一种用于半导体的全自动AA设备
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及半导体加工技术领域,尤其涉及一种用于半导体的全自动AA设备。
背景技术
半导体检测,用指定的方法检验测试某种物体(气体、液体、固体)指定的技术性能指标。适用于各种行业范畴的质量评定,如:土木建筑工程、水利、食品、化学、环境、机械、机器等等,所谓AA制程,即ActiveAlignment,解释为中文即主动对准,是一项确定零配件装配过程中相对位置的技术,AA制程的装置在组装每一个零配件时,设备将检测被组装的半成品,并根据被组装半成品的实际情况主动对准,然后将下一个零配件组装到位,现有生活中的涂胶检测设备,都是通过人工将产品放入到检测设备中,然后对产品进行检测,其后对不同的产品进行不同的检测方法,检测完成后手动取出,成本高,生产效率慢,拿取过过程中容易造成损坏,不能及时满足客户需求。
现有技术存在缺陷,需要改进。
发明内容
为了解决现在技术存在的缺陷,本发明提供了一种用于半导体的全自动AA设备。
本发明提供的技术文案,一种用于半导体的全自动AA设备,包括工作板,所述工作板上分别设置输送模组、检测模组、夹取模组、收料模组、静电消除器和气源模组,所述输送模组设置与所述工作板中部,所述输送模组一端顶上设置静电消除器,所述输送模组另一端顶上设置夹取模组,所述输送模组一侧设置检测模组,所述输送模组另一侧平行设置所述收料模组,所述检测模组一侧设置气源模组,所述检测模组设置为AA装置,所述AA装置包括AA架、第一AA组件,第二AA组件和检测组件,所述AA架设置与所述工作板上,所述AA架上设置第一AA组件,所述第一AA组件上设置所述第二AA组件,所述第二AA组件上设置检测组件。
优选的,所述第一AA组件包括AA底板、AA滑轨、AA电机、AA丝杆、AA滑动块和AA移动块,所述AA底板设置与AA架上,所述AA滑轨设置与AA底板上,所述AA底板一端设置AA载板,所述AA载板上设置AA电机,所述AA电机连接AA丝杆一端,所述AA丝杆另一端穿过所述AA滑动块设置,所述AA滑动块设置与所述AA滑轨内,所述AA移动块设置与所述AA滑动块上。
优选的,所述检测组件包括检测底板、检测滑轨、检测气缸、检测滑块、检测滑杆、检测架和检测器,所述检测底板设置与AA第二组件上,所述检测滑轨设置与所述检测底板上,所述检测底板侧面设置检测气缸,所述检测滑块设置于所述检测滑轨内,所述检测气缸连接所述检测滑轨一端,所述检测滑杆另一端穿过检测滑块设置,所述检测架设置与所述检测滑块上,所述检测器设置与所述检测架上。
优选的,所述静电消除器包括离子风支架、静电支板和消除器,所述离子风支架设置与工作板上且处于输送模组一端上方,所述静电支板一侧面设置与所述离子风支架一侧面,所述静电支板另一侧面上设置消除器。
优选的,所述夹取装置包括夹取架、滑动气缸、第一滑动L板、第二滑动L板、夹取滑轨、第一夹取气缸、第二夹取气缸、第一夹取夹爪和第二夹取夹爪,所述夹取架设置与工作板上,所述滑动气缸设置与所述夹取架顶上,所述夹取架一侧面设置所述夹取滑轨,所述滑动气缸分别设置第一滑动L板与第二滑动L板一端,所述第一滑动L板与第二滑动L板另一端分别通过第一滑块和第二滑块设置与所述夹取滑轨上,所述第一滑动L板与第二滑动L板一侧面上分别设置第一夹取气缸和第二夹取气缸,所述第一夹取气缸和第二夹取气缸底端分别设置第一夹取夹爪和第二夹取夹爪。
