实验用圆锥滚子轴承外圈内滚道激光打标夹具及应用方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及一种实验用夹具及应用方法,特别是涉及一种实验用圆锥滚子轴承外圈内滚道激光打标夹具及应用方法。
背景技术
夹具在实验装置中是非常重要的,激光打标夹具主要应用于和激光打标相关的实验,是进行激光打标实验必不可少的一部分,现代的轴承激光打标夹具只能满足于打标面是平面的轴承,而对于类似圆锥滚子轴承,无法进行垂直于轴承外圈内滚道表面的激光打标实验。
目前没有针对于垂直于轴承外圈内滚道表面激光打标夹具,即实验用圆锥滚子轴承外圈内滚道激光打标夹具。
发明内容
本发明的目的在于提供一种实验用圆锥滚子轴承外圈内滚道激光打标夹具及应用方法,本发明通过定角度来实现垂直于轴承外圈滚道内表面的激光打标实验,在轴承夹板上安装轴承外圈试样,在电脑界面输入相应的打标条数和重复打标次数,即可进行打标实验,弥补该实验所需要的夹具装置。
本发明的目的是通过以下技术方案实现的:
实验用圆锥滚子轴承外圈内滚道激光打标夹具,所述夹具装置包括夹具、伺服控制接口、PC工控机、电脑界面、夹具座体装置、电机装置、夹具装置、激光打标机、电源线、夹具固定底座、圆锥滚子轴承、固定环体、螺栓、夹具转动轴、键槽、轴承外圈托板、螺栓、挡圈、圆锥滚子轴承外圈;夹具装置的夹具转动轴和轴承外圈托板焊接在一起,轴承外圈托板随着夹具转动轴的转动而进行同步转动;挡圈为可替换部件,根据不同轴承的外圈直径进行选择不同型号进行安装,挡圈上设有两个螺栓孔,为通孔,通过螺栓与轴承外圈挡板固定在一起,轴承外圈设在挡圈内,通过拧紧螺栓来对轴承外圈进行固定;电机装置通过电源线接入伺服控制口,通过运动控制卡控制;在电脑界面输入参数,电机装置执行,电机通过螺栓固定在座体装置上,电机轴和夹具转动轴通过键连接,电机轴转动时,夹具转动轴随着转动;圆锥滚子轴承固定在固定环体上,被电机固定板挡住防止下落,固定环体和固定底座焊接在一起,固定环体的倾斜角度等于所需进行激光打标的轴承的外圈内滚道倾斜角;固定底座通过螺栓固定在桌面或者地面上。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具,所述夹具装置包括夹具转动轴、键槽、轴承外圈托板、螺栓、挡圈、圆锥滚子轴承外圈。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具,所述夹具座体装置包括夹具固定底座、圆锥滚子轴承、固定环体、螺栓。
实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述夹具的应用方法,包括以下实验流程:
实验开始,选择挡圈,将试样,如圆锥滚子轴承外圈放在挡圈内,后用螺栓锁紧;检查设备,检查完成后开始实验,首先在激光打标主机电脑控制界面输入要激光打标的图形,进行扫描进行定心,后输入激光打标参数,打开电机的电源,夹具开始旋转,激光打标开始,当设置的当前激光打标条数N超过设定激光打标条数M时,停止打标;将螺栓拧下来,取下试样,即圆锥滚子轴承外圈,最后清理机器即可。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述打标试样,应该根据不同型号的打标试样来选择不同型号的挡圈,并将挡圈放在轴承外圈托板上,然后将轴承外圈放在挡圈上,通过长螺栓来对轴承外圈进行挤紧固定。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述电源打开后,夹具上的伺服电机通过运动控制卡和激光打标机相结合,应先确定需要在滚道上打标的图形并定位。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述打开电脑界面图,输入打标条数和重复打标次数,打标条数即为一周内需要打标多少排,重复打标次数即在同一排重复打的次数,,当前打标条数和当前重复次数是当前的打标情况。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述打标方式应选择一圈内循环打标,即循环打标模式;或针对一条进行重复打标,即单对象打标模式。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述打标,伺服电机根据设定的打标条数转动角度,夹具转动轴也会带动轴承外圈托板转动,轴承外圈也随之转动,激光打标机开始打标,第一条打标进行并重复设定的重复打标次数,完成后,电机转动,进行第二条的打标,依次重复,直到打标至最后一条。
