一种磨削机
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及硬脆棒料加工的技术领域,特别涉及一种磨削机。
背景技术
现有技术中,国内外针对硬脆棒料的切方、磨面和圆角的加工过程,其传统的加工方式是单独的三道工序,即分别采用三种不同的设备流转完成单晶硅棒的整个加工过程。实际操作时,线开方机通常需要采用粘胶的方式对硬脆棒料同时进行开方处理,再将开方后的硬脆棒料单独由外圆磨床进行圆角磨削,最后再送入平面磨床进行表面磨削、抛光。
在如下文献中,还可以发现更多与上述技术方案相关的信息:
在授权公开号为CN 206578672U的中国实用新型专利中,公开了全自动单晶硅磨面倒圆一体机加工设备。该全自动单晶硅磨面倒圆一体机加工设备包括底架、切磨工作台、对中装置、粗磨动力头、精磨动力头、尺寸检测单元。本实用新型使晶棒的磨面倒圆加工在一台设备中全自动进行,无需在不同设备间转运,可有效缩短晶棒流转的流程;同时,磨削动力头采用对称布局,同时进行双面加工,成倍提高加工效率。
在授权公开号为CN 212528283U的中国实用新型专利中,本实用新型涉及一种环形线锯切割运行机构,包括机架、环形线锯切割单元和升降单元;环形线锯切割单元包括线锯切割组件和联动架,其中线锯切割组件包括主驱动组件、张紧组件和环形切割线,主驱动组件包括主驱动电机和主驱动轮,主驱动轮与主驱动电机传动连接,张紧组件包括张紧轮、张紧主轴、张紧轴承座、摆臂、摆臂转轴、摆臂轴承座、张力臂和张紧电机,张紧轮套设于张紧轴承座的侧壁上,张紧轴承座套设于张紧主轴外,摆臂一端与张紧主轴固定,另一端与摆臂转轴固定,摆臂轴承座套设于摆臂转轴外述张紧电机通过张力臂与摆臂转轴连接。
在实现本发明的过程中,发明人发现现有技术中存在如下问题:
现有的上料机构,无法保证硬脆棒料在长度方向上的中心位置位于夹持组件的指定位置,在针对不同长度的硬脆棒料时,后续的夹持装置无法对硬脆棒料进行夹取,可能硬脆棒料的一端超过夹持装置的夹持范围,而另一端在夹持装置的夹持范围内,不方便夹持装置的使用。
发明内容
为此,需要提供一种磨削机,用于解决现有的上料机构,无法保证硬脆棒料在长度方向上的中心位置位于夹持组件的指定位置,不方便夹持装置的使用的技术问题。
为实现上述目的,发明人提供了一种磨削机,用于加工硬脆棒料,包括机架、上料装置、夹料装置以及磨削装置,
所述上料装置、夹料装置以及磨削装置均设置在所述机架上,所述上料装置用于对所述硬脆棒料进行上料,所述夹料装置用于夹持所述硬脆棒料,所述磨削装置用于对所述硬脆棒料进行打磨;
所述上料装置包括上料机架、上料机构、接料机构以及调整机构;
所述上料机构与所述接料机构活动设置在所述上料机架上,所述上料机构与所述接料机构可沿所述上料机架的延伸方向相对滑动,所述调整机构相对所述上料机构设置,所述调整机构设置在所述机架上;
所述上料机构包括上料基座以及设置在所述上料基座上的夹持组件以及顶升组件,所述夹持组件设置在所述顶升组件上,所述夹持组件用于夹持所述硬脆棒料,所述顶升组件用于带动所述夹持组件在竖直方向上的运动;
所述调整机构设置在所述夹持组件的上方,所述调整机构用于调节所述硬脆棒料的位置,使所述硬脆棒料在长度方向上的中心位置位于所述夹持组件的指定位置。
区别于现有技术,上述技术方案通过上料机构用于对硬脆棒料上料,接料机构用于对加工完成后的硬脆棒料接料,上料机构、接料机构可沿上料机架的延伸方向相对滑动,方便对硬脆棒料的上料、接料;调整机构相对上料机构设置,调整机构设置在所述夹持组件的上方,所述调整机构用于调节所述硬脆棒料的位置,使所述硬脆棒料在长度方向上的中心位置位于所述夹持组件的指定位置。如此,每次上料后,通过调整机构可以调整硬脆棒料在长度方向上的中心位置,使硬脆棒料在长度方向上的中心位置位于夹持组件的指定位置,方便后续夹持装置的夹持。
作为本发明的一种实施方式,所述调整机构包括调整传动组件、两个夹持臂以及调整驱动单元,所述调整驱动单元通过所述调整传动组件分别与两个夹持臂传动连接,并同时驱动两个夹持臂相互靠近或者相互远离。
如此,通过调整驱动单元同时驱动两个夹持臂相互靠近或者相互远离,当需要对硬脆棒料的位置需要调整时,上料机构将硬脆棒料运输至两个夹持臂之间,两个夹持臂同时向内夹持,可以保证每次的硬脆棒料在长度方向上的中心位置位于调整机构的指定位置,从而调整驱动单元将两个夹持臂松开硬脆棒料,上料机构再将硬脆棒料继续上料,方便后续夹持装置的夹持。
作为本发明的一种实施方式,所述调整传动组件包括齿轮以及两个齿条,所述调整驱动单元与所述齿轮传动连接,两个齿条分别位于所述齿轮的上下两端,并分别与所述齿轮相啮合,两个齿条分别与两个夹持臂相连接。
如此,通过齿轮与两个齿条的配合,而两个夹持臂分别与两个齿条相连接,当调整驱动单元驱动齿轮转动的同时,两个齿条分别从两个方向伸出或者收回,同时驱动两个夹持臂同步放开硬脆棒料或者夹紧硬脆棒料;此时,无论硬脆棒料在上料时位于什么位置,当调整机构对硬脆棒料进行调整后,松开时,都可以保证硬脆棒料在长度方向上的中心位置与齿轮的位置是相对的,每次都可以保证硬脆棒料在长度方向上的中心位置放置在夹持组件的固定位置,从而进一步方便后续夹持装置的夹持。