优选的,所述收料模组包括收料架、收料电机、收料轨道、收料转轴和收料轴套,所述收料架设置与工作板上,所述收料轨道设置与所述收料架上,所述收料电机设置与所述收料架一侧面,所述收料电机上设置收料轴承,所述收料轨道内设置收料转轴,所述收料转轴一端通过收料同步带与所述收料轴套连接。
优选的,所述气源模组包括气源支架、电磁阀和气源件,所述气源支架设置与工作板上,所述电磁阀和气源件平行设置且均设置与所述气源支架上。
优选的,所述工作板上设置旋转机械手。
相对于现有技术的有有益效果,本发明设置了输送模组、检测模组、夹取模组、收料模组、静电消除器和气源模组,能够实现,等待半导体产品加工完成后,放入到输送模组内,然后检测模组对其进行上下左右以及内部全方位的检测,检测完成后,夹取模组将产品放入到收料模组内,半导体产品检测过程自动完成,无需人工进行拿取和搬运,避免了对其进行损坏,成本低,生产率高,不良率底,具有良好的市场应用价值。
附图说明
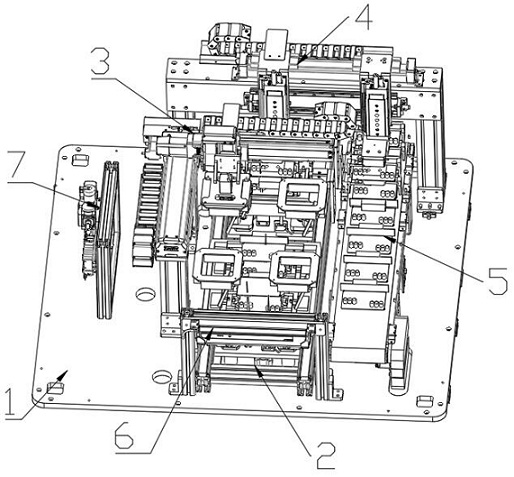
图1为本发明整体结构示意图;
图2为本发明检测模组整体结构示意图;
图3为本发明检测组件整体结构示意图;
图4为本发明静电消除器整体结构示意图;
图5为本发明夹取模组整体结构示意图。
具体实施方式
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
下面结合附图对本发明作详细说明。
如图1-图5所述的一种实施方式:一种用于半导体的全自动AA设备,包括工作板1,所述工作板1上分别设置输送模组2、检测模组3、夹取模组4、收料模组5、静电消除器6和气源模组7,所述输送模组2设置与所述工作板1中部,所述输送模组2一端顶上设置静电消除器636,所述输送模组2另一端顶上设置夹取模组4,所述输送模组2一侧设置检测模组3,所述输送模组2另一侧平行设置所述收料模组5,所述检测模组3一侧设置气源模组7,所述检测模组3设置为AA装置,所述AA装置包括AA架31、第一AA组件32、第二AA组件33和检测组件34,所述AA架31设置与所述工作板1上,所述AA架31上设置第一AA组件32,所述第一AA组件32上设置所述第二AA组件33,所述第二AA组件33上设置检测组件34;进一步的,旋转机械手将涂胶完成的或焊锡完成的半导体夹取放入到输送模组2内,输送模组2首先经过静电消除器636对半导体进行静电消除,然后检测模组3对静电消除后的产品进行上下左右前后全方位检测,检测完成后,夹取模组4将检测完成的产品夹取放置到收料模组5内,收料模组5将良品和不良品进行区分,并缓缓送出。
优选的,所述第一AA组件32包括AA底板、AA滑轨、AA电机、AA丝杆、AA滑动块和AA移动块,所述AA底板设置与AA架31上,所述AA滑轨设置与AA底板上,所述AA底板一端设置AA载板,所述AA载板上设置AA电机,所述AA电机连接AA丝杆一端,所述AA丝杆另一端穿过所述AA滑动块设置,所述AA滑动块设置与所述AA滑轨内,所述AA移动块设置与所述AA滑动块上;进一步的,AA电机带动AA丝杆进行工作,AA丝杆带动AA滑动块进行移动,AA滑动块在AA滑块内进行移动,AA移动板在AA移动滑动块上进行移动,移动的同时带动第二AA组件33进行移动。
