一种铝合金带材涂油装置和方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明属于铝合金制品制造技术领域,特别是涉及一种铝合金带材涂油装置和方法。
背景技术
现有技术中,进行卷式法生产时,使用静电涂油机在铝合金带材表面涂油的过程中,静电涂油机的刀梁和带材之间存在电场,而且带材的边部存在电场集中的现象,这就会造成边部的涂油量比带材中部更高,同时,成品卷材经卷取之后,因经过挤压,边部会出现滴油的现象,这不仅会影响整卷铝合金带材横向涂油量的均匀性,也会造成卷取后铝卷滴油而污染现场。
发明内容
为解决上述问题,本发明提供了一种铝合金带材涂油装置和方法,能够有效解决铝合金带材涂油后的边部聚集效应,提高带材涂油量的横向均匀性,避免后续因涂油量不均匀造成的冲压开裂和起皱问题,同时避免卷取后铝卷滴油而污染现场的问题。
本发明提供的一种铝合金带材涂油装置,包括涂油装置本体,以及设置于所述涂油装置本体上的两个边部挡板,所述边部挡板位于铝合金带材涂油时所处位置的两侧以外间隔预设距离的位置。
优选的,在上述铝合金带材涂油装置中,所述预设距离为10cm至20cm。
优选的,在上述铝合金带材涂油装置中,还包括与所述边部挡板相连接的位置调整部件,用于调整所述边部挡板所处的位置。
优选的,在上述铝合金带材涂油装置中,所述位置调整部件为螺杆。
优选的,在上述铝合金带材涂油装置中,还包括与所述位置调整部件连接的电力驱动部件,用于驱动所述位置调整部件移动。
优选的,在上述铝合金带材涂油装置中,所述电力驱动部件为电机。
优选的,在上述铝合金带材涂油装置中,所述边部挡板的宽度为8cm至15cm。
优选的,在上述铝合金带材涂油装置中,所述边部挡板为铝板。
本发明提供的一种铝合金带材涂油方法,利用如上面任一项所述的铝合金带材涂油装置,包括:
将所述边部挡板移动到所述铝合金带材涂油时所处位置的两侧以外间隔预设距离的位置;
对所述铝合金带材进行涂油。
优选的,在上述铝合金带材涂油方法中,所述预设距离为10cm至20cm。
通过上述描述可知,本发明提供的上述铝合金带材涂油装置,由于包括涂油装置本体,以及设置于所述涂油装置本体上的两个边部挡板,所述边部挡板位于铝合金带材涂油时所处位置的两侧以外间隔预设距离的位置,这样就能够使得电场聚集在两边的边部挡板上,使得边部效应产生的涂油量聚集在边部挡板上而不再是铝合金带材上,从而能够提高带材涂油量的横向均匀性,避免后续因涂油量不均匀造成的冲压开裂和起皱问题,同时避免卷取后铝卷滴油而污染现场的问题。本发明提供的上述铝合金带材涂油方法,具有与上述装置相同的优点。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
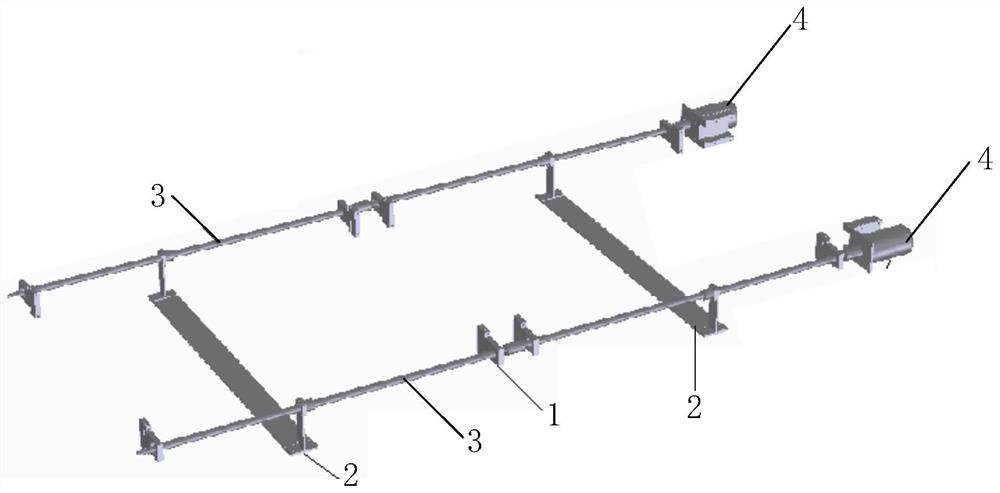
图1为本发明提供的一种铝合金带材涂油装置的实施例的示意图;
图2为本发明提供的一种铝合金带材涂油方法的实施例的示意图。
具体实施方式
本发明的核心是提供一种铝合金带材涂油装置和方法,能够有效解决铝合金带材涂油后的边部聚集效应,提高带材涂油量的横向均匀性,避免后续因涂油量不均匀造成的冲压开裂和起皱问题,同时避免卷取后铝卷滴油而污染现场的问题。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供的一种铝合金带材涂油装置的实施例如图1所示,图1为本发明提供的一种铝合金带材涂油装置的实施例的示意图,该装置包括涂油装置本体1,以及设置于涂油装置本体1上的两个边部挡板2,边部挡板2位于铝合金带材涂油时所处位置的两侧以外间隔预设距离的位置。
需要说明的是,涂油装置本体1上的固定块能够用于固定待涂油的铝合金带材,当固定好以后,就可以将两个边部挡板2分别从铝合金带材的两边靠近,到达间隔预设距离的位置后,就可以进行涂油了,此时由于边部挡板的存在,导致边部效应产生的涂油量聚集在边部挡板上而不再是铝合金带材上面,从而抵消了静电涂油机的边部油量偏高的问题。还需要说明的是,这里的预设距离可以根据实际需要来选取,此处并不限制。