作为本发明的一种实施方式,所述调整机构还包括桁架,所述桁架上设置有调整滑轨,两个夹持臂分别通过所述调整滑轨可沿所述桁架的延伸方向相对运动。
如此,两个夹持臂分别通过调整滑轨设置在桁架上,保证两个夹持臂移动的稳定性,放置夹持臂在其他方向上的位移。
作为本发明的一种实施方式,所述夹持组件包括夹持底板、限位垫块以及调节单元,所述限位垫块活动设置在所述夹持底板上,所述限位垫块用于限制所述硬脆棒料的位移,所述调节单元与所述限位垫块传动连接,所述调节单元用于调节所述限位垫块在所述夹持底板的位置。
如此,通过调节单元可以在使用过程中,可以调节限位垫块21的位置,可以适应多种尺寸的硬脆棒料,使用灵活。
作为本发明的一种实施方式,所述顶升组件包括固定座以及顶升驱动单元,所述夹持组件设置在所述固定座上,所述顶升驱动单元设置在所述固定座的一侧,所述顶升驱动单元通过传动组件与所述固定座传动连接,所述传动组件被配置为将所述顶升驱动单元输出的水平方向上的力转变为所述竖直方向上的力,从而带动所述固定座在所述竖直方向上的运动。
如此,取消了顶升油缸向上驱动的方式,通过传动组件将竖直方向上的运动改为水平方向的运动,减少了顶升驱动单元在竖直方向上的长度,顶升驱动单元就设置在固定座的一侧,方便维修人员的包养与维修。
作为本发明的一种实施方式,所述夹料装置包括夹持机架、前夹持组件以及后夹持旋转组件,
所述前夹持组件与所述后夹持旋转组件设置在所述夹持机架的下方,所述前夹持组件与所述后夹持旋转组件相对设置,所述前夹持组件与所述后夹持旋转组件之间留有夹持所述硬脆棒料的空间;
所述后夹持旋转组件被配置为与所述前夹持组件夹持所述硬脆棒料,使所述硬脆棒料被悬空夹持在所述夹持机架的下方,且所述硬脆棒料可绕轴向转动。
如此,使夹持机架在硬脆棒料的上方,避免夹持机架与粗磨动力头、精磨动力头干涉,方便粗磨动力头、精磨动力头对硬脆棒料的加工。
作为本发明的一种实施方式,所述磨削装置上设置有距离传感器,所述距离传感器朝向所述夹料装置上的所述硬脆棒料的侧面设置,所述距离传感器用于检测所述夹料装置上的所述硬脆棒料的侧面是否与磨削装置的打磨面相互平行,所述距离传感器通过滑动机构设置在所述磨削装置上。
本实施例中,磨削装置的磨削面是与水平面垂直的。
如此,通过设置在磨削装置上的距离传感器,可以检测硬脆棒料的侧面的任意三个点,从而构成一个平面,得到硬脆棒料的侧面是否与磨削装置的打磨面相互平行;由于磨削装置的磨削面是与水平面垂直的,因此,当硬脆棒料的侧面与磨削装置的打磨面相互平行时,此时的磨削量是最少的,便于磨削装置的加工。其次,由于距离传感器通过滑动机构设置在所述磨削装置上,在磨削装置对硬脆棒料的侧面进行磨削加工时,可以通过滑动机构将距离传感器收回,对距离传感器起到保护作用,避免磨削下来的屑导致距离传感器的失效或者损坏距离传感器。
作为本发明的一种实施方式,所述磨削装置上设置有三个以上所述距离传感器,三个以上所述距离传感器沿竖直方向设置,三个以上所述距离传感器相互配合用于检测硬脆棒料的侧面是否与磨削装置的打磨面相互平行;
所述磨削设备还包括控制器,所述控制器连接并控制所述后夹持旋转组件,所述控制器用于接收三个以上所述距离传感器的信号,并根据三个以上所述距离传感器传输的信号控制所述后夹持旋转组件,所述后夹持旋转组件还用于转动所述硬脆棒料。
如此,通过三个以上的距离传感器沿竖直方向设置,三个点构成一个面,可以加快检测速度,得到硬脆棒料的侧面是否与磨削装置的打磨面相互平行,若硬脆棒料的侧面并不与磨削装置的打磨面相互平行,则通过控制器控制后夹持旋转组件转动硬脆棒料,直到硬脆棒料的侧面与磨削装置的打磨面相互平行,或者硬脆棒料的侧面接近与磨削装置的打磨面相互平行·,可以有效减少磨削装置的加工量。
作为本发明的一种实施方式,所述磨削装置包括固定架、提升组件、第一磨削组件以及第二磨削组件,
所述第一磨削组件与所述第二磨削组件设置在所述固定架内,所述第一磨削组件与所述第二磨削组件沿加工方向设置;
其中,所述提升组件用于驱动所述第一磨削组件和所述第二磨削组件沿竖直方向上的移动。
如此,通过提升组件带动第一磨削组件和第二磨削组件同时向上、向下移动,可以适用不同尺寸的硬脆棒料,使用方便。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据附图获得其他的附图。
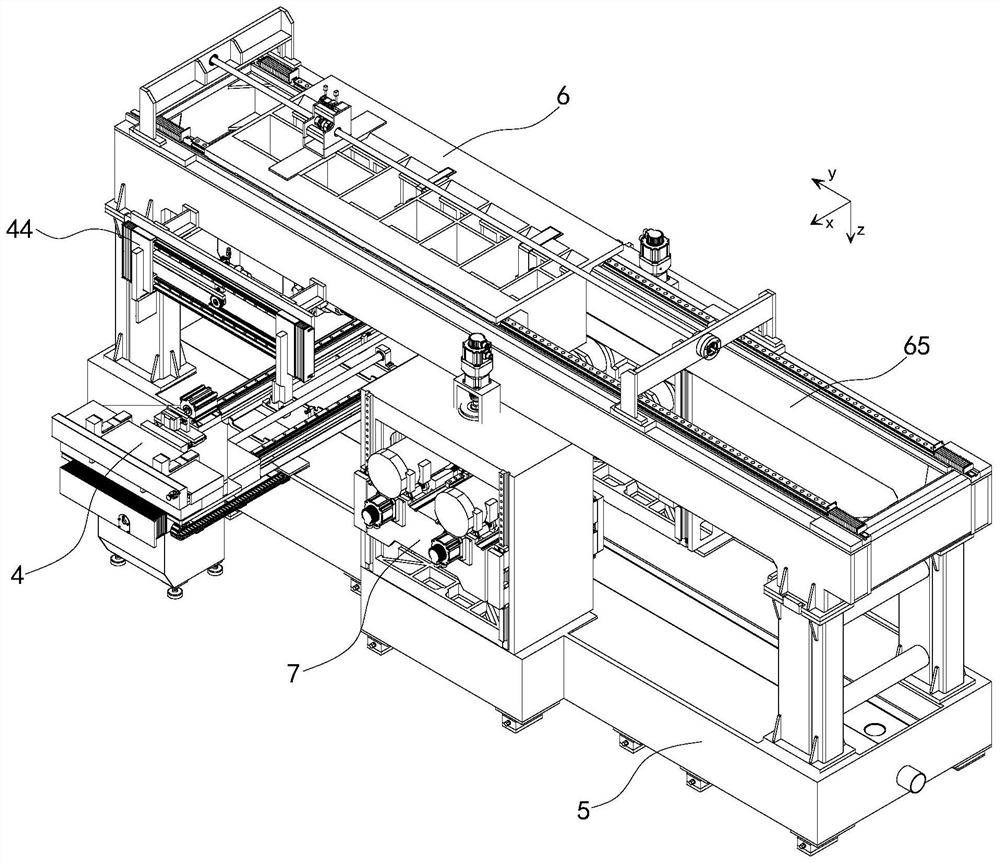
图1为本申请一个实施例的磨削设备的三维结构示意图;
图2为本申请一个实施例的上料装置的三维结构示意图;
图3为本申请一个实施例的上料装置的正视图;
图4为本申请一个实施例的调整机构的调整机构
图5为本申请一个实施例的上料机构的三维结构示意图;
图6为本申请一个实施例的上料机构的正视图;
图7为本申请一个实施例的顶升组件的三维结构示意图;
图8为本申请一个实施例的磨削装置的三维结构示意图;
图9为本申请一个实施例的磨削装置的正视图;
图10为图9中A-A处的剖视图;
图11为本申请一个实施例的磨削装置的侧视图;
图12为本申请一个实施例的磨削设备的电路框图;
图13为本申请一个实施例的上机架的三维结构示意图;
图14为本申请一个实施例的夹料装置的三维结构示意图;
