盖板玻璃变形量的测量方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及盖板玻璃变形量测量技术领域,具体涉及一种盖板玻璃变形量的测量方法。
背景技术
大尺寸盖板玻璃在现代电子设备中扮演着重要的角色,如大型商用显示器和电视等。然而,由于盖板玻璃制造过程中的各种因素,使得生产出的盖板玻璃可能存在翘曲变形的问题,导致在进行盖板玻璃与显示面板贴合后会因为重力原因加剧盖板玻璃的翘曲变形量,造成观看体验不佳、触摸灵敏度降低以及制造缺陷等问题。
根据对盖板玻璃变形产生的根本原因进行研究,盖板玻璃产生的变形主要为玻璃原片在锡槽、退火窑成型或物理钢化炉过程中由高温降至低温阶段时,玻璃作为非晶体结构,降温曲线不均造成相对于理想状态下的绝对平面会有翘起或凹下的状况,在玻璃原片生产过程中这种情况称为玻璃翘曲。玻璃翘曲在盖板玻璃竖立的情况下在重力作用下会进一步扩大,即为盖板玻璃的变形。
对于上述问题,需要对生产出的盖板玻璃进行变形量质检,以保证其能够满足实际使用的要求。现有盖板玻璃变形量测量方法如中国发明专利CN109579773B公开了一种玻璃变形量测量方法,包括以下步骤:S1、找出平板玻璃的中心,在平板玻璃两侧中心处均设置不透明遮挡物;S2、选取与待测量玻璃尺寸相同的模板,将模板放置在测量工作台上方,并通过测量工作台上的玻璃吸盘将模板吸紧固定;S3、打开测量工作台中的距离测量仪,测量出距离测量仪距模板下表面的距离A并记录;S4、将S1中处理后的平板玻璃放置在测量工作台上方,并通过测量工作台上的玻璃吸盘将平板玻璃吸紧固定;S5、打开测量工作台中的距离测量仪,测量出距离测量仪距平板玻璃下表面的距离B并记录;S6、将测量后的平板玻璃翻转180度,通过S4-S5中的步骤测量出距离测量仪距平板玻璃另一表面的距离C并记录;S7、用距离A分别减去距离B和距离C并进行比较,较大值为玻璃的变形量。该专利的测量方法需要依赖玻璃模板,当所使用的玻璃模板发生变形时,会导致测量结果不准确。
发明内容
本发明要解决的技术问题是:克服现有技术的不足,提供一种盖板玻璃变形量的测量方法,无须依赖玻璃模板,所得关系式为从盖板玻璃的实际变形量得出,计算结果真实可靠。
本发明的技术方案为:
盖板玻璃变形量的测量方法,包括以下步骤:
S1取若干块盖板玻璃,分别测出其翘曲值,并测量出其实际变形量;
S2根据步骤S1的测量结果,得出盖板玻璃的翘曲值与变形量的线性关系式;
S3测出待测盖板玻璃的翘曲值,根据线性关系式计算出其变形量。
优选地,步骤S1和S3中,采用激光式三坐标仪测出盖板玻璃的翘曲值。
优选地,步骤S1中,盖板玻璃的实际变形量的测量方法为:
1)将盖板玻璃竖直放置在治具上模拟正常显示器使用场景,分别在盖板玻璃的底部和顶部放置限位器防止其跌落但限位器不得影响盖板玻璃自然变形,避免对测量结果产生干扰;
2)采用鱼线或激光发生器在盖板玻璃两侧边部形成理论平行线;
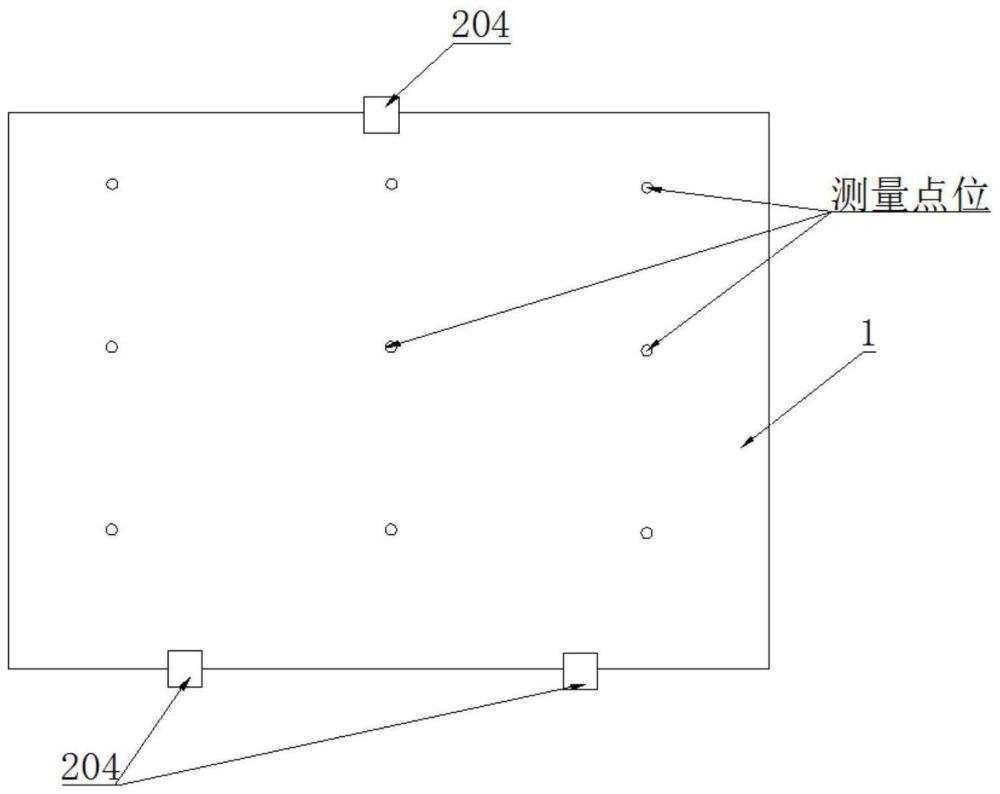
3)在盖板玻璃的测量点位处测量理论平行线与盖板玻璃之间的距离,即得盖板玻璃的实际变形值,可测量一点或多点,测量的最大值即为盖板玻璃的实际变形值。
