一种基于原位激光高频调控技术的选择性加工系统
文献发布时间:2023-06-19 13:27:45
技术领域
本发明属于超精密加工技术领域,更具体地,涉及一种基于原位激光高频调控技术的选择性加工系统。
背景技术
复合材料如铝基碳化硅、硅铝合金等,由软金属基体和脆性颗粒(硅、碳化硅等)组成,具有优异的机械性能、物理性能和化学性能,广泛应用于航空航天、电子封装等领域。随着应用领域的不断拓展,复合材料的加工表面质量要求越来越高,实现复合材料高表面质量加工具有重要意义。
单点金刚石切削通过精确控制切削工艺参数,可实现难加工材料的塑性域加工,常用于难加工材料的高质量成形和高表面质量加工中。对于单晶硅等硬脆材料,单点金刚石切削难以实现工艺参数的精准控制以实现塑性域加工,故材料仍以脆性断裂的方式去除,表面质量较低。原位激光辅助切削技术将单点金刚石切削技术和激光辅助加工技术相结合,高能激光光束通过金刚石刀具后作用于工件表面实现难加工材料的软化改性,增大材料临界塑脆转变深度,从而提高材料可加工性能。原位激光辅助切削技术在提高加工表面质量、减少刀具磨损、提高加工效率等方面显现出极大的优势,被广泛用于硬脆材料的高质量成形中。复合材料使用单点金刚石切削的方式加工时,硬脆性颗粒大大降低了延性铝基体的变形行为,容易造成脆性颗粒剥落,加工表面质量较低;使用原位激光辅助切削加工时,加工过程中产生的高温可能会导致材料铝基部分熔化,造成材料表面及亚表面损伤等现象。另一方面,材料熔化会造成黏刀,降低加工表面质量,同时加剧刀具磨损。因此亟需一种既能满足复合材料硬脆性颗粒改性,又能保证软金属基体超精密加工的方法。
且原位激光辅助加工过程中,不同激光光斑形状、光斑尺寸、能量分布将会对工件表面产生不同的影响。对于不同的工件,需采用不同的激光光束进行加工,然而现有微激光辅助加工对于激光质量的调控并没有太多的研究,大多局限于激光功率的调节。
因此,如何实现复合材料不同区域的超精密加工以及原位激光辅助切削过程激光光斑的精确调控是亟需解决的问题。
发明内容
针对现有技术的缺陷,本发明的目的在于提供一种基于原位激光高频调控技术的选择性加工系统,既能实现复合材料不同区域的超精密加工,还能在原位激光辅助切削过程中实现激光光斑的精确调控。
为实现上述目的,本发明提供了一种基于原位激光高频调控技术的选择性加工系统,包括:
选择性原位激光辅助模块,包括材料高速识别模块、激光发射装置和金刚石刀具,所述激光发射装置的激光谐振腔内设有电光调制器,所述激光发射装置用于发射激光,所述电光调制器用于根据所述材料高速识别模块识别到的待加工工件的材料基体类型,实时控制所述激光加载的启停,从而实现对待加工工件不同基体的选择性加工;当识别到的材料基体类型为脆性颗粒时,利用聚焦激光辅助所述金刚石刀具进行切削加工;当识别到的材料基体类型为软金属基体时,直接利用所述金刚石刀具实现切削加工;
激光高频调控模块,包括激光调控器和聚焦透镜,所述激光调控器用于对所述激光发射装置发射的激光光斑形状、尺寸、能量进行高频调控;所述聚焦透镜用于将高频调控后的激光聚焦在所述金刚石刀具的切削刃口处,从而满足对不同待加工工件的辅助切削加工。
