一种用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法
文献发布时间:2024-01-17 01:13:28
技术领域
本发明属于零件防腐蚀技术领域,涉及一种用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法。
背景技术
00Cr17Ni14Mo2材料为一种奥氏体不锈钢材料,在大气环境中具备一定的防腐能力,但是在海洋性环境或者气候中,面对高温、高湿、高盐等较为苛刻的情况,其耐蚀性很难满足使用要求,需要提高其耐蚀性,对于带有焊缝的00Cr17Ni14Mo2材料制管类零件,浸入溶液中进行处理以形成一种具有一定耐蚀性的膜层时,存在腐蚀焊缝的风险,需要提高其耐蚀性时,没有可实施的工艺方法。零件表面存在的焊缝等薄弱区域,浸入化学溶液中以形成一种耐蚀膜层时,存在腐蚀焊缝的风险。
发明内容
本发明的目的在于解决现有技术中对管类零件进行耐蚀性处理时,可能会对零件表面存在的焊缝造成腐蚀的问题,提供一种用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法。
为达到上述目的,本发明采用以下技术方案予以实现:
一种用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法,包括以下步骤:
步骤一,对零件进行除油处理,清除零件表面的污染物;
步骤二,采用室温流动水对零件表面进行清洗;
步骤三,在室温下对零件表面涂抹THIF-125钝化膏进行耐蚀处理;
步骤四,对经过耐蚀处理后的零件表面进行清理;
步骤五,PH值检测,检测零件表面是否清理合格;
步骤六,采用去离子水对零件表面进行清洗;
步骤七,对零件进行干燥处理,完成后零件表面形成耐蚀性膜层。
本发明的进一步改进在于:
所述对零件进行除油处理时,采用丙酮或者闪点>60℃的碳氢清洗剂进行除油。
所述采用室温流动水对零件进行清洗时,清洗时间为1~2min。
所述对零件表面涂抹THIF-125钝化膏进行耐蚀处理时,处理时间为15~30min。
所述步骤四中对零件进行清理时首先采用脱脂棉擦拭零件表面的化学溶液,然后采用室温流动水进行清洗,清洗时间为1~2min。
所述步骤五中进行PH值检测时,对零件清洗水检测,若PH值为6~8,则表明零件清洗合格;若为其他值时,则重复对零件进行清洗,直至PH值检测合格。
所述采用去离子水对零件表面清洗时,去离子水的电导率<100μS/cm。
所述采用去离子水对零件表面清洗时,清洗时间为1~2min。
所述对零件进行干燥处理通过采用压缩空气进行吹干或者在50~100℃的空气循环炉中进行烘干,烘干时间为30~60min。
所述THIF-125钝化膏具体为THIF-125钝化膏,主要由硝酸、氢氟酸、缓蚀剂和粘稠剂组成。
与现有技术相比,本发明具有以下有益效果:
本发明提出了一种用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法,通过对管类零件进行一系列处理,在零件表面涂抹THIF-125钝化膏进行耐蚀处理,在零件的表面形成具有防护效果的耐蚀膜层,保证了焊缝的完整性,也确保了零件在工作过程中的安全性和可靠性,避免了在使用过程中产生腐蚀故障。
附图说明
