电池
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及电池技术领域,具体地,涉及一种电池。
背景技术
随着电动汽车市场的进一步扩大和对续航里程要求的不断提升,整车企业对动力电池在能量密度、制造成本、循环寿命和产品附加属性等方面都提出了更高的要求。在原材料领域尚未获得巨大突破的前提下,适当的精简电池零部件提高空间利用率;适当增大电池的体积以获得更多的电池容量;简化生产工艺节省制造成本成为各大电池厂的探索方向。
目前的电池具有复杂的极柱设计,零部件比较多,工艺复杂,良品率低,这些因素造成电池的成本居高不下。而且,现有的电池需要在电池壳体上设置爆喷口,以在电池发生热失控时,实现定向爆喷,该爆喷口的设置增加了工艺步骤,同样造成成本增加。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一,提出了一种电池,其可以省去爆喷口,并可以简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。
为实现上述目的,本公开实施例提供一种电池,包括:
卷芯堆叠体,包括堆叠的多个正极叠片和多个负极叠片、正极极耳和负极极耳,其中,多个所述正极叠片和多个负极叠片均具有空箔区,多个所述正极叠片在所述空箔区电连接,并与所述正极极耳电连接;多个所述负极叠片在所述空箔区电连接,并与所述负极极耳电连接;所述正极极耳和所述负极极耳均具有极耳包覆区和极耳裸露区;
第一壳体和第二壳体,二者密封对接构成第一空腔和两个第二空腔,其中,所述第一空腔用于容置所述卷芯堆叠体;两个所述第二空腔用于分别容置所述正极极耳和所述负极极耳的所述极耳包覆区;所述正极极耳和所述负极极耳在所述极耳包覆区的外表面分别与两个所述第二空腔的内表面之间设置有热压胶层,所述热压胶层用于将所述外表面与所述内表面之间的间隙进行热压密封。
可选的,多个所述正极叠片在所述空箔区焊接,并均与所述正极极耳焊接;多个所述负极叠片在所述空箔区焊接,并均与所述负极极耳焊接。
可选的,所述正极极耳的材质为铝;所述负极极耳的材质为铜。
可选的,所述热压胶层包括塑料胶。
可选的,所述第一壳体的外周边缘与所述第二壳体的外周边缘之间具有将二者连为一体的连接部,所述连接部被设置为能够通过弯折实现将所述第一壳体和所述第二壳体对接。
可选的,所述第一壳体和所述第二壳体均为方形壳体;所述连接部与所述第一壳体和所述第二壳体同一侧的两个侧边连为一体。
可选的,所述第一壳体和所述第二壳体均形成有用于构成所述第一空腔和两个所述第二空腔的凹槽结构;或者,
所述第一壳体和所述第二壳体中的一者形成有用于构成所述第一空腔和两个所述第二空腔的凹槽结构;所述第一壳体和所述第二壳体中的另一者呈平板状。
可选的,所述第一壳体的外周边缘具有第一法兰,所述第二壳体的外周边缘具有第二法兰,所述第一法兰和所述第二法兰焊接,以密封所述第一空腔和所述第二空腔。
可选的,所述第一壳体的外周边缘具有第一法兰,所述第二壳体的外周边缘具有第二法兰,所述第一法兰和所述第二法兰相互叠置,且卷绕形成用于密封所述第一空腔和所述第二空腔的卷边结构。
可选的,所述卷边结构包括第一层卷边和第二层卷边,所述第二层卷边位于所述第一层卷边的外围。
可选的,所述第一法兰和所述第二法兰彼此相对的表面设置有密封层或者密封胶层。
可选的,所述第一壳体和所述第二壳体均为方形壳体,所述第一空腔的四个边角均为圆角;
所述第一法兰和所述第二法兰的四个边角均为圆角。
