一种氢能源电机壳螺旋水道芯的制芯模具
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及螺旋水道芯制芯技术领域,尤其是一种氢能源电机壳螺旋水道芯的制芯模具。
背景技术
氢能源电机的一体化机壳的水道芯呈螺旋结构,由于结构复杂,水道芯的制芯技术一直存在砂芯疏松的问题。现有技术中,砂芯模具型腔与电机螺旋水道芯形状一致,均呈螺旋形,模具射砂时,型腔内的空气容易顺着螺旋形状运动产生“窝气”,导致砂芯射砂不饱满疏松,严重影响螺旋水道芯的制芯质量。
发明内容
本申请针对上述现有生产技术中的缺点,提供一种氢能源电机壳螺旋水道芯的制芯模具,在构成成型腔的左右抽块和底模镶块上设置排气结构,能够将模具射砂时型腔内的空气及时排出,避免空气在型腔内形成“窝气”,减少砂芯疏松,提高螺旋水道芯的制芯质量。
本发明所采用的技术方案如下:
一种氢能源电机壳螺旋水道芯的制芯模具,包括底座,所述底座上固定模架,所述模架中心位置设置底模镶块,所述底模镶块上端面设置第一成型端面,所述第一成型端面上设置多个第一水道槽,相邻两个第一水道槽之间设置凸起的第一成型筋条,所述第一成型筋条将相邻两个第一水道槽相互隔开,第一成型筋条两端部上端面设置排气槽;底模镶块上设置多个上下贯通的第一排气孔,所述多个第一排气孔一端和多个第一水道槽一一对应连通,多个第一排气孔另一端和模具外部连通;
所述底模镶块的左右两侧各设置一个左右抽块,底模镶块的前后两端各设置一个前后抽块,模架左右两侧设置第一滑槽,左右抽块位于第一滑槽中并且能够沿着第一滑槽滑动;所述模架前后两侧分别设置第二滑槽,前后抽块位于第二滑槽中并且能够沿着第二滑槽滑动;所述底模镶块左右两侧的左右抽块相对端面上部能够密封接触,底模镶块左右两侧的左右抽块相对端面下部设置第二成型端面,左右抽块的第二成型端面与底模镶块的第一成型端面上下连接形成水道芯的外表面,底模镶块前后两端的前后抽块相对端面设置第三成型端面,前后抽块的第三成型端面能够密封接触形成水道芯的内表面,左右抽块、前后抽块和底模镶块配合形成水道芯的成型腔;
所述第二成型端面上设置多个第二水道槽,相邻两个第二水道槽之间设置凸起的第二成型筋条,第二成型筋条将相邻两个第二水道槽相互隔开;所述左右抽块下部设置多个前后贯穿的第二排气孔,多个第二排气孔一端和多个第二水道槽一一对应连通,多个第二排气孔另一端和模具外部连通。
进一步的,第一排气孔连接第一水道槽一端设置第一排气塞,第二排气孔连通第二水道槽一端设置第二排气塞。
进一步的,第一滑槽顶部左右两侧分别设置上压块,上压块连接在模架上,第一滑槽底部中心设置下滑块,下滑块连接在模架上,左右抽块上部位于两个上压块之间,左右抽块下部位于下滑块上,上压块能够限制左右抽块向上运动,下滑块能够限制左右抽块向前后方向运动。
进一步的,左右抽块尾端连接第一气缸连接块,第一气缸连接块上连接第一推动气缸的推杆端,第一推动气缸的缸体固定在第一气缸支架上,第一气缸支架连接在模架侧面。
进一步的,前后抽块尾端连接第二气缸连接块,第二气缸连接块上连接第二推动气缸的推杆端,第二推动气缸的缸体固定在第二气缸支架,第二气缸支架连接在模架侧面。
