拉槽,高度调节杆52可滑动安装在抽拉槽内部,高度调节杆52下端安装有压板安装块54,压板56安装在压板安装块54下端,抽拉槽一侧安装有用于固定高度调节杆52的锁紧螺栓53;压板安装块54一端与压板56通过铰链连接,压板安装块54另一端与压板56通过弹簧连接;压板56材质为弹性材料材质;传感器包括光信号接收器与光信号发射器,光信号发射器与光信号接收器分别安装在支架1两侧,光信号发射器与光信号接收器相对设置。
胶乳装箱机封装装置的工作方法步骤如下:
S1:传感器7检测到纸箱,输送辊11停止输送,横向调节气缸9开始工作,横向调节板10运行至预定位置;
S2:T
S3:T
S4:T
S5:T
S6:T
S7:传感器7检测到下一组纸箱,执行步骤S1-S6。
其中,步骤S4中下压气缸65的工作方式为四组下压气缸65根据时间间隔t沿逆时针工作,靠近下压组件5一边的一组四边调节气缸64首先开始工作,下一组四边调节气缸64伸长至预设长度,上一组四边调节气缸64开始复位,并且时间T
综上,本装置通过横向调节气缸带动横向调节板运行,横向调节板对纸箱位置进行纠正,利用封箱组件对箱体上部翻折边进行翻折,通过下压气缸对箱体翻折边进行依次压合,从而实现箱体的封箱工序,封箱完成的箱体经过下压组件对翻折边进行持续下压,运行至纸箱打捆机进行打捆封箱,本装置通过传感器实现对纸箱的检测,通过继电器实现时间的预设定,可对不同尺寸的纸箱进行封箱打捆工序。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种胶乳装箱机封装装置
- 一种电视机封装箱输送装置