图15为本申请一个实施例的夹料装置的正视图。
附图标记说明:
1、上料基座,
2、夹持组件,
21、限位垫块,
22、夹块,
23、夹紧驱动单元,
24、夹持底板,
241、夹持滑轨,
251、轮组,
252、皮带,
2521、上端皮带,
2522、下端皮带,
253、推动块,
254、调节把手,
3、顶升组件,
31、固定座,
32、顶升驱动单元,
331、第一滑轨,
332、第一滑块,
333、第二滑轨,
334、第二滑块,
34、底座板,
35、连接块,
36、丝杆,
37、直线滑动组件,4、上料装置,
41、接料机构,
42、上料机构,
43、上料机架,
44、调整机构,
441、调整传动组件,
4411、齿轮,
4412、齿条,
442、夹持臂,
443、调整驱动单元,
444、桁架,
4441、调整滑轨,
445、夹持垫块,5、机架,6、夹料装置,61、夹持机架,
611、减重孔,
62、前夹持组件,
63、后夹持旋转组件,
631、夹持端,
64、转动件,
65、上机架,
651、传动丝杆,
652、滑轨,7、磨削装置,
71、固定架,
72、提升组件,
721、提升驱动单元,
722、提升平台,
7221、提升导轨,
7222、提升滑块,
724、提升丝杆,
73、第一磨削组件,
731、第一刀盘,
734、平移导轨,
735、平移滑块,74、第二磨削组件,
741、第二刀盘,
75、距离传感器,
76、滑动机构,
761、滑动滑块,
762、滑动驱动单元,
763、滑动滑轨,
764、位置传感器,77、控制器,8、硬脆棒料。
具体实施方式
为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例并配合附图详予说明。
在本申请的描述中,除非另有明确的规定和限定,术语“第一”、“第二”、仅用于描述的目的,而不能理解为指示或暗示相对重要性;除非另有规定或说明,术语“多个”是指两个或两个以上;术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接,或电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
本说明书的描述中,需要理解的是,本申请实施例所描述的“上”、“下”、“左”、“右”等方位词是以附图所示的角度来进行描述的,不应理解为对本申请实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
现有技术中,国内外针对硬脆棒料的切方、磨面和圆角的加工过程,其传统的加工方式是单独的三道工序,即分别采用三种不同的设备流转完成单晶硅棒的整个加工过程。实际操作时,线开方机通常需要采用粘胶的方式对硬脆棒料同时进行开方处理,再将开方后的硬脆棒料单独由外圆磨床进行圆角磨削,最后再送入平面磨床进行表面磨削、抛光。
发明人发现现有的上料机构,无法保证硬脆棒料在长度方向上的中心位置位于夹持组件的指定位置,在针对不同长度的硬脆棒料时,后续的夹持装置无法对硬脆棒料进行夹取,可能硬脆棒料的一端超过夹持装置的夹持范围,而另一端在夹持装置的夹持范围内,不方便夹持装置的使用。
在本实施例中,图中箭头x所指方向为上料机构42、接料机构41运动方向或者为硬脆棒料的宽度方向,图中箭头y所指方向为硬脆棒料的长度方向,其中,箭头x所指方向与箭头y所指方向可以统称为水平方向;箭头z所指方向为竖直方向。
请参阅图1与图2,本实施例涉及一种磨削设备,包括机架5、上料装置4、夹料装置6以及磨削装置7,机架5可以为基座、支架等实施方式。其中,上料装置4设置在机架5上,上料装置4用于对硬脆棒料进行上料以及下料;夹料装置6设置在机架5上,夹料装置6用于对硬脆棒料进行夹取;硬脆棒料设置在机架5上;磨削装置7用于对硬脆棒料进行加工、对硬脆棒料的表面进行打磨。
本实施例中,上料装置4包括上料机构42以及接料机构41,上料机构42用于对硬脆棒料进行上料;接料机构41用于对加工完成后的硬脆棒料进行接料。上料机构42以及接料机构41分别可以通过滑轨可沿水平方向相对滑动。
请参阅图1、图2、图3,本实施例中,上料装置4包括上料机架43、上料机构42、接料机构41以及调整机构44;上料机构42与接料机构41活动设置在上料机架43上,上料机构42与接料机构41可沿上料机架43的延伸方向相对滑动,调整机构44相对上料机构设置;上料机构42包括上料基座1以及设置在上料基座1上的夹持组件2以及顶升组件3,夹持组件2设置在顶升组件3上,夹持组件2用于夹持硬脆棒料,顶升组件3用于带动夹持组件2在竖直方向上的运动;调整机构44设置在夹持组件2的上方,调整机构44用于调节硬脆棒料的位置,使硬脆棒料在长度方向上的中心位置位于夹持组件2的指定位置。
在实际使用过程中,并不限制调整机构44是调整硬脆棒料在长度方向上的中心位置还是硬脆棒料在宽度方向上的中心位置,均在本实施例的保护范围内。
区别于现有技术,上述技术方案通过上料机构用于对硬脆棒料上料,接料机构用于对加工完成后的硬脆棒料接料,上料机构42、接料机构41可沿上料机架43的延伸方向相对滑动,方便对硬脆棒料的上料、接料;调整机构44相对上料机构设置,调整机构44设置在夹持组件2的上方,调整机构44用于调节硬脆棒料的位置,使硬脆棒料在长度方向上的中心位置位于夹持组件2的指定位置。如此,每次上料后,通过调整机构44可以调整硬脆棒料在长度方向上的中心位置,使硬脆棒料在长度方向上的中心位置位于夹持组件2的指定位置,方便后续夹持装置的夹持。