本发明具有以下有益效果:
本发明提供的电池,其多个正极叠片和多个负极叠片均具有空箔区,多个正极叠片在空箔区电连接,并与正极极耳电连接;多个负极叠片在空箔区电连接,并与负极极耳电连接,这样,正极极耳和负极极耳可以代替极柱使用,从而可以省去复杂的极柱设计,在此基础上,结合使用由第一壳体和第二壳体构成的第一空腔和两个第二空腔,分别容置卷芯堆叠体以及正极极耳和负极极耳的极耳包覆区,这与现有技术相比,可以省去复杂的极柱设计,从而可以简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。同时,通过在正极极耳和负极极耳在极耳包覆区的外表面分别与两个第二空腔的内表面之间设置有热压胶层,用于将该外表面与内表面之间的间隙进行热压密封。当电池发生热失控时,电池内部温度升高,气压增大,热压胶层逐渐熔融,此时电池内部的气体可从上述外表面与内表面之间的间隙直接喷出,实现定向爆喷,从而可以省去爆喷口,进而可以进一步简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。
附图说明
图1为本发明实施例采用的卷芯堆叠体、正极极耳和负极极耳的结构图;
图2为本发明实施例采用的卷芯堆叠体的空箔区的结构图;
图3为本发明实施例采用的卷芯堆叠体的多个叠片在空箔区焊接的结构图;
图4为本发明实施例提供的电池的总成图;
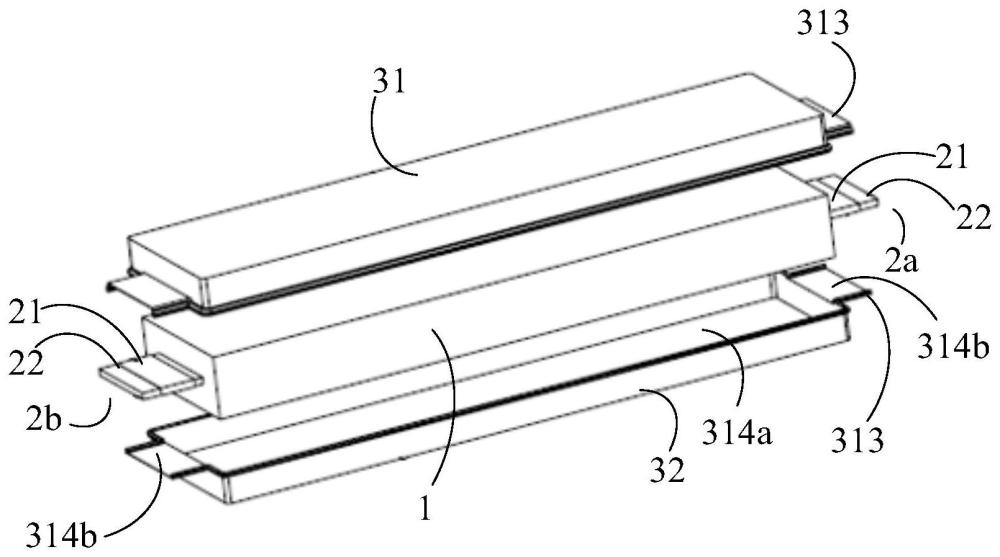
图5为本发明实施例提供的电池的结构分解图;
图6为本发明实施例采用的第一壳体/第二壳体的一种结构图;
图7为本发明实施例采用的第一壳体和第二壳体的另一种结构图;
图8为本发明实施例采用的第一壳体和第二壳体的又一种结构图;
图9为本发明实施例采用的卷边结构的一种结构图;
图10为本发明实施例采用的卷边结构的另一种结构图。
具体实施方式
为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述,显然,所描述的实施例仅是本发明的部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
附图中各部件的形状和大小不反映真实比例,目的只是为了便于对本发明实施例的内容的理解。
除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”、“一”或者“该”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
本公开实施例不限于附图中所示的实施例,而是包括基于制造工艺而形成的配置的修改。因此,附图中例示的区具有示意性属性,并且图中所示区的形状例示了元件的区的具体形状,但并不是旨在限制性的。
请一并参阅图1至图5,本发明实施例提供的电池,其包括卷芯堆叠体1、第一壳体31和第二壳体32,其中,卷芯堆叠体1包括堆叠的多个正极叠片和多个负极叠片(图中未示出)、正极极耳2a和负极极耳2b,其中,如图2所示,多个正极叠片和多个负极叠片均具有空箔区A,多个正极叠片在该空箔区A电连接,并与正极极耳2a电连接;多个负极叠片在该空箔区A电连接,并与负极极耳2b电连接。可选的,多个正极叠片在空箔区A焊接,并均与正极极耳2a焊接;多个负极叠片在空箔区焊接,并均与负极极耳2b焊接。焊接方式例如为超声焊接。