一种铁路信号继电器用紧固件一体成型加工工艺
文献发布时间:2023-06-19 13:30:50
技术领域
本发明属于紧固件成型领域,尤其涉及一种铁路信号继电器用紧固件一体成型加工工艺。
背景技术
螺栓是常见的紧固件,通常由头部和螺杆(带有外螺纹的圆柱体)两部分组成,与螺母配合使用。螺栓一般用于紧固连接两个带有通孔的零件。
在一些特殊的零件紧固场景中,需要使用两端都具有螺杆的紧固件,而通常设置在螺杆一端的头部位于中间,现有的此类紧固件通常采用将无头螺杆焊接到普通螺栓头部的加工方式,导致紧固件的强度不足,焊接过程中还容易导致螺纹损坏,紧固效果不佳。
发明内容
本发明的目的在于:提供一种铁路信号继电器用紧固件一体成型加工工艺,两端都具有螺杆的紧固件实现一体成型加工,有效提高紧固件的自身强度,保证紧固效果。
为了实现上述目的,本发明采用了如下技术方案:一种铁路信号继电器用紧固件一体成型加工工艺,包括以下步骤:
1)将端面呈正六边形的钢材酸洗、磷化、皂化处理成料坯,料坯冲压塑变成两端圆柱形的型坯,型坯中间为截面呈正六边形的调整块,调整块两侧分别设置有第一杆体和第二杆体;
2)型坯经过多次冷镦成型,调整第一杆体的直径和第二杆体的直径;
3)去除型坯表面的磷化层,对型坯进行调质处理;
4)对型坯两端的第一杆体、第二杆体进行车削,第一杆体上形成第一螺纹段,第二杆体上形成第二螺纹段,成型紧固件;
5)紧固件进行清洗、风干,最终得到成品紧固件。
作为上述技术方案的进一步描述:
第一杆体上第一螺纹段的外径大于第二杆体上第二螺纹段的外径。
作为上述技术方案的进一步描述:
在步骤3)中,在对型坯进行调质处理时,先进行淬火,再进行两次高温回火。
作为上述技术方案的进一步描述:
在步骤5)中,在紧固件进行清洗之前,先对紧固件进行发黑处理。
作为上述技术方案的进一步描述:
在步骤2)中,调整块朝向第一杆体一侧的端面上冷镦成型有若干个第一凸起,若干个第一凸起沿第一杆体的周向等距布置。
作为上述技术方案的进一步描述:
第一凸起的数量为6个。
作为上述技术方案的进一步描述:
在步骤2)中,调整块朝向第二杆体一侧的端面上冷镦成型有若干个第二凸起,若干个第二凸起沿第二杆体的周向等距布置。
作为上述技术方案的进一步描述:
第二凸起的数量为6个,一个第二凸起对应一个第一凸起。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
1、本发明中,紧固件一体成型加工,并且成型过程中进行调质处理,保持韧性、提高强度。紧固件成型后还进行发黑处理,防止生锈、提高寿使用命。因此,一体成型的紧固件自身强度高,紧固效果好。