所述的实验用圆锥滚子轴承外圈内滚道激光打标夹具应用方法,所述打标完成后,关闭电源,拧开螺栓,取下轴承外圈,清理夹具,实验完成。
本发明的优点与效果是:
1. 本发明通过定角度来实现垂直于轴承外圈滚道内表面的激光打标实验,伺服电机通过运动控制卡和激光打标机相结合,通过电脑界面来控制夹具上连接的伺服电机进而控制打标条数和激光打标的重复次数等参数。在轴承夹板上安装轴承外圈试样,在电脑界面输入相应的打标条数和重复打标次数,点击打标,即可进行打标实验,对圆锥滚子轴承外圈内滚道表面第一个位置进行打标,重复设定的次数后,轴承夹板上电机旋转进入下一角度继续打标,依次重复直到打标完成。弥补了该实验所需要的夹具。
2. 本发明实现垂直于轴承外圈滚道内表面的激光打标实验,提出了包括对30206圆锥滚子轴承或与30206轴承接触角相同的其他轴承外圈内滚道、激光打标夹具的实验应用方法,完善了该类轴承激光打标夹具的不足。
附图说明
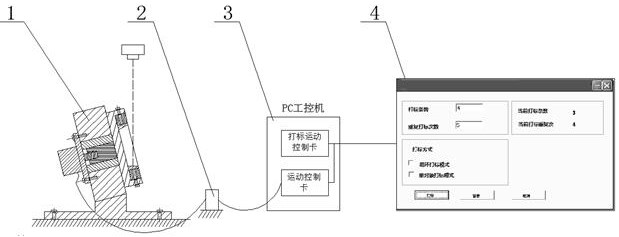
图1 为本发明实施例圆锥滚子轴承外圈内滚道激光打标夹具系统组成示意图;
图2为本发明实施例圆锥滚子轴承外圈内滚道激光打标夹具结构图;
图3为本发明夹具座体装置结构放大图;
图4为本发明夹具装置结构放大图;
图5为本发明电脑控制界面示意图;
图6为本发明实验流程图。
具体实施方式
下面结合附图所示实施例对本发明进行详细说明。
如图1所示,本发明部件包括夹具1、伺服控制接口2、PC工控机3、电脑界面4;
如图2所示,本发明部件包括夹具座体装置5、电机装置6、夹具装置7、激光打标机8、电源线9;
如图3所示,本发明部件包括夹具固定底座10、螺孔11、圆锥滚子轴承12、固定环体13、螺栓14;
如图4所示,本发明部件包括夹具转动轴15、键槽16、轴承外圈托板17、螺栓18、挡圈19、圆锥滚子轴承外圈20。
圆锥滚子轴承外圈滚道激光打标夹具核心部件为夹具装置7。夹具装置包括夹具转动轴15、键槽16、轴承外圈托板17、螺栓18、挡圈19、圆锥滚子轴承外圈20。其中夹具转动轴15和轴承外圈托板17焊接在一起,轴承外圈托板17会随着夹具转动轴15的转动而进行同步转动。挡圈19是可替换部件,可根据不同轴承的外圈直径进行选择不同型号的进行安装,挡圈上有两个螺栓孔,为通孔,通过螺栓18与轴承外圈挡板固定在一起,轴承外圈20放在挡圈内,通过拧紧螺栓18来对轴承外圈20进行固定。电机装置6通过电源线9接入伺服控制接口2,通过运动控制卡控制。在电脑界面输入参数,电机装置执行,电机通过螺栓固定在座体装置5上,电机轴和夹具转动轴15通过键连接,当电机轴转动时,夹具转动轴15随着转动。
夹具座体装置5包括夹具固定底座10、圆锥滚子轴承12、固定环体13、螺栓14。圆锥滚子轴承12固定在固定环体13上,被电机固定板6挡住防止下落,固定环体13和固定底座10焊接在一起,固定环体的倾斜角度等于所需进行激光打标的轴承的外圈内滚道倾斜角。固定底座通过螺栓14固定在桌面或者地面上。
如图5所示,是机器的电脑控制页面的界面示例。
如图6所示,是具体的实验流程,(N为当前激光打标条数M为设定激光打标条数)。实验开始,选择挡圈19,将试样,如圆锥滚子轴承外圈20放在挡圈19内,后用螺栓18锁紧。检查设备,检查完成后开始实验,首先在激光打标主机电脑控制界面输入要激光打标的图形,进行扫描进行定心,后输入如图5所示等激光打标参数,打开电机6的电源,夹具1开始旋转,激光打标开始,当设置的当前激光打标条数N超过设定激光打标条数M时,停止打标。将螺栓18拧下来,取下试样,即圆锥滚子轴承外圈20,最后清理机器即可。
本发明首先应该根据不同型号的打标试样来选择不同型号的挡圈,并将挡圈放在轴承外圈托板上,然后将轴承外圈放在挡圈上,通过长螺栓来对轴承外圈进行挤紧固定。然后打开电源,夹具上的伺服电机通过运动控制卡和激光打标机相结合,先确定需要在滚道上打标的图形并定位,后打开如图5所示的电脑界面图,输入打标条数和重复打标次数,打标条数即为一周内需要打标多少排,重复打标次数即在同一排重复打的次数,如界面所示,当前打标条数和当前重复次数是当前的打标情况。打标方式可以选择一圈内循环打标,即循环打标模式;还可针对一条进行重复打标,即单对象打标模式。输入完毕后,点击打标,伺服电机根据设定的打标条数转动特定的角度,夹具转动轴也会带动轴承外圈托板转动,轴承外圈也会随之转动,激光打标机开始打标,第一条打标进行并重复设定的重复打标次数,完成后,电机转动,进行第二条的打标,依次重复,直到打标至最后一条。全部打标完成后,关闭电源,拧开螺栓,取下轴承外圈,清理夹具,实验完成。
- 实验用圆锥滚子轴承外圈内滚道激光打标夹具及应用方法
- 改善圆锥滚子轴承外滚道椭圆度的磨削方法