优选的,所述检测组件34包括检测底板341、检测滑轨343、检测气缸342、检测滑块、检测滑杆、检测架344和检测器345,所述检测底板341设置与AA第二组件上,所述检测滑轨343设置与所述检测底板341上,所述检测底板341侧面设置检测气缸342,所述检测滑块设置于所述检测滑轨343内,所述检测气缸342连接所述检测滑轨343一端,所述检测滑杆另一端穿过检测滑块设置,所述检测架344设置与所述检测滑块上,所述检测器345设置与所述检测架344上;进一步的,检测气缸342带动检测滑杆进行转动,检测滑杆带动检测滑块在检测滑轨343内进行移动,检测滑块带动检测架344进行移动,检测架344带动检测器345下方输送模组2上的产品进行全方位检测。
优选的,所述静电消除器6包括离子风支架61、静电支板62和消除器63,所述离子风支架61设置与工作板1上且处于输送模组2一端上方,所述静电支板62一侧面设置与所述离子风支架61一侧面,所述静电支板62另一侧面上设置消除器63;进一步的,消除器63就是用来将加工完成的产品进行去除静电的。
优选的,所述夹取模组4包括夹取架41、滑动气缸42、第一滑动L板43、第二滑动L板44、夹取滑轨45、第一夹取气缸46、第二夹取气缸47、第一夹取夹爪48和第二夹取夹爪49,所述夹取架41设置与工作板1上,所述滑动气缸42设置与所述夹取架41顶上,所述夹取架41一侧面设置所述夹取滑轨45,所述滑动气缸42分别设置第一滑动L板43与第二滑动L板44一端,所述第一滑动L板43与第二滑动L板44另一端分别通过第一滑块和第二滑块设置与所述夹取滑轨45上,所述第一滑动L板43与第二滑动L板44一侧面上分别设置第一夹取气缸46和第二夹取气缸47,所述第一夹取气缸46和第二夹取气缸47底端分别设置第一夹取夹爪48和第二夹取夹爪49;进一步的,滑动气缸42分别带动第一滑动L板43和第二滑动L板44进行移动,第一滑动L板43和第二滑动L板44进行移动同时在夹取滑轨45上进行移动,且分别带动第一夹取气缸46和第二夹取气缸47进行移动,第一夹取气缸46和第二夹取气缸47分别带动第一夹取夹爪48和第二夹取夹爪49进行工作。
优选的,所述收料模组5包括收料架、收料电机、收料轨道、收料转轴和收料轴套,所述收料架设置与工作板1上,所述收料轨道设置与所述收料架上,所述收料电机设置与所述收料架一侧面,所述收料电机上设置收料轴承,所述收料轨道内设置收料转轴,所述收料转轴一端通过收料同步带与所述收料轴套连接;进一步的 ,收料电机带动收料轴套进行工作,收料轴套带动收料转轴进行工作,收料转轴带动收料轨道进行工作。
优选的,所述气源模组7包括气源支架、电磁阀和气源件,所述气源支架设置与工作板1上,所述电磁阀和气源件平行设置且均设置与所述气源支架上。
优选的,所述工作板1上设置旋转机械手,进一步的,旋转机械手将产品进行夹取放置到输送模组2上。
实施例二与以上不同之处在于,所述旋转机械手的旋转度为360度。
实施例三与以上不同之处在于,所述输送模组2包括输送架、第一输送模具和第二输送模具,所述第一输送模具和第二输送模具相对设置且均设置与所述输送架内。
实施例四与以上不同之处在于,所述第一输送模组2包括输送底板、输送载具和输送电机,所述输送底板设置与输送架内,所述输送底板底端设置输送电机,所述输送底板上设置输送载具,所述输送电机一端连接输送载具内。
实施例五与以上不同之处在于,所述工作板1上设置防护罩,所述防护罩用于确保产品去除静电。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种用于半导体的全自动AA设备
- 一种超广角全自动AA设备