通过上述描述可知,本发明提供的上述铝合金带材涂油装置的实施例中,由于包括涂油装置本体,以及设置于涂油装置本体上的两个边部挡板,边部挡板位于铝合金带材涂油时所处位置的两侧以外间隔预设距离的位置,这样就能够使得电场聚集在两边的边部挡板上,使得边部效应产生的涂油量聚集在边部挡板上而不再是铝合金带材上,从而能够提高带材涂油量的横向均匀性,避免后续因涂油量不均匀造成的冲压开裂和起皱问题,同时避免卷取后铝卷滴油而污染现场的问题。
在上述铝合金带材涂油装置的一个具体实施例中,上述预设距离可以为10cm至20cm,该位置距离铝合金带材较近,能够取得更好的涂油效果,若距离位置过远,例如超过20cm,则带材与边部挡板之间的缝隙较大,电场聚集仍会分布在带材两边以及挡板上,这就失去了抵消边部效应的功能;若距离位置过近,例如小于10cm,则带材在生产过程中由于纠偏等因素容易造成带材与边部挡板间的刮擦,造成带材的损伤。
在上述铝合金带材涂油装置的另一个具体实施例中,还可以包括与边部挡板2相连接的位置调整部件3,用于调整边部挡板所处的位置,这样无需人手操作,更加方便边部挡板的移动,工作效率更高。进一步的,该位置调整部件可优选为螺杆,在这种情况下,就能够通过螺杆的转动实现边部挡板的左右移动。
在上述铝合金带材涂油装置的又一个具体实施例中,还可以包括与位置调整部件连接的电力驱动部件4,用于驱动位置调整部件移动。进一步的,该电力驱动部件4可优选为电机,这样就可以通过电机控制和机械螺杆结构,通过程序设定带材宽度,可自动将边部挡板移动到相应位置,实现边部挡板的更精确调节,使其所处的位置与铝合金带材保持更加精确的距离,从而控制更加方便。
在上述铝合金带材涂油装置的一个优选实施例中,边部挡板2的宽度可以为8cm至15cm,这样的宽度能够更好地保证承载聚集的涂油量。进一步的,该边部挡板可优选为铝板,这样与铝合金带材的材质相匹配,电场也更匹配,从而保证更好地油类聚集,当然还可以根据实际需要选择其他合适的边部挡板宽度和材质,此处并不限制。
本发明提供的一种铝合金带材涂油方法的实施例如图2所示,图2为本发明提供的一种铝合金带材涂油方法的实施例的示意图,利用如上面任一项的铝合金带材涂油装置,该方法可以包括如下步骤:
S1:将边部挡板移动到铝合金带材涂油时所处位置的两侧以外间隔预设距离的位置;
S2:对铝合金带材进行涂油。
需要说明的是,当固定好铝合金带材以后,就可以将两个边部挡板分别从铝合金带材的两边靠近,到达间隔预设距离的位置后,就可以进行涂油了,此时由于边部挡板的存在,导致边部效应产生的涂油量聚集在边部挡板上而不再是铝合金带材上面,从而抵消了静电涂油机的边部油量偏高的问题。还需要说明的是,这里的预设距离可以根据实际需要来选取,此处并不限制。
在上述铝合金带材涂油方法的一个具体实施例中,预设距离可以优选为10cm至20cm,该位置距离铝合金带材较近,能够取得更好的涂油效果,若距离位置过远,例如超过20cm,则带材与边部挡板之间的缝隙较大,电场聚集仍会分布在带材两边以及挡板上,这就失去了抵消边部效应的功能;若距离位置过近,例如小于10cm,则带材在生产过程中由于纠偏等因素容易造成带材与边部挡板间的刮擦,造成带材的损伤。
综上所述,本申请提供的上述铝合金带材涂油装置和方法,现场操作方便快捷,不会影响生产效率,实施起来更加简单,工具材料获取容易,成本低。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种GIL外壳用中等强度铝合金带材及其制备方法
- 一种用于连续深冲加工小型五金冲压件的铝合金带材及其制备方法
- 一种电子产品中板用宽幅铝合金带材及其制备方法
- 一种铝合金带材表面清洁度的检测方法
- 一种制备超细晶金属带材的强脉冲电流辅助深冷异速异步轧制装置与方法
- 一种铝合金成品带材表面均匀涂油装置
- 一种铝合金罐带材高速切边线启动初期涂油量控制方法