适用于火力发电厂不锈钢管道的充氩保护焊方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明属于火力发电设备焊接技术,具体涉及一种适用于火力发电厂不锈钢管道的充氩保护焊方法。
背景技术
火力发电厂很多管道为了保证管道内部介质的清洁度把管道设计成不锈钢材质,不锈钢材质管道在氩弧焊打底时需要在焊口内部充氩气保护,否则根部焊缝会出现氧化情况,严重影响焊接质量,以往的方法是在焊口充氩后用胶带粘贴在焊口处,防止焊口背部的氩气从坡口处溢出,胶带粘贴在焊接后容易受热脱落,且焊接的时候胶带受热会散发有害的烟气,且胶带只能一次性使用,成本较高。
发明内容
本发明的目的在于提供一种适用于火力发电厂不锈钢管道的充氩保护焊方法,既能保证不锈钢材质焊口氩弧焊打底的焊接质量,又能节约成本,提高了焊接效率。
实现本发明目的的技术解决方案为:一种适用于火力发电厂不锈钢管道的充氩保护焊方法,步骤如下:
步骤1、在两根不锈钢管道的焊口坡口内侧分别固定一个哈夫节。
步骤2、将C型的滑动环设置于两个哈夫节之间,所述滑动环沿两个哈夫节旋转滑动,且两个焊口坡口位于滑动环内。
步骤3、在焊口背部充氩保护,当有氩气从滑动环的开口处溢出时,证明充氩保护有效,将滑动环的开口位置作为第一窗口进行定位氩弧焊打底焊接。
步骤4、完成第一窗口打底焊接后,拨动滑动环将其开口调至未焊接的第二位置进行打底焊接,直至焊口坡口全部完成氩弧焊打底焊接。
步骤5、拆除滑动环和两个哈夫节,对完成了打底焊接的焊口坡口位置进行下一层焊缝焊接。
本发明与现有技术相比,其显著优点在于:
(1)本发明适用于各种规格管件。
(2)本发明焊接后可拆除,能够多次重复利用,节约成本。
(3)方便焊工操作,可以有效提高焊接效率。
(4)不散发有害的烟气,利于环保。
附图说明
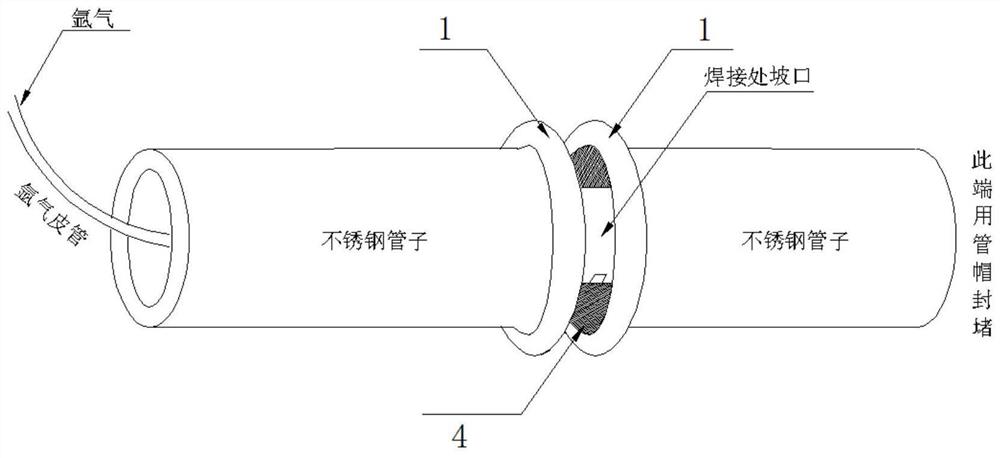
图1为利用本发明充氩保护焊方法的焊接装置示意图。
图2为利用本发明充氩保护焊方法的焊接工具示意图。
图3为本发明的滑动环示意图。
具体实施方式
下面结合附图对本发明作进一步详细描述。
结合图1~图3,一种适用于火力发电厂不锈钢管道的充氩保护焊方法,步骤如下:
步骤1、在两根不锈钢管道的焊口坡口内侧分别固定一个哈夫节1。
步骤2、将C型的滑动环4设置于两个哈夫节1之间,所述滑动环4沿两个哈夫节1旋转滑动,且两个焊口坡口位于滑动环4内,将上述不锈钢管道和工具置于焊接平台上。
步骤3、在焊口背部充氩保护,当有氩气从滑动环4的开口处溢出时,证明充氩保护有效,将滑动环4的开口位置作为第一窗口进行定位氩弧焊打底焊接。
步骤4、完成第一窗口打底焊接后,拨动滑动环4将其开口调至未焊接的第二位置进行打底焊接,直至焊口坡口全部完成氩弧焊打底焊接,整个焊接过程可防止焊口背部充入的氩气从未焊接的部位泄漏。
步骤5、拆除滑动环4和两个哈夫节1,对完成了打底焊接的焊口坡口位置进行下一层焊缝焊接。
进一步地,哈夫节1由两个哈夫节半体构成,两个哈夫节半体通过铰链2实现打开和闭合,两个哈夫节半体通过紧固螺旋3固定在焊口坡口内侧。两个哈夫节1相对设置的端面上分别开有滑槽,滑动环4沿滑槽可以灵活的滑动。
进一步地,所述滑动环4其开口大小不超过1/3圆弧,优选1/4圆弧。
进一步地,滑动环4的开口端连接拨片,便于拨动。
- 适用于火力发电厂不锈钢管道的充氩保护焊方法
- 背面充氩保护的不锈钢管道焊接方法