如图3所示,焊接位置B在卷芯堆叠体1堆叠方向上的高度为卷芯堆叠体1的整体高度的3/4或1/2,即,焊接位置B与卷芯堆叠体1在图3中的下侧边之间的距离为卷芯堆叠体1的整体高度的3/4或1/2。但是,本发明实施例并不局限于此,在实际应用中,焊接位置B在卷芯堆叠体1堆叠方向上的高度可以根据壳体的具体而设定。如图1所示,正极极耳2a和负极极耳2b均具有极耳包覆区21和极耳裸露区22。所谓空箔区,是指叠片的集流体未被活性物质覆盖的区域。通过将多个正极叠片在空箔区焊接,多个负极叠片在空箔区焊接,可以实现多个叠片的并联;多个正极叠片在并联后与正极极耳2a焊接,多个负极叠片在并联后与负极极耳2b焊接,也就是说,多个叠片共用同一正极极耳2a和同一负极极耳2b,正极极耳2a和负极极耳2b可以代替极柱使用,从而可以省去复杂的极柱设计。
如图4和图5所示,第一壳体31和第二壳体32密封对接构成第一空腔314a和两个第二空腔314b,其中,第一空腔314a用于容置卷芯堆叠体1;卷芯堆叠体1的轮廓形状和尺寸可以根据第一空腔314a的形状和尺寸而设定,例如,若第一空腔314a为方形空腔,卷芯堆叠体的轮廓形状可以为方形或者带有一定弧度的类方形。这里的方形,可以是正方形也可以是矩形。
两个第二空腔314b用于分别容置正极极耳2a和负极极耳2b的极耳包覆区21,正极极耳2a和负极极耳2b的极耳裸露区22暴露于第一壳体31和第二壳体32之外;正极极耳2a和负极极耳2b在极耳包覆区21的外表面分别与两个第二空腔314b的内表面之间设置有热压胶层,该热压胶层用于将外表面与内表面之间的间隙进行热压密封。
本发明实施例提供的电池,其多个正极叠片和多个负极叠片均具有空箔区,多个正极叠片在空箔区电连接,并与正极极耳2a电连接;多个负极叠片在空箔区电连接,并与负极极耳2b电连接,这样,正极极耳2a和负极极耳2b可以代替极柱使用,从而可以省去复杂的极柱设计,在此基础上,结合使用由第一壳体31和第二壳体32构成的第一空腔314a和两个第二空腔314b,分别容置卷芯堆叠体1以及正极极耳2a和负极极耳2b的极耳包覆区21,这与现有技术相比,可以省去复杂的极柱设计,从而可以简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。同时,通过在正极极耳2a和负极极耳2b在极耳包覆区21的外表面分别与两个第二空腔314b的内表面之间设置有热压胶层,用于将该外表面与内表面之间的间隙进行热压密封。当电池发生热失控时,电池内部温度升高,气压增大,热压胶层逐渐熔融,此时电池内部的气体可从上述外表面与内表面之间的间隙直接喷出,实现定向爆喷,从而可以省去爆喷口,进而可以进一步简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。
需要说明的是,在实际应用中,为了进一步提高电池可靠性,也可以增设爆喷口,从而可以具备双重保险。
在一些可选的实施例中,正极极耳2a的材质为铝;负极极耳2b的材质为铜。
在一些可选的实施例中,热压胶层包括塑料胶。例如为PP塑料胶或者其他可热压密封,且耐电解液腐蚀的塑料胶。
在一些可选的实施例中,如图6所示,第一壳体31和第二壳体32均为方形壳体,第一空腔314a的四个边角均为圆角315。通过使方形壳体构成的第一空腔314a的四个边角为圆角315,可以降低壳体的工艺难度,同时可以解决方形壳体的形变量小的问题,从而有利于电池呼吸膨胀,提高封装可靠性。