优选地,所述治具包括若干个间隔设置的立柱,立柱的底部连接有横杆,横杆的同一侧设置有若干个承托杆,立柱及承托杆上分别设置有限位器,盖板玻璃竖直放置在治具上时,底部置于承托杆上,顶部由限位器抵住且两侧面由立柱和限位器限制住。
优选地,所述立柱上的限位器包括套在立柱上并可在立柱上上下滑动的外壳,外壳上设置有紧固件一,将外壳固定在立柱上;外壳上还设置有若干个螺杆,螺杆上挂有挡片一且螺杆上螺纹连接有螺母,拧动螺母将盖板玻璃的顶部限制在立柱与挡片一之间。
优选地,所述紧固件一采用螺纹连接在外壳上的螺栓,拧动螺栓使其抵住立柱从而将外壳固定在立柱上。
优选地,所述承托杆上的限位器包括可在承托杆上滑动的滑块,滑块上设置有紧固件二,将滑块固定在承托杆上;滑块上还设置有挡片二,滑动滑块将盖板玻璃的底部限制在滑块与立柱之间,并通过紧固件二将滑块固定在承托杆上。
优选地,所述紧固件二采用螺栓连接在滑块上的螺栓,拧动螺栓使其抵住承托杆从而将滑块固定在承托杆上。
本发明与现有技术相比,具有以下有益效果:
本发明的测量方法利用仪器测量出多块盖板玻璃的翘曲值,随后再测量出其实际变形量,根据测量结果拟合出翘曲值-实际变形量之间的线性关系式,即可通过仪器测量出待测盖板玻璃的翘曲值,再根据该关系式计算出盖板玻璃的变形量。本发明的方法无须依赖玻璃模板,所得关系式为从盖板玻璃的实际变形量得出,计算结果真实可靠。
附图说明
图1是本发明的治具的结构示意图。
图2是本发明中盖板玻璃竖直放置在治具上后被限位器限位后的状态示意图。
图3是本发明中盖板玻璃的实际变形量的示意图。
图中,1、盖板玻璃;201、立柱;202、横杆;203、承托杆;204、限位器;2041、外壳;2042、挡片一;2043、滑块;2044、挡片二。
具体实施方式
为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
以下实施例中的盖板玻璃变形量的测量方法包括以下步骤:
S1取若干块盖板玻璃1,分别测出其翘曲值,并测量出其实际变形量;
S2根据步骤S1的测量结果,得出盖板玻璃1的翘曲值与变形量的线性关系式;
S3测出待测盖板玻璃1的翘曲值,根据线性关系式计算出其变形量。
其中,步骤S1和S3中,采用激光式三坐标仪(东祥升科技Elite-S系列)测出盖板玻璃1的翘曲值。
进一步地,步骤S1中,盖板玻璃1的实际变形量的测量方法为:
1)将盖板玻璃1竖直放置在治具上模拟正常显示器使用场景,分别在盖板玻璃1的底部和顶部放置限位器204防止其跌落但限位器204不得影响盖板玻璃1自然变形,避免对测量结果产生干扰;
2)采用鱼线或激光发生器在盖板玻璃1两侧边部形成理论平行线;
3)在盖板玻璃1的测量点位处测量理论平行线与盖板玻璃1之间的距离,即得盖板玻璃1的实际变形值(如图3所示),可测量一点或多点(如图2所示),测量出的最大值即为盖板玻璃1的实际变形值。
