一种快进给铣刀刀片
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及刀具技术领域,特别是涉及一种快进给铣刀刀片。
背景技术
铣削刀具是机械制造中用于切削加工的工具,由于机械制造中使用的刀具基本上都用于铣削金属材料,因此这类刀具为金属切削刀具。随着加工制造技术的发展,对粗加工铣削的效率需求与日俱增,因此,拥有大金属去除率的快进给铣削刀片在航空航天,汽车模具等加工行业中得到广泛应用。现有技术的快进给铣刀刀片是安装在具有旋转轴线的刀柄上,通常采用小切削深度,大进给速率的加工方式,但是现有技术的快进给铣刀刀片主要存在以下问题:
1、在高速、快进给型腔铣、槽铣等加工过程中,刀尖应力过大,易产生破损;
2、主切削刃和刀尖受力不均,易产生应力集中,使刀具提前失效。
发明内容
本发明的目的在于克服现有技术之不足,提供一种快进给铣刀刀片,通过结构改进,一方面,能够提高刀尖强度,改善刀片应力集中;另一方面,能够改善应力分布,增加刀尖强度,降低破损几率。
本发明解决其技术问题所采用的技术方案是:一种快进给铣刀刀片,包括刀片本体;所述刀片本体的轮廓投影为四边形形状;所述刀片本体具有上表面、底表面和侧面;所述刀片本体的四边的上面与侧面相交构成所述铣刀刀片的主切削刃,相邻的主切削刃之间在刀片本体的角部由圆角过渡并形成刀尖,刀尖处具有圆角切削刃;所述刀片本体的上面由切削刃向中心部方向延伸设有前刀面、下凹曲面和定位面;刀片本体的角部的刃带面宽度由圆角过渡处的轮廓线所构成的外圆弧和预置的内圆弧所围成,且内圆弧半径大于外圆弧的半径;在逆时针方向从主切削刃向刀尖方向看,所述角部的刃带面宽度先增大后减小。
沿着从主切削刃到刀尖处的圆角切削刃方向,主切削刃的刃带面宽度不变直至主切削刃与所述内圆弧的交接处;从主切削刃与所述内圆弧的交接处起,主切削刃的刃带面宽度逐渐增大,直至主切削刃与刀尖处的圆角切削刃交接处为止。
沿着从主切削刃到刀尖处的圆角切削刃方向,主切削刃的前角不变直至与主切削刃与刀尖处的圆角切削刃交接处;刀尖处的圆角切削刃的前角由圆角切削刃的中间点向两侧平稳变化,逐渐增加,直至圆角切削刃与主切削刃的交接处为止。
设D为刀片本体的四边形的内切圆直径,所述角部的刃带面宽度的取值范围为0.01Dmm~0.13Dmm。
设所述外圆弧的半径为R1,内圆弧的半径为R2,则R1的取值范围为0.04Dmm-0.25Dmm;R2满足关系式:R2=(2-5)×R1。
所述主切削刃中,设所述主切削刃与所述内圆弧的交接处之间的主切削刃的刃带面宽度为b1,设主切削刃与内圆弧的交接处至主切削刃与刀尖处的圆角切削刃交接处之间的主切削刃的刃带面宽度为b2,则b1的取值范围为0.03mm~0.25mm,b2的取值范围0.05mm~1.0mm。
设所述角部的刃带面宽度为a,a满足关系式:b1<b2<a。
所述刀尖处的圆角切削刃的前角取值范围为3°~20°。
所述主切削刃的前角的取值范围为5°~25°;且主切削刃的前角大于刀尖处的圆角切削刃的前角。
所述角部的刃带面宽度的刃口平面与水平面呈一定夹角,且夹角为负角,所述角部的刃带面宽度的刃口平面与水平面的夹角的取值范围为-30°~-5。
所述刀片本体为高速钢、硬质合金、CBN和PCD中的一种或多种材料制作而成。
与现有技术相比较,本发明的有益效果是:
1、本发明由于采用了刀片本体的角部的刃带面宽度由圆角过渡处的轮廓线所构成的外圆弧和预置的内圆弧所围成,且内圆弧半径大于外圆弧的半径;在逆时针方向从主切削刃向刀尖方向看,所述角部的刃带面宽度先增大后减小。本发明的这种结构,是在刀片圆角处采用变刃带面宽度设计,从而能够提高刀尖强度,改善刀片应力集中。
