锅炉过热蒸汽关断门阀体裂纹焊补工艺
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及锅炉过热蒸汽关断门阀体裂纹焊补工艺,属于焊接工艺技术领域。
背景技术
某电厂#2炉过热蒸汽关断门在锅炉定检中发现阀体表面存在裂纹,其中第一处L=110mm条状裂纹(如图1);第二、三处为密集裂纹(如图2、图3);这些缺陷的存在对机组安全运行带来极大威胁,及时对这些裂纹缺陷进行修复,对保障机组安全经济运行具有重要意义。
经现场光谱分析,该阀体材质相当于ZG15Cr2Mo(钢材的主要化学成分如表一),属于2¼铁素体、珠光体热强钢铸钢。具有良好的综合性能和工艺性能、抗腐蚀性和抗高温氧化性。
表一:钢材的主要化学成分性能如下表:
根据国际焊接协会的碳当量公式Ceq=C+(Cr+Mo+V)/5+(Ni+Cu)计算出其Ceq=0.15+0.66=0.81。随着碳当量的增加,钢的焊接性会变差,当碳当量值大于0.4%~0.6%时,冷裂纹的敏感性将增大,需采取合适的焊接工艺以避免裂纹的产生。
常规的焊接方式都选用与母材相近的材质,由于该阀门的厚度较厚为50-100mm以上,若选用与母材相近的材质焊接后需进行热处理,但是该阀门因为受工作环境限制,焊后热处理较为困难,且在热处理过程中容易产生再热裂纹,导致修复失败,因此不适宜采用常规的焊接方式。
发明内容
本发明要解决的技术问题是:提供锅炉过热蒸汽关断门阀体裂纹焊补工艺,以解决上述现有技术中存在的问题。
本发明采取的技术方案为:锅炉过热蒸汽关断门阀体裂纹焊补工艺,包括以下步骤:
一、缺陷清除及坡口制备:首先在裂纹的端部钻止裂孔;采用角磨机打磨清除机械损伤部位金属及裂纹,打磨坡口为圆滑的U型坡口,坡口两端也打磨成圆滑过渡;
二、坡口预热,坡口及其周围150mm范围内加热至100~150℃;
三、打底层焊接:用钨极氩弧焊进行修复,采用连续焊;
四、正式焊接:在室温下进行,采用多层多道焊,对长焊道采用分段焊的方法;
五、锤击:焊后立即进行锤击;
六、打磨焊缝。
优选的,所述步骤二中,坡口预热后采用石棉包裹。
优选的,所述步骤三中,打底层焊完后,立即用石棉布保温缓冷,至室温后用肉眼进行检查,如发现裂纹,重复步骤一至三,将裂纹全部清除后再作正式焊接。
优选的,所述步骤三中,连续焊的过程中,后焊道压先焊焊道的1/3,打底层将坡口面全部覆盖。
优选的,所述步骤四中,在整个焊接过程中,阀体温度≤100℃。
优选的,所述步骤五中,锤击时先锤击焊道中部,后锤击焊道两侧。
优选的,打底层焊接和正式焊接的焊接材料均选用Φ2.0mm ENiCrFe-3焊丝。
优选的,打底层焊接和正式焊接的焊接电流均≤100A。
优选的,焊接完成后对修复区域进行350℃消氢处理,保温1~2小时。
本发明的有益效果:与现有技术相比,本发明采用的是电弧冷焊工艺,焊后不需要进行热处理,选用的焊材为Φ2.0mm ENiCrFe-3焊丝,焊材的化学成分与母材有较大的差异,但是力学性能相近,此外,通过控制焊缝成型以及采用锤击的方式消除应力避免产生裂纹;采用本发明修复的某电厂#2炉过热蒸汽关断门在锅炉阀体已经投入使用1年以上未出现任何问题。
附图说明
图1为第一处裂纹的照片;
图2为第二处裂纹的照片;
图3第三处裂纹的照片;