2、本发明中,为了进一步保证紧固件的紧固效果,紧固件型坯的冷镦过程中,在调整块两侧表面形成第一凸起和第二凸起。紧固件进行紧固时,调整块表面的第一凸起接触被紧固零件的表面,将面压力转为点压力,增大压强,起到防松的效果。第二凸起同理。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
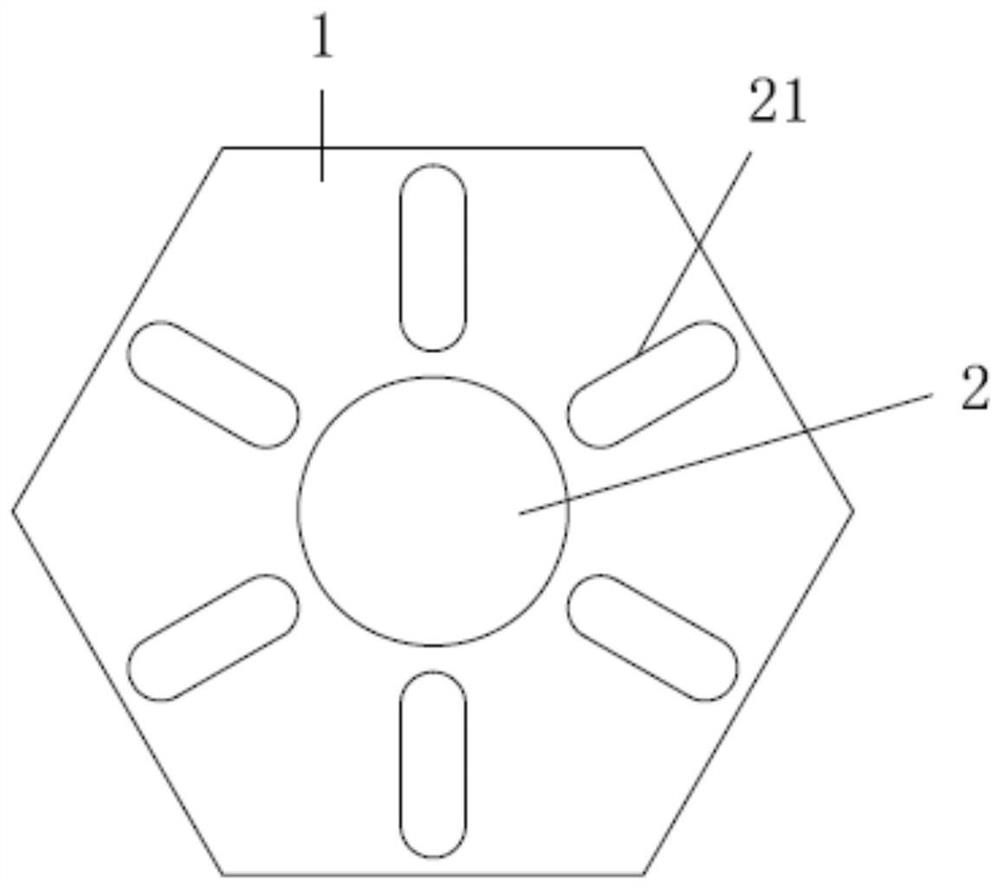
图1为一种铁路信号继电器用紧固件一体成型加工工艺中紧固件的俯视角度结构示意图。
图2为一种铁路信号继电器用紧固件一体成型加工工艺中紧固件的剖视图。
图例说明:
1、调整块;2、第一杆体;21、第一凸起;3、第二杆体;31、第二凸起。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-2,本发明提供一种技术方案:一种铁路信号继电器用紧固件一体成型加工工艺,包括以下步骤:
1)将端面呈正六边形的钢材酸洗、磷化、皂化处理成料坯,料坯冲压塑变成两端圆柱形的型坯,型坯中间为截面呈正六边形的调整块1,调整块1两侧分别设置有第一杆体2和第二杆体3;
2)型坯经过多次冷镦成型,调整第一杆体2的直径和第二杆体3的直径;
3)去除型坯表面的磷化层,对型坯进行调质处理;
4)对型坯两端的第一杆体2、第二杆体3进行车削,第一杆体2上形成第一螺纹段,第二杆体3上形成第二螺纹段,成型紧固件;
5)紧固件进行清洗、风干,最终得到成品紧固件。
第一杆体2上第一螺纹段的外径大于第二杆体3上第二螺纹段的外径,对第一杆体2和第二杆体3形成区分。。
在步骤3)中,在对型坯进行调质处理时,先进行淬火,再进行两次高温回火,使得紧固件保持韧性、提高强度。
在步骤5)中,在紧固件进行清洗之前,先对紧固件进行发黑处理,实现防锈,提高紧固件使用寿命。
在步骤2)中,调整块1朝向第一杆体2一侧的端面上冷镦成型有若干个第一凸起21,若干个第一凸起21沿第一杆体2的周向等距布置。第一凸起21的数量为6个。在步骤2)中,调整块1朝向第二杆体3一侧的端面上冷镦成型有若干个第二凸起31,若干个第二凸起31沿第二杆体3的周向等距布置。第二凸起31的数量为6个,一个第二凸起31对应一个第一凸起21。实现紧固件紧固时的防松,提高紧固效果。
工作原理:紧固件一体成型加工,并且成型过程中进行调质处理,保持韧性、提高强度。紧固件成型后还进行发黑处理,防止生锈、提高寿使用命。因此,一体成型的紧固件自身强度高,紧固效果好。为了进一步保证紧固件的紧固效果,紧固件型坯的冷镦过程中,在调整块两侧表面形成第一凸起和第二凸起。紧固件进行紧固时,调整块表面的第一凸起接触被紧固零件的表面,将面压力转为点压力,增大压强,起到防松的效果。第二凸起同理。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种铁路信号继电器用紧固件一体成型加工工艺
- 一种铁路信号继电器除尘装置