进一步的,第二滑槽顶部设置上压板,上压板连接在模架上,第二滑槽底部设置下滑板,下滑板连接在模架上,前后抽块位于上压板和下滑板之间,上压板能够限制前后抽块向上运动,下滑板能够限制前后抽块向左右方向运动。
进一步的,上压板面向底模镶块一侧设置加强块安装槽,加强块安装槽内定位连接芯头加强块,芯头加强块前端延伸到左右抽块的运动路径上并能够和左右抽块接触,芯头加强块和左右抽块配合形成水道芯的辅助通道的成型腔。
进一步的,左右抽块尾端设置第一侧顶出机构,第一侧顶出机构包括固定板,固定板通过两个固定螺栓连接左右抽块,两个固定螺栓上套装滑套,两个固定螺栓上共同连接压板,压板能够沿着滑套前后滑动,两个固定螺栓上分别套装弹簧,弹簧前端接触压板,弹簧后端接触固定板,压板前端连接顶板,顶板前端面左右两侧连接若干个复位杆,若干个复位杆前端穿过左右抽块后接触芯头加强块,顶板前端面中心位置连接若干个顶杆,若干个顶杆前端穿过左右抽块后接触成型的水道芯。
进一步的,底模镶块底部设置下顶出机构,下顶出机构包括下顶出板,下顶出板上端面固定多个下顶出杆,多下顶出杆的上端穿过底模镶块后伸入第一成型端面,下顶出板固定连接顶出板安装架,顶出板安装架上端面四角分别设置导向杆,导向杆上端和底座上下滑动连接。
本发明的有益效果如下:
本发明在构成成型腔的左右抽块和底模镶块上设置排气结构,能够将模具射砂时型腔内的空气及时排出,避免空气在型腔内形成“窝气”,减少了砂芯疏松情况的发生,提高螺旋水道芯的制芯质量;本发明在左右抽块开模时,第一侧顶出机构能够顶住底模镶块中成型的水道芯,不让水道芯跟随左右抽块一起运动,有效避免开模断芯的情况发生;本发明的芯头加强块和左右抽块配合形成水道芯的辅助通道的成型腔,芯头加强块能够起到固定水道芯的作用,防止水道芯跟随前后抽块运动,避免砂芯断芯发生。
附图说明
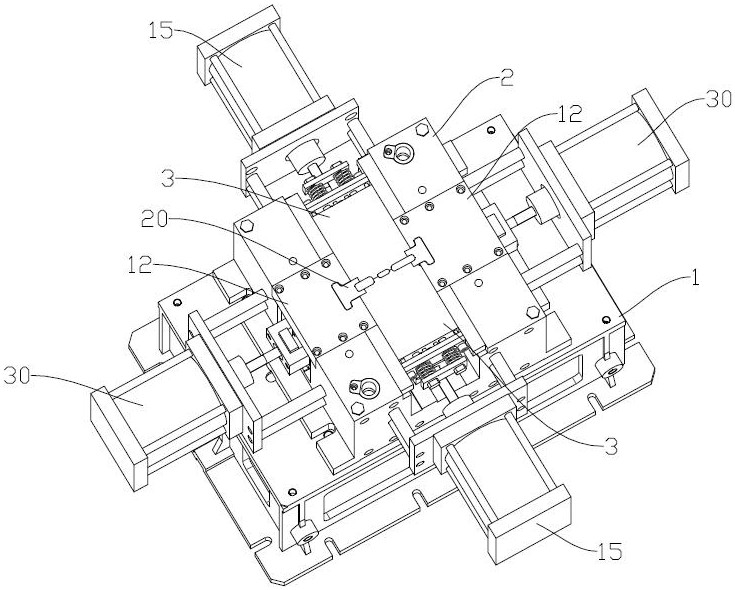
图1为本发明的立体图。
图2为本发明的模架内部结构图。
图3为本发明的左右抽块处于闭合状态立体图。
图4为本发明的前后抽块处于闭合状态立体图。
图5为本发明的左右抽块背面结构图。
图6为本发明的左右抽块正面结构图。
图7为本发明的第一侧顶出机构结构图。
图8为本发明的底模镶块结构图。
图9为本发明的下顶出机构结构图。
其中:1、底座;2、模架;3、左右抽块;5、前后抽块;6、排气槽;7、底模镶块;8、第一滑槽;9、第二滑槽;10、上压块;11、下滑块;12、上压板;13、下滑板;14、第一成型端面;14.1、第一水道槽;14.2、第一成型筋条;15、第一推动气缸;16、第一气缸支架;17、第一气缸连接块;18、第二排气孔;19、第二排气塞;20、芯头加强块;21、固定板;22、压板;23、顶板;24、弹簧;25、固定螺栓;26、滑套;27、复位杆;28、顶杆;29、第二成型端面;29.1、第二水道槽;29.2、第二成型筋条;30、第二推动气缸;31、第二气缸支架;32、第二气缸连接块;33、第一排气孔;34、下顶出杆;35、下顶出板;36、顶出板安装架;37、导向杆。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1所示,一种氢能源电机壳螺旋水道芯的制芯模具包括底座1,底座1上固定模架2,模架2中心位置设置底模镶块7。