本发明提供的基于原位激光高频调控技术的选择性加工系统,能实现复合材料不同区域的超精密加工以及原位激光辅助切削过程中实现激光光斑的精确调控。其中,采用选择性原位激光辅助加工的方式,可实现同一工件不同区域不同方式加工,即对于脆性颗粒,采用原位激光辅助加工的方式,利用激光加热软化材料,可有效提高脆性材料的塑性流动能力,抑制裂纹扩展、降低切削力,从而实现高效率高质量硬脆材料元件的超精密成形制造;对于软金属基体,采用普通切削的方式,可有效避免激光使材料变软造成黏刀等现象。同时还增设有激光高频调控模块,通过调节激光高频调控模块中激光调控器与聚焦透镜的距离,可实现激光光束质量的调整,满足不同工件对激光光束质量的要求,可适用于对不同工件的辅助切削加工。
在其中一个实施例中,所述光斑形状包括圆形光斑、椭圆形光斑或方形光斑;所述光斑直径为20~1000μm;所述能量分布包括均匀分布、高斯分布、椭圆高斯分布、超高斯分布或平顶高斯分布。
在其中一个实施例中,所述激光高频调控模块还包括保护窗口,所述保护窗口设置在所述聚焦透镜远离所述激光调控器的一侧。
在其中一个实施例中,所述激光发射装置的功率设置为0~100W。
在其中一个实施例中,所述激光发射装置采用光纤激光器。
在其中一个实施例中,所述材料高速识别模块包括信息快速采集单元和数据处理单元,其中,
所述信息快速采集单元,安装在所述金刚石刀具的前端,用于快速采集待加工工件的表面数据信息;
所述数据处理单元,与所述信息快速采集单元相连,用于收集和处理所述信息快速采集单元采集到的信息,并将采集到的信息处理为所述电光调制器的控制信号。
在其中一个实施例中,所述信息快速采集单元采用高速相机或光纤传感器。
在其中一个实施例中,所述数据处理单元采用工业级IPC,对所述高速相机采用二值化的图像识别处理,对所述光纤传感器采用光通量阈值比较处理。
附图说明
图1是一实施例中选择性加工系统的技术原理框图;
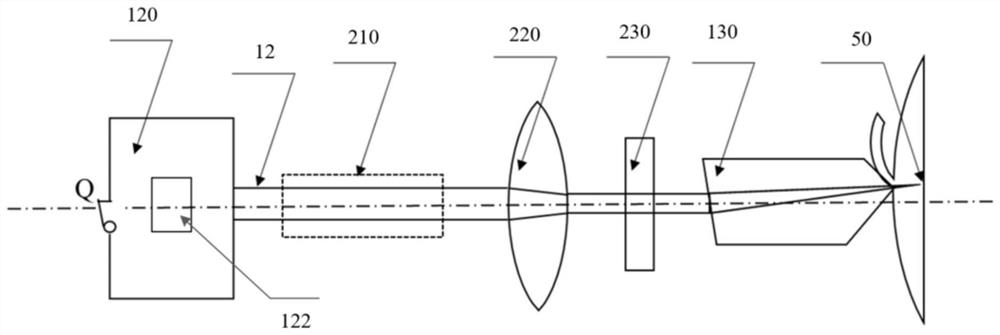
图2是一实施例中选择性加工系统辅助加工过程示意图;
图3是一实施例中选择性加工系统的结构示意图;
图4是一实施例中选择性加工系统辅助加工过程框图;
图5是一实施例中不同激光光束质量分布示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
本发明提供了一种基于原位激光高频调控技术的选择性加工系统,可用于任何材料、形状的工件进行选择性加工,本发明以该系统用于对复合材料工件进行选择性加工为例进行详细说明。
参见图1~图3,本发明一实施例提供的基于原位激光高频调控技术的选择性加工系统包括选择性原位激光辅助模块100和激光高频调控模块,其中,选择性原位激光辅助模块100用于根据待加工复合材料50在加工过程中的材料基体类型,选择不同的加工方式进行切削加工,即当材料基体类型为脆性颗粒时,采用原位激光辅助切削方式进行切削加工;当材料基体类型为软金属基体时,采用金刚石切削方式进行切削加工。
具体地,本实施例提供的选择性原位激光辅助模块100可包括材料高速识别模块110(图中未示出)、激光发射装置120和金刚石刀具130。
其中,材料高速识别模块110,采用微米级高速识别技术,可快速识别待加工复合材料50在加工过程中的材料基体类型,并将识别到的信息处理成相应的控制信号。
激光发射装置120的激光谐振腔内部设有电光调制器122,激光发射装置120用于发射激光12,具体可采用光纤激光器,其功率可设置在0~100W范围内可调。电光调制器122用于根据材料高速识别模块110识别到的待加工复合材料的材料基体类型,实时控制该激光加载的启停,从而实现对待加工复合材料不同基体的选择性加工。