在一些实施例中,请参阅图4,调整机构44包括调整传动组件441、两个夹持臂442以及调整驱动单元443,调整驱动单元443通过调整传动组件441分别与两个夹持臂442传动连接,并同时驱动两个夹持臂442相互靠近或者相互远离。
如此,通过调整驱动单元443同时驱动两个夹持臂442相互靠近或者相互远离,当需要对硬脆棒料的位置需要调整时,上料机构将硬脆棒料运输至两个夹持臂442之间,两个夹持臂442同时向内夹持,可以保证每次的硬脆棒料在长度方向上的中心位置位于调整机构44的指定位置,从而调整驱动单元443将两个夹持臂442松开硬脆棒料,上料机构再将硬脆棒料继续上料,方便后续夹持装置的夹持。
在本实施例中,两个夹持臂442分别通过夹持垫块445与硬脆棒料,夹持垫块445起到缓冲、保护硬脆棒料的作用。
在一些实施例中,调整传动组件441包括齿轮4412以及两个齿条4412,调整驱动单元443与齿轮4412传动连接,两个齿条4412分别位于齿轮4412的上下两端,并分别与齿轮4412相啮合,两个齿条4412分别与两个夹持臂442相连接。
如此,通过齿轮4412与两个齿条4412的配合,而两个夹持臂442分别与两个齿条4412相连接,当调整驱动单元443驱动齿轮4412转动的同时,两个齿条4412分别从两个方向伸出或者收回,同时驱动两个夹持臂442同步放开硬脆棒料或者夹紧硬脆棒料;此时,无论硬脆棒料在上料时位于什么位置,当调整机构44对硬脆棒料进行调整后,松开时,都可以保证硬脆棒料在长度方向上的中心位置与齿轮4412的位置是相对的,每次都可以保证硬脆棒料在长度方向上的中心位置放置在夹持组件2的固定位置,从而进一步方便后续夹持装置6的夹持。
在一些实施例中,调整机构44还包括桁架444,桁架444上设置有调整滑轨4441,两个夹持臂442分别通过调整滑轨4441可沿桁架444的延伸方向相对运动。
如此,两个夹持臂442分别通过调整滑轨4441设置在桁架444上,保证两个夹持臂442移动的稳定性,放置夹持臂442在其他方向上的位移。
本实施例中,调整机构44的原理为通过机械手或者人工将硬脆棒料放置在夹持组件上,夹持组件对硬脆棒料进行夹持,通过驱动上料机构在上料机架43的延伸方向的运动,将硬脆棒料运输至调整机构44的下方;再通过顶升组件将硬脆棒料顶升至调整机构44的两个夹持臂442的位置,夹持组件松开硬脆棒料;调整驱动单元443驱动齿轮4412转动,从而带动两个夹持臂442同步向内夹持硬脆棒料,保证硬脆棒料在长度方向上的中心位置与齿轮4412相对设置;然后调整驱动单元443驱动齿轮4412转动,两个夹持臂442放开硬脆棒料,硬脆棒料此时位于夹持组件的指定位置,顶升组件将硬脆棒料下降,上料机构沿上料机架43的延伸方向运动,从而运输至夹持装置的位置。如此,每次上料后,通过调整机构44可以调整硬脆棒料在长度方向上的中心位置,使硬脆棒料在长度方向上的中心位置位于夹持组件的指定位置,方便后续夹持装置的夹持。
请参阅图2至图6,本实施例中的上料机构42包括上料基座1以及设置在上料基座1上的夹持组件2以及顶升组件3;夹持组件2设置在顶升组件3上,夹持组件2用于夹持硬脆棒料,顶升组件3用于带动夹持组件2在竖直方向上的运动;其中,夹持组件2包括夹持底板24、限位垫块21以及调节单元,限位垫块21活动设置在夹持底板24上,限位垫块21用于限制硬脆棒料的位移,调节单元与限位垫块21传动连接,调节单元用于调节限位垫块21在夹持底板24的位置。
如此,本申请的技术方案通过夹持底板24、限位垫块21以及调节单元,限位垫块21活动设置在夹持底板24上,限位垫块21用于限制硬脆棒料的位移,调节单元与限位垫块21传动连接,调节单元用于调节限位垫块21在夹持底板24的位置。此时,可以在使用过程中,可以调节限位垫块21的位置,可以适应多种尺寸的硬脆棒料,使用灵活。
在一些实施例中,请参阅图5与图6所示,夹持组件2包括两个限位垫块21,两个限位垫块21分别活动设置在夹持底板24的两端,调节单元用于同时调节两个限位垫块21在夹持底板24的位置。如此,通过两个限位垫块21分别对硬脆棒料的两端进行限位,调节单元用于同时调节两个限位垫块21在夹持底板24的位置;本实施例中,可以通过调节单元调节两个限位垫块21之间的距离,以适用于多种规格长度的硬脆棒料。
在一些实施例中,调节单元包括两个轮组251、皮带252以及两个推动块253,两个轮组251分别固定在夹持底板24的两端,皮带252绕在两个轮组251上,并与两个轮组251传动连接;两个推动块253其中一个推动块253设置在一个限位垫块21的左侧,其中另一个推动块253设置在另一个限位垫块21的右侧,两个推动块253分别固定在皮带252上,皮带252被配置成当皮带252绕轮组251转动时,两个推动块253分别推动两个限位垫块21在夹持底板24上相互靠近。