在一些可选的实施例中,如图6所示,第一壳体31和第二壳体32在对接之前是相互独立的,即为分体式结构。在这种情况下,对于第一壳体31和第二壳体32均为方形壳体来说,第一壳体31和第二壳体32的两个侧边均需要密封。在另一些可选的实施例中,如图7所示,第一壳体31的外周边缘与第二壳体32的外周边缘之间具有将二者连为一体的连接部317,该连接部317被设置为能够通过弯折实现将第一壳体31和第二壳体32对接,即,第一壳体31和第二壳体32在对接之前通过上述连接部317连为一体,即为一体式结构。在这种情况下,对于第一壳体31和第二壳体32均为方形壳体来说,可选的,连接部317与第一壳体31和第二壳体32同一侧的两个侧边连为一体,这样,可以先将连接部317弯折,以将第一壳体31和第二壳体32对接,然后再将除连接部317所在侧边之外的侧边进行密封即可,从而可以省去一个侧边的密封。
在一些可选的实施例中,如图6和图7所示,第一壳体31和第二壳体32均形成有用于构成第一空腔314a和两个第二空腔314b的凹槽结构,即,第一壳体31上的凹槽结构与第二壳体32上的凹槽结构在对接后共同构成第一空腔314a和两个第二空腔314b。这样,可以满足卷芯堆叠体1中的叠片堆叠厚度较大的情况。在另一些可选的实施例中,如图8所示,第一壳体31和第二壳体32中的一者形成有用于构成第一空腔314a和两个第二空腔314b的凹槽结构;第一壳体31和第二壳体32中的另一者呈平板状。即,第一壳体31形成有凹槽结构时,第二壳体32为平板状壳体,或者第二壳体32形成有凹槽结构时,第一壳体31为平板状壳体,在这种情况下,平板状壳体即用作封闭该凹槽结构的开口的盖板,这同样可以构成第一空腔314a和两个第二空腔314b。这种结构可以满足卷芯堆叠体中的叠片堆叠厚度较小的情况。
第一壳体31和第二壳体32密封对接的方式可以有多种,例如,在一些可选的实施例中,以图6和图7所示的第一壳体31和第二壳体32为例,第一壳体31的外周边缘具有第一法兰31a,第二壳体32的外周边缘具有第二法兰32a,第一法兰31a和第二法兰32a焊接,以密封第一空腔314a和第二空腔314b。具体地,上述卷芯堆叠体(可以包裹麦拉膜)1以及正极极耳2a和负极极耳2b放入第一空腔314a和两个第二空腔314b,然后沿着第一壳体31和第二壳体32的外周边缘的方向对第一法兰31a和第二法兰32a的重合处焊接。在此基础上,采用热压工艺对正极极耳2a和负极极耳2b的极耳包覆区21的外表面分别与两个第二空腔314b的内表面之间的热压胶层进行加热,以使该热压胶层对该外表面与内表面之间的间隙进行热压密封。在一些可选的实施例中,以图6所示的第一壳体31和第二壳体32为例,第一壳体31和第二壳体32均为方形壳体,在这种情况下,第一法兰31a和第二法兰32a的四个边角均为圆角316。对于采用第一法兰31a和第二法兰32a焊接的方式来说,通过使第一法兰31a和第二法兰32a的四个边角均为圆角316,可以降低焊接难度。
在另一些可选的实施例中,以图8所示的第一壳体31和第二壳体32为例,结合图9所示,第一法兰31a和第二法兰32a相互叠置,且卷绕形成用于密封第一空腔314a和第二空腔314b的卷边结构4。这种密封方式可以避免因焊接造成的良品率低、生产成本高的问题,而且可以提高生产效率。为了进一步提高密封效果,可选的,卷边结构4包括第一层卷边41和第二层卷边42,该第二层卷边42位于第一层卷边41的外围。