实现对待加工复合材料不同基体的选择性加工,即当材料高速识别模块110识别到的材料基体类型为脆性颗粒52时,如硅基部分,采用原位激光辅助加工的方式,即利用电光调制器122根据材料高速识别模块110发出的控制信号通过不阻断激光发射装置120的谐振通道来容许其产生激光,该激光通过金刚石刀具130聚焦在金刚石刀具130的切削刃口处,利用该激光使脆性颗粒加热软化和材料改性,继而通过金刚石刀具130对该脆性颗粒进行切削加工,可有效提高材料塑脆转变深度,使得切削过程更为流畅,避免材料脆性断裂,提高工件加工质量。当材料高速识别模块110识别到的材料基体类型为软金属基体54时,如铝基部分,采用普通切削加工的方式,即直接利用金刚石刀具130实现切削加工,避免激光加热对材料造成表面损伤,减少刀具磨损,保证加工质量。
本实施例提供的激光高频调控模块,可包括激光调控器210和聚焦透镜220,参见图1,激光调控器210和聚焦透镜220设置在激光发射装置120发射的激光光线上,且激光调控器210设置在激光发射装置120和聚焦透镜220之间,可通过调节激光出射位置与聚焦透镜220的距离、方向等,实现激光能量分布、光斑直径、光斑形状的多种调节,满足对不同待加工工件的辅助切削加工。
需要说明的是,激光出射位置与所选的金刚石刀具130具有一定的关系,不同前角的刀具激光经过聚焦后在辐照于工件表面的位置有所区别,通过调节聚焦透镜220的高低可以实现光斑位置的上下调整。-65°前角的刀具相较于-35°前角的刀具,激光出射位置较低,因此在使用过程中需要调高聚焦透镜220的位置。激光光束与聚焦透镜220光斑焦点的距离决定了光束聚焦程度,影响光斑的大小、形状等。因此通过调节聚焦透镜220的距离可以实现不同光斑大小、形状的调节。激光光束位置聚焦透镜220焦点位置时,光斑聚焦程度最好,此时光斑直径最小为20μm;当距离调节到行程最大值时,光束聚焦程度较小,此时光斑直径最大,可达1000μm。不同能量分布的调节可主要改变了激光光束最高能量的位置,其主要通过改变聚焦透镜220与激光光束入射时的相对位置实现,束腰高斯激光中心位置能量最高,此时激光光束与聚焦透镜焦点保持在同一水平。
其中,激光能量分布包括均匀分布、高斯分布、椭圆高斯分布、超高斯分布、平顶高斯分布等;光斑直径可设置在20~1000μm范围内可进行任意调控;光斑形状包括圆形光斑、椭圆形光斑、方形光斑等。
聚焦透镜220设置在激光调控器210远离激光发射装置120的一侧,用于将通过激光调控器210调控后的激光聚焦为精准光斑,并作用在待加工复合材料工件表面,实现原位激光辅助切削加工。
进一步地,本实施例提供的激光高频调控模块还可包括保护窗口230,保护窗口230设置在聚焦透镜220远离激光调控器210的一侧,用于隔绝尘屑、切削液等,保持激光光路的清洁,避免激光光路受到污染。
本实施例提供的基于原位激光高频调控技术的选择性加工系统,能实现复合材料不同区域的超精密加工以及原位激光辅助切削过程中实现激光光斑的精确调控。其中,采用选择性原位激光辅助加工的方式,可实现同一工件不同区域不同方式加工,即对于脆性颗粒52,采用原位激光辅助加工的方式,利用激光加热软化材料,可有效提高脆性材料的塑性流动能力,抑制裂纹扩展、降低切削力,从而实现高效率高质量硬脆材料元件的超精密成形制造;对于软金属基体54,采用普通切削的方式,可有效避免激光使材料变软造成黏刀等现象。同时还增设有激光高频调控模块,通过调节激光高频调控模块中激光调控器210与聚焦透镜220的距离,可实现激光光束质量的调整,满足不同工件对激光光束质量的要求,可适用于对不同工件的辅助切削加工。