本实施例中,皮带252绕轮组251顺时针转动,两个推动块253分别推动两个限位垫块21在夹持底板24上相互靠近,但是在其他实施例中,可以使皮带252绕轮组251逆时针转动,也可以使两个推动块253分别推动两个限位垫块21在夹持底板24上相互靠近,也在本实施例的保护范围内。
其中,轮组251可以为同步带轮、链轮、V型带轮、平带轮等,都在本实施例的保护范围内。
如此,当皮带252绕轮组251顺时针转动时,左侧的推动块253将左侧的限位垫块21向右推动,而右侧的推动块253将右侧的限位垫块21向左推动,从而减小的两个限位垫块21之间的距离;此时,方便控制两个限位垫块21之间的距离,转动皮带252就可以同时调节两个限位垫块21的位置。当皮带252绕轮组251逆时针转动时,左侧的推动块253远离左侧的限位垫块21,右侧的推动块253远离右侧的限位垫块21,限位垫块21需要通过人工进行复位。
在一些实施例中,调节单元还包括调节把手254,调节把手254与其中任意一个轮组251相连接,调节把手254用于驱动轮组251转动,从而带动皮带252转动。如此,通过调节把手254与其中任意一个轮组251相连接,转动调节把手254时,就可以旋转轮组251,方便操作者使用。
在一些实施例中,夹持组件2还包括夹块22以及夹紧驱动单元23,夹紧驱动单元23设置在限位垫块21的一侧,夹块22设置在夹紧驱动单元23的输出端上,夹紧驱动单元23用于驱动夹块22对位于限位垫块21上的硬脆棒料进行夹紧。如此,可以将需要加工的硬脆棒料放置在限位垫块21上;此时,硬脆棒料可以通过人工直接上料,或者通过外部的机械手上料。夹紧驱动单元23驱动夹块22对硬脆棒料进行夹紧,防止硬脆棒料在上料过程中的移动。本实施例中,通过两个限位垫块21与夹块22的配合,对硬脆棒料进行限位,限制硬脆棒料在上料过程中的位置。
在一些实施例中,夹持底板24上设置有夹持滑轨241,夹持滑轨241沿夹持底板24延伸方向设置,限位垫块21通过夹持滑轨241设置在夹持底板24上。如此,通过设置在夹持底板24的底部的夹持滑轨241,可以限制限位垫块21的位置,使限位垫块21可以平稳的沿夹持底板24的延伸方向移动。
在一些实施例中,请参阅图6所示,皮带252包括上端皮带2521以及下端皮带2522,两个推动块253其中一个推动块253固定在下端皮带2522上,另一个推动块253固定在上端皮带2521上。如此,可以很好的实现转动皮带252,可以使两个推动块253相互靠近,方便使用。
本实施例中,调节单元的使用原理为,使用前先根据硬脆棒料的长度,通过调节把手254带动皮带252转动,从而调节两个限位垫块21之间的距离,再将硬脆棒料放置在两个限位垫块21上;夹紧驱动单元23驱动夹块22对硬脆棒料进行夹紧。在其他实施例中,采用单个限位垫块21也可以对硬脆棒料进行夹紧。如此,可以在使用过程中,可以调节限位垫块21的位置,可以适应多种尺寸的硬脆棒料,使用灵活。
在一些实施例中,请参阅图7所示,顶升组件3包括固定座31以及顶升驱动单元32,夹持组件2设置在固定座31上,顶升驱动单元32设置在固定座31的一侧,顶升驱动单元32通过传动组件与固定座31传动连接,传动组件被配置为将顶升驱动单元32输出的水平方向上的力转变为竖直方向上的力,从而带动固定座31在竖直方向上的运动。
本实施例中,通过顶升驱动单元32设置在固定座31的一侧,顶升驱动单元32通过传动组件与固定座31传动连接,传动组件被配置为将顶升驱动单元32输出的水平方向上的力转变为竖直方向上的力,从而带动固定座31在竖直方向上的运动。如此,取消了顶升油缸向上驱动的方式,通过传动组件将竖直方向上的运动改为水平方向的运动,减少了顶升驱动单元32在竖直方向上的长度,顶升驱动单元32就设置在固定座31的一侧,方便维修人员的包养与维修。
在一些实施例中,传动组件为斜向直线传动组件,传动组件包括第一滑轨331以及第一滑块332,第一滑轨331倾斜设置在固定座31上,第一滑块332与第一滑轨331相互配合,并且第一滑块332可沿第一滑轨331延伸方向相对滑动;其中,顶升驱动单元32的输出端与第一滑块332相连接,顶升驱动单元32用于驱动第一滑块332沿第一滑轨331延伸方向相对移动。
如此,通过传动组件为斜向直线传动组件,顶升驱动单元32驱动第一滑块332沿倾斜的第一滑轨331滑动时,就可以驱动固定座31向上运动,从而实现将竖直方向上的运动改为水平方向的运动,其结构简单,操作方便。
在一些实施例中,传动组件还包括第二滑轨333以及第二滑块334,顶升组件3还包括底座板34,第二滑轨333设置在底座板34上,第二滑轨333沿水平方向延伸,第二滑块334与第二滑轨333相互配合,并且第二滑块334可沿第二滑轨333延伸方向相对滑动;其中,第一滑块332与第二滑块334相连接,以使第一滑块332沿第一滑轨331相对滑动时,第二滑块334沿第二滑轨333相对滑动。本实施例中,顶升驱动单元32有设置在底座板34上,顶升驱动单元32的输出端与第二滑块334相连接。如此,通过第二滑轨333设置在底座板34上,顶升驱动单元32只要驱动第二滑块334在第二滑轨333的滑动,就可以驱动第一滑块332在第一滑轨331上的滑动,结构稳定,方便加工。