如图8所示,底模镶块7上端面设置第一成型端面14,第一成型端面14上设置多个第一水道槽14.1,相邻两个第一水道槽14.1之间设置凸起的第一成型筋条14.2,第一成型筋条14.2将相邻两个第一水道槽14.1相互隔开。底模镶块7上设置多个上下贯通的第一排气孔33,多个第一排气孔33一端和多个第一水道槽14.1一一对应连通,多个第一排气孔33另一端和模具外部连通,第一排气孔33连接第一水道槽14.1一端设置第一排气塞,第一排气塞能够阻挡型砂流入第一排气孔33中。
在使用时,型砂沿着成型腔进入过程中,型腔内的空气沿着多个第一水道槽14.1的多个第一排气孔33及时排出,避免空气在型腔内形成“窝气”,减少了砂芯疏松情况的发生,提高螺旋水道芯的制芯质量。
如图8所示,第一成型筋条14.2两端部上端面设置排气槽6,排气槽6一端和模具外部连通,排气槽6能够将水道芯的成型腔内的空气排出,减少砂芯疏松的风险。
如图2所示,底模镶块7的左右两侧各设置一个左右抽块3,底模镶块7的前后两端各设置一个前后抽块5。模架2左右两侧设置第一滑槽8,左右抽块3位于第一滑槽8中并且能够沿着第一滑槽8滑动,从而靠近或远离底模镶块7。
本发明中左右抽块3的运动方向为左右方向,前后抽块5的运动方向为前后方向。
如图2所示,第一滑槽8顶部左右两侧分别设置上压块10,上压块10连接在模架2上,第一滑槽8底部中心设置下滑块11,下滑块11连接在模架2上。左右抽块3上部位于两个上压块10之间,左右抽块3下部位于下滑块11上,上压块10能够限制左右抽块3向上运动,下滑块11能够限制左右抽块3向前后方向运动。
如图2所示,模架2前后两侧分别设置第二滑槽9,前后抽块5位于第二滑槽9中并且能够沿着第二滑槽9滑动,从而靠近或远离底模镶块7。
如图1和图2所示,第二滑槽9顶部设置上压板12,上压板12连接在模架2上,第二滑槽9底部设置下滑板13,下滑板13连接在模架2上。前后抽块5位于上压板12和下滑板13之间,上压板12能够限制前后抽块5向上运动,下滑板13能够限制前后抽块5向左右方向运动。
如图3所示,底模镶块7左右两侧的左右抽块3相对端面上部能够密封接触,底模镶块7左右两侧的左右抽块3相对端面下部设置第二成型端面29。左右抽块3的第二成型端面29与底模镶块7的第一成型端面14上下连接形成水道芯的外表面。
如图4所示,底模镶块7前后两端的前后抽块5相对端面设置第三成型端面,前后抽块5的第三成型端面能够密封接触形成水道芯的内表面。左右抽块3、前后抽块5和底模镶块7配合形成水道芯的成型腔。
如图3所示,左右抽块3尾端连接第一气缸连接块17,第一气缸连接块17上连接第一推动气缸15的推杆端,第一推动气缸15的缸体固定在第一气缸支架16上,第一气缸支架16连接在模架2侧面。第一推动气缸15能够推动左右抽块3沿着第一滑槽8前后滑动。
如图4所示,前后抽块5尾端连接第二气缸连接块32,第二气缸连接块32上连接第二推动气缸30的推杆端,第二推动气缸30的缸体固定在第二气缸支架31,第二气缸支架31连接在模架2侧面。
在水道芯成型后,第一推动气缸15推动左右抽块3开模,同时第二推动气缸30推动前后抽块5开模。