在一个实施例中,参见图3,上述实施例提供的材料高速识别模块110可包括信息快速采集单元112和数据处理单元114,信息快速采集单元112与数据处理单元114相连,其中,快速采集单元110用于快速采集待加工工件的表面数据信息;数据处理单元114用于收集和处理信息快速采集单元112采集到的信息,并将采集到的信息处理为电光调制器122的控制信号。
具体地,信息快速采集单元112可安装在金刚石刀具130的前端,能有效减少识别带来的延迟,以便能够准确地控制后续激光的选择性加载。
考虑到脆性颗粒尺寸在20~150μm,切削速度0.5~5m/min,信息快速采集单元112可选用高速相机或光纤传感器实时采集复合材料表面数据。数据处理单元114可选用工业级IPC作为数据处理控制器,对于高速相机采用二值化的图像识别处理,对于光纤传感器采用光通量阈值比较处理。可实现高速旋转下对待加工复合材料表面数据采集,具有微米级采集区域、稳定性高、延迟小、采集频率高的特点。采用的数据处理单元114可对采集到的数据进行实时处理,并能快速发出控制指令,对不同材料采取不同的加工措施。
如图3所示,本发明提供的选择性加工系统可搭建在超精密加工机床上,该超精密加工机床包括装夹装置、加工装置和前述的选择性加工系统。前述的待加工复合材料50通过真空吸附在装夹装置的主轴30上;前述材料高速识别模块110中的信息快速采集单元112固定于金刚石刀具130前端设置的支架10上,使采集区域前置于切削区域;前述选择性原位激光辅助切削模块100固定在加工装置的刀架座20上;前述激光高频调控模块固定在加工装置上的小运动量为1μm的精密微位移运动平台(图中未示出)上。
其中,材料高速识别模块110用于快速识别待加工复合材料在加工过程中的材料基体类型,并将识别到的信息处理成控制信号发送至电光调制器122,进而在不同的加工区域,激光发射模块120将会有选择性的加载,即当所加工区域需要加热软化、材料改性时,启用激光发射模块120发射激光并精准作用到材料表面;当所加工区域不需要加热软化时,禁用激光发射模块120发射激光,只对工件表面进行普通切削加工,从而实现复合材料不同区域的选择性加工。
如图4所示,选择性原位激光辅助切削过程,在完成待加工复合材料装夹之后,材料高速识别模块110对材料基体类型进行快速识别并划分为硬脆性颗粒和软金属基体,根据区域的不同,在之后的切削过程中,将采用不同的加工方式。
如图5所示,不同激光光束质量分布,均可通过调节激光高频调控模块中激光调控器210与聚焦透镜220的距离实现。激光光束能量分布形式决定了其能量的高低,束腰高斯分布因其具有中心位置能量密度较高的特点,适用于硬脆性颗粒硬度较大的材料,如铝基碳化硅等;平顶高斯分布具有能量分布均匀的特点,加热范围较大,适用于大口径元件的加工;圆环高斯分布具有两个峰顶,可以同时加热两个区域,适用于具有特殊结构的零件的加工,如菲涅尔透镜等。
束腰高斯分布的光强分布可表示为:
其中,光斑半径r
平顶高斯分布的光强分布可表示为:
强度中心值:
其中,N
圆环高斯分布的光强分布可表示为:
其中,R为高斯光斑半径,L为两高斯光斑中心距离。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种基于原位激光高频调控技术的选择性加工系统
- 基于选择性激光熔融技术的金属嫁接方法、激光熔融设备