在一些实施例中,固定座31的两侧均设置有一套第一滑轨331、第一滑块332、第二滑轨333以及第二滑块334,固定座31两侧的第一滑轨331、第一滑块332、第二滑轨333以及第二滑块334对称设置。如此,通过设置在固定座31两侧的两套第一滑轨331、第一滑块332、第二滑轨333以及第二滑块334,使得传动组件更加稳定,固定座31的两侧受力稳定,避免单侧受力,容易损坏零部件的问题。
在一些实施例中,传动组件还包括连接块35,连接块35分别与固定座31两侧的第二滑块334相连接,顶升驱动单元32的输出端与连接块35相连接。如此,只要驱动连接块35的移动,就可以同时驱动两个第二滑块334同时运动,保证固定座31两侧的第二滑块334的同步性。
在一些实施例中,传动组件还包括沿水平方向设置的丝杆36,连接块35上设置有与丝杆36相配合的螺纹孔,顶升驱动单元32为驱动电机,驱动电机用于驱动丝杆36转动,从而驱动连接块35在水平方向上的运动。本实施例中,顶升驱动单元32为驱动电机,驱动电机可以精确控制丝杆36转动,从而实现精确驱动连接块35在水平方向上的运动。
在一些实施例中,上料机构42还包括直线滑动组件37,顶升组件3还包括底座板34,直线滑动组件37设置在底座板34上,直线滑动组件37与夹持组件2相连接。本实施例中,上料机构42包括四个直线滑动组件37,四个直线滑动组件37分别设置在底座板34的四角;直线滑动组件37的作用是在顶升组件3对夹持组件2进行顶升时,保证夹持组件2的稳定,可以有效防止夹持组件2倾斜。
本实施例中,上料机构42的原理为:将需要加工的硬脆棒料放置在限位垫块21上,夹紧驱动单元23驱动夹块22对硬脆棒料进行夹紧,顶升驱动单元32驱动丝杆36转动,使连接块35沿水平方向运动,从而驱动第一滑块332、第二滑块334分别沿第一滑轨331、第二滑轨333运动,最终带动固定座31上升或下降、带动夹持组件2上升或下降。
请参阅图8至图12,磨削装置7上设置有距离传感器75,距离传感器75朝向夹料装置上的硬脆棒料8的侧面设置,距离传感器75用于检测夹料装置6上的硬脆棒料8的侧面是否与磨削装置的打磨面相互平行,距离传感器75通过滑动机构76设置在磨削装置7上。
本实施例中,主要能够保证待磨削的面和磨头的平面相互平行,或者和磨头的轴线垂直。本实施例中,磨削装置的打磨面是与水平面相互垂直的,硬脆棒料8最好与水平面垂直,或者与水平面接近垂直。
本实施例中,通过设置在磨削装置上的距离传感器75,可以检测硬脆棒料8的侧面的任意三个点,从而构成一个平面,得到硬脆棒料8的侧面是否与磨削装置的打磨面相互平行;由于磨削装置7的磨削面是与水平面垂直的,因此,当硬脆棒料8的侧面与磨削装置的打磨面相互平行时,此时的磨削量是最少的,便于磨削装置7的加工。其次,由于距离传感器75通过滑动机构76设置在磨削装置7上,在磨削装置7对硬脆棒料8的侧面进行磨削加工时,可以通过滑动机构76将距离传感器75收回,对距离传感器75起到保护作用,避免磨削下来的屑导致距离传感器75的失效或者损坏距离传感器75。
在一些实施例中,磨削装置上设置有三个以上距离传感器75,三个以上距离传感器75沿竖直方向设置,三个以上距离传感器75相互配合用于检测硬脆棒料的侧面是否与磨削装置的打磨面相互平行。
如此,通过三个以上的距离传感器75沿竖直方向设置,三个点构成一个面,可以加快检测速度,检测完通过计算,就可以得到硬脆棒料的侧面是否与磨削装置的打磨面相互平行,加快效率。
在一些实施例中,滑动机构76包括滑动滑块761以及滑动驱动单元762,磨削装置上设置有滑动滑轨763,三个以上距离传感器75设置在滑动滑块761上,滑动滑块761设置在滑动滑轨763上,并可沿滑动滑轨763的延伸方向相对滑动,滑动驱动单元762用于驱动滑动滑块761沿滑动滑轨763的延伸方向相对滑动。
如此,三个以上距离传感器75设置在滑动滑块761上,滑动驱动单元762用于驱动滑动滑块761沿滑动滑轨763的延伸方向相对滑动;在需要测量时,将三个以上距离传感器75伸出,在磨削装置进行磨削加工前,将三个以上距离传感器75收回,对三个以上距离传感器75进行保护,避免至少是减少距离传感器75失效、损坏。
在一些实施例中,请参阅图12,磨削设备还包括控制器77,控制器77连接并控制后夹持旋转组件63,控制器77用于接收三个以上距离传感器75的信号,并根据三个以上距离传感器75传输的信号控制后夹持旋转组件63,后夹持旋转组件63还用于转动硬脆棒料8。
如此,通过三个以上距离传感器75检测硬脆棒料的侧面位置信息,得到硬脆棒料8的侧面是否与磨削装置的打磨面相互平行,若硬脆棒料8的侧面并不与磨削装置的打磨面相互平行,则通过控制器77控制后夹持旋转组件63转动硬脆棒料8,直到硬脆棒料8的侧面与磨削装置的打磨面相互平行,或者硬脆棒料8的侧面接近与水平面垂直,可以有效减少磨削装置7的加工量。
在一些实施例中,滑动机构76还包括位置传感器764,位置传感器764用于检测滑动滑块761的位置,并将滑动滑块761的位置信号发送给控制器77,控制器77连接并控制滑动驱动单元762,控制器77还用于接收位置传感器764传输的位置信号,并根据位置传感器764传输的位置信号控制滑动驱动单元762。
如此,可以通过位置传感器764检测滑动滑块761的位置,检测完,再通过控制器77控制滑动驱动单元762,实现滑动滑块761位置的精确控制。