具体地,如图9所示,相互叠置的第一法兰31a和第二法兰32a沿图9的逆时针方向卷绕,直至与第一壳体31的外表面相抵,当然,在实际应用中,相互叠置的第一法兰31a和第二法兰32a也可以沿图9的顺时针方向卷绕,并与第二壳体32的外表面相抵,对于双层卷边,即,第一层卷边41和第二层卷边42来说,在远离相抵的第一壳体31的方向上,共叠置有五层法兰壁。在此基础上,采用热压工艺对正极极耳2a和负极极耳2b的极耳包覆区21的外表面分别与两个第二空腔314b的内表面之间的热压胶层进行加热,以使该热压胶层对该外表面与内表面之间的间隙进行热压密封。在实际应用中,可以根据具体需要设计相互叠置的第一法兰32a和第二法兰32b的卷绕方向,而且卷边结构4可以与第一壳体31或第二壳体32相抵,也可以不相抵,本发明实施例对此没有特别的限制,只要能够实现密封效果即可。当然,为了加强密封效果,也可以采用三层以上卷边。
在另一些可选的实施例中,以图8所示的第一壳体31和第二壳体32为例,结合图10所示,第一法兰32a和第二法兰32b彼此相对的表面设置有密封层(或者密封胶层)43,用于增强密封效果。在此基础上,卷边结构4可以包括单层卷边,如图10所示,单层卷边在远离相抵的第一壳体31的方向上,共叠置有三层法兰壁。当然,为了加强密封效果,也可以采用双层卷边或者更多层卷边。可选的,上述密封层43可以通过对第一法兰31a和第二法兰32a彼此相对的表面进行表面处理制成,该表面处理例如包括清洁步骤(例如等离子体表面清洗),以及经过液体喷涂、浸塑、热压、吸塑等的表面处理步骤。用于表面处理的材质可以是PP塑料等的耐电解液腐蚀的塑料。上述密封胶层可以涂覆于第一法兰31a和第二法兰32a彼此相对的表面,该密封胶层例如为PP塑料胶或者其他耐电解液腐蚀的塑料胶。
综上所述,本发明实施例提供的电池,其多个正极叠片和多个负极叠片均具有空箔区,多个正极叠片在空箔区电连接,并与正极极耳电连接;多个负极叠片在空箔区电连接,并与负极极耳电连接,这样,正极极耳和负极极耳可以代替极柱使用,从而可以省去复杂的极柱设计,在此基础上,结合使用由第一壳体和第二壳体构成的第一空腔和两个第二空腔,分别容置卷芯堆叠体以及正极极耳和负极极耳的极耳包覆区,这与现有技术相比,可以省去复杂的极柱设计,从而可以简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。同时,通过在正极极耳和负极极耳在极耳包覆区的外表面分别与两个第二空腔的内表面之间设置有热压胶层,用于将该外表面与内表面之间的间隙进行热压密封。当电池发生热失控时,电池内部温度升高,气压增大,热压胶层逐渐熔融,此时电池内部的气体可从上述外表面与内表面之间的间隙直接喷出,实现定向爆喷,从而可以省去爆喷口,进而可以进一步简化电池结构、降低工艺复杂程度,从而可以提高良品率和生产效率,降低成本。
可以解的是,以上实施方式仅仅是为了说明本发明的原理而采用的示例性实施方式,然而本发明并不局限于此。对于本领域内的普通技术人员而言,在不脱离本发明的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本发明的保护范围。
- 锂离子电池负极活性材料、锂离子电池负极、锂离子电池、电池组及电池动力车
- 锂离子电池负极活性材料、锂离子电池负极、锂离子电池、电池组及电池动力车
- 电池组电池、电池组模块和所述电池组模块的应用
- 用于连接电池组的多个电池组电池的方法和包括具有多个电池组电池和多个分别被分配给电池组电池的电池组电池监视模块的电池组的电池组系统
- 电池组电池的电池载体和电池连接器及电池组模块、电池组、电池组系统、车辆和制造电池组模块的方法