2、本发明由于采用了沿着从主切削刃到刀尖处的圆角切削刃方向,主切削刃的前角不变直至与主切削刃与刀尖处的圆角切削刃交接处;刀尖处的圆角切削刃的前角由圆角切削刃的中间点向两侧平稳变化,逐渐增加,直至圆角切削刃与主切削刃的交接处为止。本发明的这种结构,是在主切削刃与刀尖圆角交接采用变前角设计,从而能哆增加刀尖强度,降低破损几率。
3、本发明由于采用了所述角部的刃带面宽度的刃口平面与水平面呈一定夹角,且夹角为负角,所述角部的刃带面宽度的刃口平面与水平面的夹角的取值范围为-30°~-5。本发明的这种结构,采用刃口平面呈负角,从而可以改善应力分布,增加刀尖强度,降低破损几率。
以下结合附图及实施例对本发明作进一步详细说明;但本发明的一种快进给铣刀刀片不局限于实施例。
附图说明
图1是本发明的实施例的立体构造示意图;
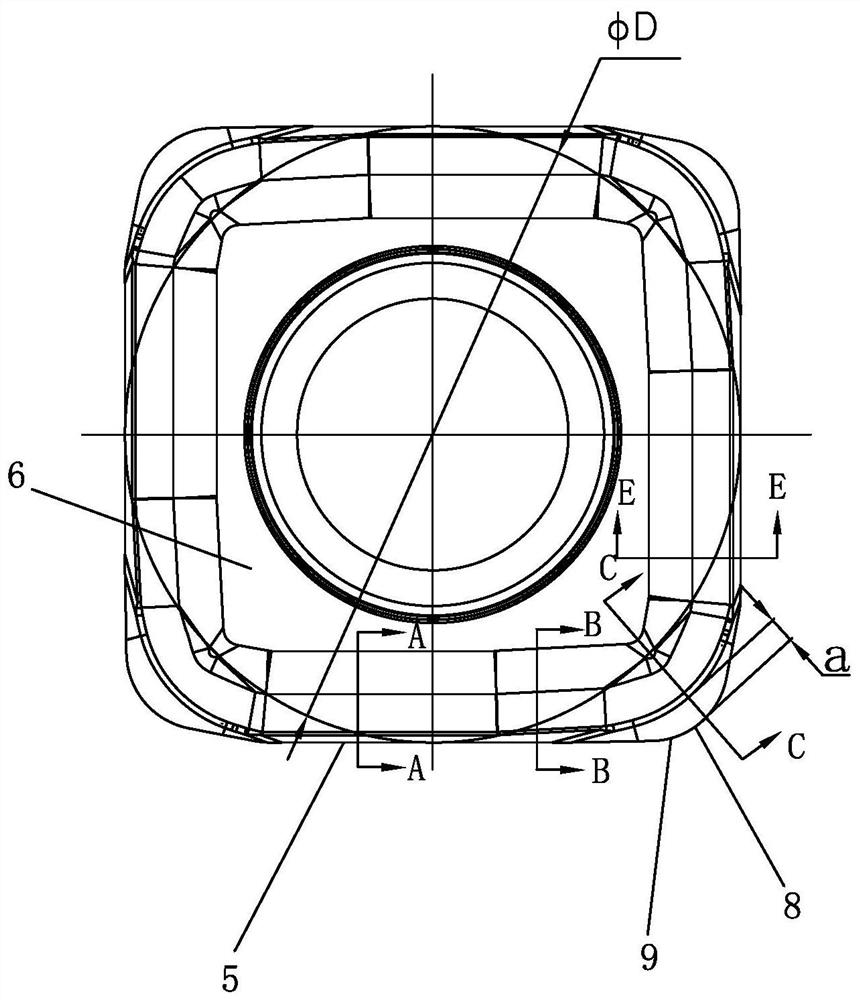
图2是本发明的实施例的俯视图;
图3是本发明的实施例的侧视图;
图4是本发明的实施例的角部的放大示意图;
图5是沿图2中的A-A线的剖视图;
图6是沿图2中的B-B线的剖视图;
图7是沿图2中的C-C线的剖视图;
图8是沿图2中的E-E线的剖视图。
图中,1、刀片本体;2、主前刀面;3、底表面;4、主后刀面;5、主切削刃;6、定位面;7、下凹曲面;8、刀尖;9、圆角切削刃;10、外圆弧;11、内圆弧;12、角部的刃带面宽度的刃口平面。
具体实施方式
实施例
参见图1至图8所示,本发明的一种快进给铣刀刀片,包括刀片本体1;所述刀片本体1的轮廓投影为四边形形状;所述刀片本体1具有上表面、底表面3和侧面;所述刀片本体1的四边的上面与侧面相交构成所述铣刀刀片的主切削刃5,相邻的主切削刃5之间在刀片本体1的角部由圆角过渡并形成刀尖8,刀尖处具有圆角切削刃9;所述刀片本体1的上面由切削刃向中部方向延伸设有前刀面、下凹曲面7和定位面6;对应于主切削刃5的上面设有主前刀面2,对应于主切削刃5的侧面设有主后刀面4;刀片本体1的角部的刃带面宽度a由圆角过渡处的轮廓线所构成的外圆弧10和预置的内圆弧11所围成,且内圆弧11半径R2大于外圆弧的半径R1;在逆时针方向从主切削刃5向刀尖8方向看,所述角部的刃带面宽度a先增大后减小。
本实施例中,沿着从主切削刃5到刀尖处的圆角切削刃9方向,主切削刃5的刃带面宽度b1不变直至主切削刃5与所述内圆弧10的交接处;从主切削刃5与所述内圆弧11的交接处起,主切削刃5的刃带面宽度b2逐渐增大,直至主切削刃5与刀尖处的圆角切削刃9交接处为止。
本实施例中,沿着从主切削刃5到刀尖处的圆角切削刃9方向,主切削刃5的前角不变直至与主切削刃与刀尖处的圆角切削刃交接处,即β1=β2;刀尖处的圆角切削刃的前角β0由圆角切削刃的中间点向两侧平稳变化,逐渐增加,直至圆角切削刃与主切削刃的交接处为止。
本实施例中,设D为刀片本体1的四边形的内切圆直径,所述角部的刃带面宽度a的取值范围为0.01Dmm~0.13Dmm。
本实施例中,设所述外圆弧10的半径为R1,内圆弧11的半径为R2,则R1的取值范围为0.04Dmm-0.25Dmm;R2满足关系式:R2=(2-5)×R1。外圆弧10的半径R1如果太小,刀尖强度不足,刀尖应力过大,易产生破损;外圆弧10的半径R1如果太大,可切削深度较小,导致加工效率下降。