本实施例中,距离传感器75的原理为:在使用过程中,上料装置4将硬脆棒料8进行上料,夹料装置6对硬脆棒料8进行夹持;磨削装置7在加工硬脆棒料8前,距离传感器75通过滑动机构76伸出,检测硬脆棒料8的侧面的任意三个点,确定硬脆棒料8的侧面是否与磨削装置的打磨面相互平行;若硬脆棒料75的侧面不垂直于水平面,则通过控制器77控制后夹持旋转组件转动硬脆棒料,直到硬脆棒料的侧面与磨削装置的打磨面相互平行,或者硬脆棒料的侧面接近与水平面垂直。距离传感器75通过滑动机构76收回,磨削装置7加工硬脆棒料8,加工完成后,通过夹持旋转组件转动硬脆棒料,加工硬脆棒料8的另两个面;加工两个面时也需要距离传感器75,检测硬脆棒料8的侧面的任意三个点,重复上述步骤,最终完成硬脆棒料8的四个面的加工。
请继续参阅图8至图11,本实施例涉及一种磨削装置7,用于加工硬脆棒料,包括固定架71、提升组件72、第一磨削组件73以及第二磨削组件74,第一磨削组件73与第二磨削组件74设置在固定架71内,第一磨削组件73与第二磨削组件74沿加工方向设置,其中,提升组件72用于驱动第一磨削组件73和第二磨削组件74沿竖直方向(如图中z箭头所指方向)上的移动。
本实施例通过第一磨削组件73与第二磨削组件74沿加工方向设置,提升组件72用于驱动第一磨削组件73和第二磨削组件74沿竖直方向(如图中z箭头所指方向)上的移动。如此,通过提升组件72带动第一磨削组件73和第二磨削组件74同时向上、向下移动,可以适用不同尺寸的硬脆棒料,使用方便。
在一些实施例中,第一磨削组件73的加工精度小于第二磨削组件74的加工精度;如此,使第一磨削组件73为粗磨,第二磨削组件74为精磨,粗磨完进行精磨,方便硬脆棒料的加工。
在一些实施例中,如图8与9所示,提升组件72包括提升驱动单元721以及提升平台722,第一磨削组件73与第二磨削组件74均设置在提升平台722上,提升驱动单元721设置在固定架71上,提升驱动单元721的输出端与提升平台722传动连接,并用于驱动提升平台722沿竖直方向(如图中箭头z所指方向)相对移动。如此,可以通过提升驱动单元721驱动提升平台722沿竖直方向(如图中箭头z所指方向)上下移动,从而带动第一磨削组件73与第二磨削组件74上下运动,实现提升组件72的稳定升降。
在一些实施例中,提升组件72还包括传动单元以及提升丝杆724,提升平台722上设置有与提升丝杆724相配合的内螺纹孔,提升丝杆724穿过内螺纹孔与提升平台722传动连接,提升驱动单元721通过传动单元与提升丝杆724转动连接。如此,通过提升驱动单元721驱动丝杆转动,就可以驱动提升平台722的上下移动,精确控制提升平台722的位置。
在一些实施例中,传动单元包括提升减速机以及联轴器,提升驱动单元721为提升电机,提升驱动单元721与提升减速机传动连接,提升减速机通过联轴器与提升丝杆724传动连接。如此,通过提升减速机降低提升电机的转速,获得较大的扭矩,再通过联轴器将动力传给提升丝杆724,从而带动提升丝杆724的转动,联轴器起到稳定连接的作用。
在一些实施例中,固定架71上设置有提升导轨7221,提升平台722沿竖直方向设置,提升平台722通过提升滑块7222与提升导轨7221相互配合,提升平台722可沿提升导轨7221的延伸方向相对移动。如此,提升平台722通过提升滑块7222可以稳定设置在提升导轨7221上,提升导轨7221用于限制提升平台722其他方向的运动。
在一些实施例中,固定架71的两端均设置有一条提升导轨7221。如此,通过固定架71的两端均设置有一条提升导轨7221,提升平台722通过两端的提升滑块7222与两个提升导轨7221相配合,提高提升平台722上下移动的稳定性。
在一些实施例中,第一磨削组件73包括第一刀盘731、磨削驱动单元以及平移驱动单元,磨削驱动单元用于驱动第一刀盘731转动,从而对硬脆棒料进行磨削,提升平台722上设置有平移导轨734,磨削驱动单元与第一刀盘731通过平移滑块735设置在平移导轨734上,平移驱动单元用于驱动第一刀盘731沿水平方向靠近或者远离硬脆棒料。
如此,通过磨削驱动单元驱动第一刀盘731转动,从而对硬脆棒料进行磨削,这里的第一刀盘731为粗磨;磨削驱动单元与第一刀盘731通过平移滑块735设置在平移导轨734上,平移驱动单元可以驱动第一刀盘731、磨削驱动单元沿图中箭头x所指方向进刀或者退刀,从而实现对硬脆棒料的加工。
在一些实施例中,第二磨削组件74包括第二刀盘741、磨削驱动单元以及平移驱动单元,磨削驱动单元用于驱动第二刀盘741转动,从而对硬脆棒料进行磨削,提升平台722上设置有平移导轨734,磨削驱动单元与第二刀盘741通过平移滑块735设置在平移导轨734上,平移驱动单元用于驱动第二刀盘741沿水平方向靠近或者远离硬脆棒料。
本实施例中,第一刀盘731、第二刀盘741分别通过轴承座设置在提升平台722上。
如此,通过磨削驱动单元驱动第二刀盘741转动,从而对硬脆棒料进行磨削,这里的第二刀盘741为精磨;磨削驱动单元与第二刀盘741通过平移滑块735设置在平移导轨734上,平移驱动单元可以驱动第二刀盘741、磨削驱动单元沿图中箭头x所指方向进刀或者退刀,从而实现对硬脆棒料的加工。