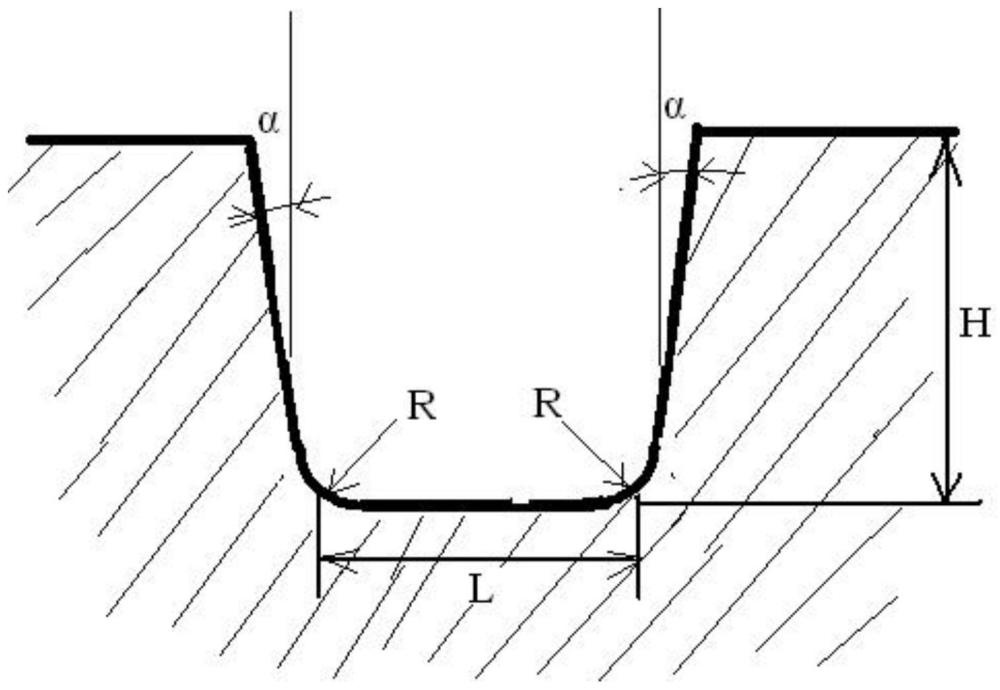
图4为U型坡口示意图。
具体实施方式
下面结合附图及具体的实施例对本发明进行进一步介绍。
实施例1:
锅炉过热蒸汽关断门阀体裂纹焊补工艺,包括以下步骤:
一、缺陷清除及坡口制备:为了防止裂纹的扩展,首先在裂纹的端部钻止裂孔;采用机械方法(角磨机打磨)清除机械损伤部位金属及裂纹,边打磨边观察,采用渗透探伤检查裂纹,直至裂纹全部消除;最后采用PT渗透探伤确定裂纹全部去除;根据DL/T753-2015《汽轮机铸钢件补焊技术条件》标准要求,打磨坡口为圆滑的U型坡口,这样可使填充金属量少;坡口两端也打磨成圆滑过渡,坡口示意图见图4所示,坡口尺寸为α≥15°,H≤50mm,L≥0.5H,R≥5mm;采用无水酒精或丙酮清洗清理坡口及其附近20mm范围内区域;采用渗透探伤检测坡口及其附近20mm范围内无裂纹等缺陷;
二、坡口预热,采用火焰预热,坡口及其周围150mm范围内温度必须达到100~150℃,采用石棉等保温材料包扎,采用远红外测温仪测温;
三、打底层焊接:用钨极氩弧焊进行修复,焊接材料选用Φ2.0mm ENiCrFe-3焊丝,预先清理干净焊丝表面的油污、铁锈等污物,在保证熔合良好的情况下,选用较小的焊接电流,电流不得大于100A,以减小母材的稀释;焊接时采用连续焊,后焊道压先焊焊道的1/3,打底层应将坡口面全部覆盖;
打底层焊完后,立即用石棉布等保温缓冷,至室温后进行宏观检查,如发现裂纹,重复步骤一至三,将裂纹全部清除后再作正式焊接;
四、正式焊接:正式焊接在室温(大于或等于20℃)下进行,焊接材料选用ENiCrFe-3型焊丝,直径为2mm,预先清理干净焊丝表面的油污、铁锈等污物,焊接电流不得大于100A;在整个焊接过程中,阀体温度不允许高于100℃;采用多层多道焊,对长焊道采用分段焊的方法;收弧时将弧坑填满;
五、锤击:焊后立即进行了锤击;锤击时应先锤击焊道中部,后锤击焊道两侧;锤痕应紧凑整齐,避免重复;
六、消氢:焊后对修复区域进行350℃消氢处理,保温1~2小时;
七、打磨焊缝:用机械方法加工(角磨机打磨)焊缝表面与母材圆滑过渡。
焊接质量检测:焊缝边缘应圆滑过渡到母材,焊接外形尺寸应符合设计要求,不允许低于母材表面;焊缝表面不允许存在裂纹、未熔合、气孔、夹渣、深度>1.0 mm的咬边,并且不应有粗糙的焊波、凹槽、尖角和凹坑等,如果有较深的咬边,必须进行补焊;消氢处理完成24小时后对补焊区域进行修磨、然后进行外观检查、PT或MT检查以及硬度检查;焊缝无损检验及结果的评定按NBT 47013-2015《承压设备无损检测》执行;
焊接缺陷修复根据相关标准,对堵阀阀体挖补区域进行100%外观检查及100%渗透探伤,保证挖补区域焊缝满足标准要求;如检验发现缺陷,应对焊缝重新挖补,同一位置返修次数不应超过2次。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内,因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 生产高压过热蒸汽的烟气补燃型余热注汽锅炉、方法和系统
- 一种采用熔盐传热储热的储能式太阳能过热蒸汽锅炉及其制备过热蒸汽的方法