其中,如图1所示,所述治具包括若干个间隔设置的立柱201(图1中治具包括三个立柱201),立柱201的底部连接有横杆202,横杆202的同一侧设置有若干个承托杆203(图1中治具包括两个承托杆203),立柱201及承托杆203上分别设置有限位器204,盖板玻璃1竖直放置在治具上时,底部置于承托杆203上,顶部由限位器204抵住且两侧面由立柱201和限位器204限制住。
所述立柱201上的限位器204包括套在立柱201上并可在立柱201上上下滑动的外壳2041,外壳2041上设置有紧固件一,将外壳2041固定在立柱201上;具体地,紧固件一采用螺纹连接在外壳2041上的螺栓,拧动螺栓使其抵住立柱201从而将外壳2041固定在立柱201上。外壳2041上还设置有若干个螺杆,螺杆上挂有挡片一2042且螺杆上螺纹连接有螺母,拧动螺母将盖板玻璃1的顶部限制在立柱201与挡片一2042之间。
所述承托杆203上的限位器204包括可在承托杆203上滑动的滑块2043,滑块2043上设置有紧固件二,将滑块2043固定在承托杆203上;具体地,紧固件二采用螺栓连接在滑块2043上的螺栓,拧动螺栓使其抵住承托杆203从而将滑块2043固定在承托杆203上。滑块2043上还设置有挡片二2044,滑动滑块2043将盖板玻璃1的底部限制在滑块2043与立柱201之间,并通过紧固件二将滑块2043固定在承托杆203上。
实施例1
本实施例的盖板玻璃变形量的测量方法如下:
S1:抽取五组同型号、不同尺寸的盖板玻璃1,每组选取五片,共计二十五块盖板玻璃1,测量出每片盖板玻璃1的密度、厚度、长度、宽度和重力值;并采用激光式三坐标仪测量每片盖板玻璃1的翘曲值;随后通过前述方法测量出每片盖板玻璃1的实际变形量,测量时,根据每组盖板玻璃1的尺寸,测量均匀分布的50个点位,取测量的最大变形量为实际变形量值。测量结果如表1所示:
表1
将表1中测量出的翘曲值及实际变形量数据通过Qrigin数据统计软件进行拟合,得到翘曲值(X)与实际变形量(Y)之间的线性关系式:
Y=99.85923X-99.87686
为了验证该拟合公式的准确性,抽取三组同型号、不同尺寸的盖板玻璃1,每组五片,测量出每片盖板玻璃1的密度、厚度、长度、宽度和重力值;并采用激光式三坐标仪测量每片盖板玻璃1的翘曲值;利用上述拟合公式计算出计算变形量值;随后测量出每片盖板玻璃1的实际变形量,测量时,根据每组盖板玻璃1的尺寸,测量均匀分布的50个点位,取测量的最大变形量为实际变形量值。测量结果如表2所示:
表2
对比表2的测量结果发现,本实施例得出的拟合公式计算出的计算变形量与实际变形量的偏差在±0.1mm以内,这说明采用本发明的方法得出的变形量计算公式能够准确计算出盖板玻璃1的变形量。
本发明的测量方法利用激光式三坐标仪测量出多块盖板玻璃的翘曲值,随后再测量出其实际变形量,根据测量结果拟合出翘曲值-实际变形量之间的线性关系式,即可通过激光式三坐标仪测量出待测盖板玻璃的翘曲值,再根据该关系式计算出盖板玻璃的变形量。本发明的方法无须依赖玻璃模板,所得关系式为从盖板玻璃的实际变形量得出,计算结果真实可靠。
- 变间隙密封液压缸变形活塞唇边变形量测量装置及测量方法
- 一种玻璃变形量测量方法
- 玻璃变形量的测量方法及装置