本实施例中,所述主切削刃5中,设所述主切削刃5与所述内圆弧11的交接处之间的主切削刃的刃带面宽度为b1,设主切削刃5与内圆弧11的交接处至主切削刃5与刀尖处的圆角切削刃9交接处之间的主切削刃的刃带面宽度为b2,则b1的取值范围为0.03mm~0.25mm,b2的取值范围0.05mm~1.0mm。
本实施例中,所述角部的刃带面宽度a满足关系式:b1<b2<a。
本实施例中,所述刀尖处的圆角切削刃9的前角β0取值范围为3°~20°。刀尖处的圆角切削刃9的前角过小会使刀具锋利程度下降,降低刀具切削能力,刀尖处的圆角切削刃9的前角过大会使刀具强度下降,易产生破损。
本实施例中,所述主切削刃的前角β1、β2的取值范围为5°~25°;且主切削刃的前角大于刀尖处的圆角切削刃的前角,即β0<β1=β2。
本实施例中,所述角部的刃带面宽度的刃口平面12与水平面呈一定夹角α,且夹角为α负角,所述角部的刃带面宽度的刃口平面12与水平面的夹角α的取值范围为-30°~-5。刀尖圆角设计有夹角α,当夹角α为负角时,在加工时,刀片的前刀面及槽内的时应力分布明显改善,降低刀具应力,增强刀具的抗崩性能,提高刀片加工寿命。同时倒棱角度过小会降低刀具锋利程度,导致切削力增大。
本实施例中,所述刀片本体1为高速钢、硬质合金、CBN(立方氮化硼)和PCD(聚晶金刚石)中的一种或多种材料制作而成。
本发明的一种快进给铣刀刀片,采用了刀片本体1的角部的刃带面宽度a由圆角过渡处的轮廓线所构成的外圆弧10和预置的内圆弧11所围成,且内圆弧11半径R2大于外圆弧10的半径R1;在逆时针方向从主切削刃5向刀尖8方向看,所述角部的刃带面宽度a先增大后减小。本发明的这种结构,是在刀片圆角处采用变刃带面宽度设计,从而能够提高刀尖强度,改善刀片应力集中。本发明圆角处的刃带面宽度a由外圆弧10和内圆弧11决定,内圆弧11半径R2大于外圆弧10的半径R1。沿着从主切削刃5到圆角切削刃9方向,刃带面宽度a先增大后减小,合理分配不同位置的刃带面宽度a,提高刀尖强度,改善刀片应力集中。刃带面宽度太小,刀尖强度不足,刀片加工时易导致应力集中,进而导致刀片易发生崩刃。增大刃带面宽度可以使刀片应力由拉应力变为压应力,降低刀尖破损几率,但是刃带面宽度太大,将导致刀具切削力增大,同时工件和刀片表面接触面积增大,进而增大摩擦阻力。
本发明的一种快进给铣刀刀片,采用了沿着从主切削刃5到刀尖处的圆角切削刃9方向,主切削刃5的前角β1、β2不变直至与主切削刃5与刀尖处的圆角切削刃9交接处;刀尖处的圆角切削刃的前角β0由圆角切削刃9的中间点向两侧平稳变化,逐渐增加,直至圆角切削刃9与主切削刃5的交接处为止。本发明的这种结构,是在主切削刃5与刀尖圆角交接采用变前角设计,从而能哆增加刀尖强度,降低破损几率。
本发明的一种快进给铣刀刀片,采用了所述角部的刃带面宽度的刃口平面12与水平面呈一定夹角α,且夹角α为负角,所述角部的刃带面宽度的刃口平面12与水平面的夹角α的取值范围为-30°~-5。本发明的这种结构,采用刃口平面呈负角,从而可以改善应力分布,增加刀尖强度,降低破损几率。
上述只是本发明的较佳实施例,并非对本发明作任何形式上的限制。虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案作出许多可能的变动和修饰,或修改为等同化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
- 一种快进给铣刀刀片
- 一种旋转刀片式高转速高进给铣刀