在一些实施例中,可以通过齿轮齿条、伸缩油缸的方式驱动第一刀盘731、第二刀盘741的进刀或者退刀,同样的可以用电机驱动丝杆的方式实现。
本实施例中,磨削装置7的原理为:在使用过程中,将第一磨削组件73、第二磨削组件74安装在提升平台722上,上料装置4对硬脆棒料进行,夹料装置6夹紧硬脆棒料,通过硬脆棒料左右两侧的磨削装置7同时对硬脆棒料的左右两侧进行加工,根据硬脆棒料的高度,调整第一磨削组件73、第二磨削组件74的位置,使第一磨削组件73、第二磨削组件74可以加工不同高度的硬脆棒料。
请参阅图13至图15,本实施例涉及一种夹料装置6,用于夹持硬脆棒料8,包括夹持机架61、前夹持组件62以及后夹持旋转组件63,前夹持组件62与后夹持旋转组件63设置在夹持机架61的下方,前夹持组件62与后夹持旋转组件63相对设置,前夹持组件62与后夹持旋转组件63之间留有夹持硬脆棒料8的空间;后夹持旋转组件63被配置为与前夹持组件62夹持硬脆棒料8,使硬脆棒料8被悬空夹持在夹持机架61的下方,且硬脆棒料8可绕轴向转动。
本实施例通过前夹持组件62与后夹持旋转组件63设置在夹持机架61的下方,后夹持旋转组件63被配置为与前夹持组件62夹持硬脆棒料8,使硬脆棒料8被悬空夹持在夹持机架61的下方,且硬脆棒料8可绕轴向转动。如此,使夹持机架61在硬脆棒料8的上方,避免夹持机架61与粗磨动力头、精磨动力头干涉,方便粗磨动力头、精磨动力头对硬脆棒料8的加工。
在一些实施例中,夹料装置还包括上机架65,夹持机架61设置在上机架65上,夹持机架61可沿上机架65的延伸方向相对滑动。本实施例中,上机架65是设置在机架上的,上机架65可拆卸设置在机架上,方便上机架65的安装、运输。如此,夹持机架61可以通过上机架65设置在机架上,提高了夹持机架61的高度。
在一些实施例中,上机架65上设置有传动丝杆651,夹持机架61上设置有与传动丝杆651相配合的螺母,夹料装置还包括滑动驱动单元762(未示出),滑动驱动单元762与传动丝杆651传动连接,并用于驱动夹持机架61在上机架65相对运动。如此,可以通过滑动驱动单元762,转动传动丝杆651,从而实现夹持机架61在上机架65上的移动,方便控制夹持机架61的位置,滑动驱动单元762具体为驱动电机,可以精确控制传动丝杆651的转动,从而精确控制夹持机架61的位置。
在其他实施例中,滑动驱动单元762可以通过齿轮齿条、伸缩油缸的方式驱动夹持机架61在上机架65上的移动,均在本实施例的保护范围内。
在一些实施例中,请参阅图13,上机架65上设置有两个相互平行的滑轨652,夹持机架61的两侧分别通过滑块设置在滑轨652上。如此,夹持机架61的两侧分别通过两个滑块设置在滑轨652上,可以平稳的沿夹持机架61上滑轨652的延伸方向相对移动。
在一些实施例中,请参阅图14,夹持机架61上设置有两个以上的减重孔611。如此,通过减重孔611,可以减轻夹持机架61的重量。
在一些实施例中,请参阅图15,前夹持组件62通过转动件64与硬脆棒料8的一端相接触,后夹持旋转组件63通过转动件64与硬脆棒料8的另一端相接触,后夹持旋转组件63用于驱动硬脆棒料8绕轴向旋转。如此,在加工硬脆棒料8时,有两台磨削装置7分别在硬脆棒料8的两侧进行加工,加工完硬脆棒料8的两侧后,可以通过后夹持旋转组件63与转动件64的配合,对硬脆棒料8进行90°的旋转,从而可以加工硬脆棒料8的另两面,此时,一共可以加工硬脆棒料8的四个面。
在一些实施例中,前夹持组件62和/或后夹持旋转组件63可沿夹持机架61的底部前后滑动。如此,可以通过前夹持组件62和/或后夹持旋转组件63在夹持机架61的底部的前后滑动,从而对硬脆棒料8进行夹持。
在一些实施例中,后夹持旋转组件63包括夹持端631以及夹持驱动单元,夹持驱动单元用于驱动夹持端631靠近或者远离前夹持组件62,以夹持硬脆棒料8。如此,这种实施方式是前夹持组件62和后夹持旋转组件63固定在夹持机架61的底部,不动的,夹持驱动单元可以通过驱动夹持端631的伸出缩回,从而实现对硬脆棒料8进行夹持。
本实施例中,夹料装置6的原理为:在使用过程中,通过上料装置4将硬脆棒料8运输至夹料装置6的下方,夹料装置6通过后夹持旋转组件63对硬脆棒料8进行夹持,完成夹持后;滑动驱动单元762驱动夹持机架61在上机架65上运动,磨削装置7对硬脆棒料8的两个面进行加工;加工完成后,滑动驱动单元762驱动夹持机架61向后退,后夹持旋转组件63驱动硬脆棒料8绕轴向旋转90°,夹持机架61继续向前,磨削装置7对硬脆棒料8的另两个面进行加工,完成加工后,夹料装置6将硬脆棒料8放在上料装置4的接料机构上。
需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本发明的专利保护范围。因此,基于本发明的创新理念,对本文所述实施例进行的变更和修改,或利用本发明说明书及附图内容所作的等效结构或等效流程变换,直接或间接地将以上技术方案运用在其他相关的技术领域,均包括在本发明的专利保护范围之内。
- 手持式磨削机、磨削机保持单元及磨削机壳体
- 用于磨削曲轴箱的磨削机及曲轴箱磨削设备