为了更清楚的说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本发明的用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法流程图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明实施例的描述中,需要说明的是,若出现术语“上”、“下”、“水平”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,若出现术语“水平”,并不表示要求部件绝对水平,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本发明实施例的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
通过对00Cr17Ni14Mo2材料制带焊缝管类零件局部进行耐蚀处理,即焊缝区域外,通过一定的化学反应,可在管类零件表面形成一种具有一定防护效果的耐蚀膜层,既保证了焊缝的完整性,又提高了此类零件的耐蚀性,确保了其使用的安全性和可靠性,杜绝了腐蚀故障,具有较高的经济性和社会性。
下面结合附图对本发明做进一步详细描述:
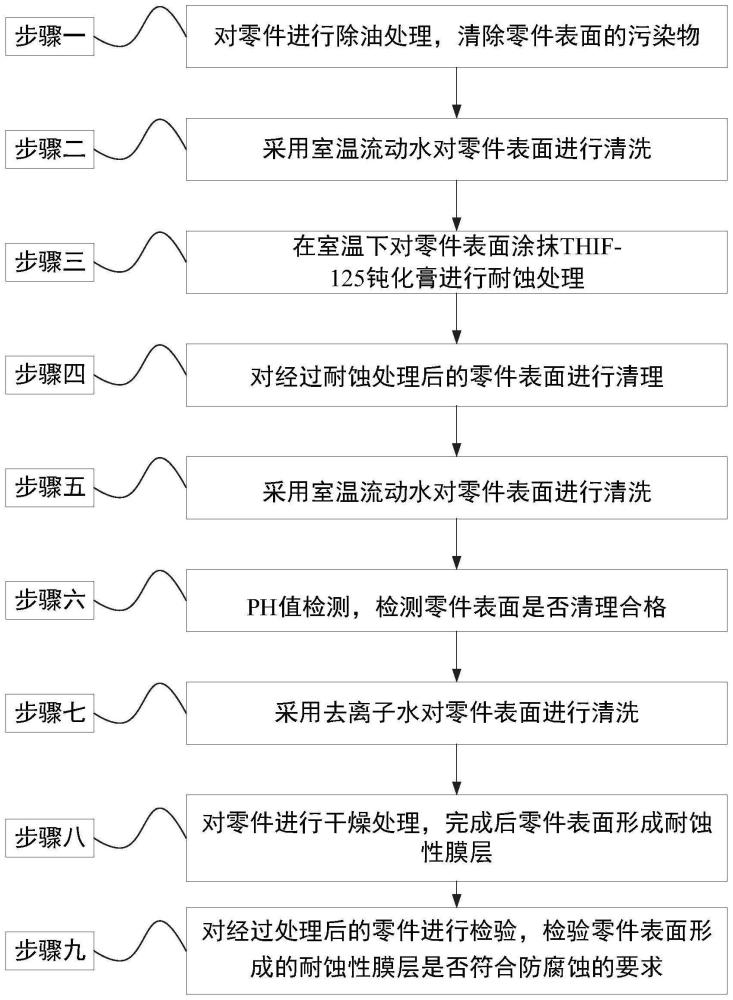
参见图1,为本发明的用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法流程图,具体包括以下步骤:
步骤一,对零件进行除油处理,清除零件表面的污染物。
对管类零件采用丙酮或闪点>60℃的碳氢清洗剂进行除油,使零件表面没有手印或者其他污染物。
步骤二,采用室温流动水对零件表面进行清洗。
对零件表面进行清洗时,其清洗时间为1~2min。
步骤三,在室温下对零件表面涂抹THIF-125钝化膏进行耐蚀处理。
在室温下对零件表面涂抹THIF-125钝化膏进行耐蚀处理时,处理时间为15~30min。所述THIF-125钝化膏主要由硝酸、氢氟酸、缓蚀剂和粘稠剂组成。
步骤四,对经过耐蚀处理后的零件表面进行清理。
采用脱脂棉对零件表面进行清理,擦除零件表面残留的化学溶液。
步骤五,采用室温流动水对零件表面进行清洗,清洗时间为1~2min。
步骤六,PH值检测,检测零件表面是否清理合格。
使用广泛试纸对零件清洗水的PH值进行检测,当PH值为6~8时,则表明零件清洗为合格;若PH值为其他值时,则重复对零件进行清洗,直至PH值检测合格。
步骤七,采用去离子水对零件表面进行清洗。
采用电导率<100μS/cm的去离子水对零件表面进行清洗,清洗时间为1~2min。
步骤八,对零件进行干燥处理,完成后零件表面形成耐蚀性膜层。
采用洁净的压缩空气吹干或者在50~100℃的空气循环炉中进行烘干,烘干时间为30~60min。
步骤九,对经过处理后的零件进行检验,检验零件表面形成的耐蚀性膜层是否符合防腐蚀的要求。
本发明中的用于提高00Cr17Ni14Mo2材料耐蚀性的工艺方法,通过对管类零件进行一系列处理,在零件表面涂抹THIF-125钝化膏进行耐蚀处理,在零件的表面形成具有防护效果的耐蚀膜层,保证了焊缝的完整性,也确保了零件在工作过程中的安全性和可靠性,杜绝使用过程中产生腐蚀故障,具有较高的经济性和新颖性。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高强高耐蚀性钎焊铝合金复合材料及其制造方法
- 一种通过添加Nd提高铸态锌铝共晶合金耐蚀性的方法
- 一种提高1Cr17Ni2马氏体不锈钢紧固件耐蚀性的方法
- 用于在真空沉积工艺中在基板上进行材料沉积的设备、用于在基板上进行溅射沉积的系统和用于制造用于在基板上进行材料沉积的设备的方法
- 等离子体耐蚀刻性得到提高的工艺部件及工艺部件的等离子体耐蚀刻性强化处理方法
- 一种提高模架耐蚀性和耐磨性的金属模架及其加工工艺