在铝合金电机壳浇注过程中,螺旋水道芯的外表面与铝液接触面积特别大,受热严重砂芯里的树脂会产生大量气体,导致铸件气孔报废。所以螺旋水道芯制芯必须采用树脂含量低的覆膜砂进行生产,且定位芯头与螺旋本体连接处比较细,所以水道砂芯强度很低。水道芯模具设计受自身结构影响必须采用多抽块成型,抽块稍微运动不平衡就会导致砂芯断芯。
为了避免砂芯断芯,如图3和图4所示,上压板12面向底模镶块7一侧设置加强块安装槽,加强块安装槽内定位连接芯头加强块20,芯头加强块20前端延伸到左右抽块3的运动路径上并能够和左右抽块3接触,芯头加强块20和左右抽块3配合形成水道芯的辅助通道的成型腔。前后抽块5开模时,芯头加强块20能够起到固定水道芯的作用,防止水道芯跟随前后抽块5运动,避免断芯发生。
如图3所示,左右抽块3尾端设置第一侧顶出机构。如图7所示,第一侧顶出机构包括固定板21,固定板21通过两个固定螺栓25连接左右抽块3,两个固定螺栓25上套装滑套26,两个固定螺栓25上共同连接压板22,压板22能够沿着滑套26前后滑动。两个固定螺栓25上分别套装弹簧24,弹簧24前端接触压板22,弹簧24后端接触固定板21。压板22前端连接顶板23,顶板23前端面左右两侧连接若干个复位杆27,若干个复位杆27前端穿过左右抽块3后接触芯头加强块20。顶板23前端面中心位置连接若干个顶杆28,若干个顶杆28前端穿过左右抽块3后接触成型的水道芯。
在水道芯成型后,第一推动气缸15带动左右抽块3开模,左右抽块3开模离开水道芯时,弹簧24的弹力仍然带动多个顶杆顶紧水道芯,避免左右抽块3开模时拉扯水道芯侧壁导致的模断芯的情况发生。
如图5和图6所示,第二成型端面29上设置多个第二水道槽29.1,相邻两个第二水道槽29.1之间设置凸起的第二成型筋条29.2,第二成型筋条29.2将相邻两个第二水道槽29.1相互隔开。左右抽块3下部设置多个前后贯穿的第二排气孔18,多个第二排气孔18一端和多个第二水道槽29.1一一对应连通,第二排气孔18另一端和模具外部连通,第二排气孔18连通第二水道槽29.1的一端设置第二排气塞19,第二排气塞19能够阻挡型砂流入第二排气孔18中。
在使用时,型砂沿着成型腔进入过程中,型腔内的空气沿着多个第二水道槽29.1的多个第二排气孔18及时排出,避免空气在型腔内形成“窝气”,减少了砂芯疏松情况的发生,提高螺旋水道芯的制芯质量。
如图9所示,底模镶块7底部设置下顶出机构,在开模后,下顶出机构能够将底模镶块7内成型的水道芯顶出,方便操作人员从下模中取出水道芯。
如图9所示,下顶出机构包括下顶出板35,下顶出板35上端面固定多个下顶出杆34,多下顶出杆34的上端穿过底模镶块7后伸入第一成型端面14,多下顶出杆34能够接触成型的水道芯的底部,从而将水道芯顶出下模。下顶出板35固定连接顶出板安装架36,顶出板安装架36上端面四角分别设置导向杆37,导向杆37上端和底座1上下滑动连接。
本发明在构成成型腔的左右抽块3和底模镶块7上设置排气结构,排气结构和水道芯成型腔连通,排气结构能够将模具射砂时型腔内的空气及时排出,避免空气在型腔内形成“窝气”,减少了砂芯疏松情况的发生,提高螺旋水道芯的制芯质量。本发明在左右抽块3开模时,第一侧顶出机构能够顶住底模镶块7中成型的水道芯,不让水道芯跟随左右抽块3一起运动,有效避免开模断芯的情况发生;本发明的芯头加强块20和左右抽块3配合形成水道芯的辅助通道的成型腔,芯头加强块20能够起到固定水道芯的作用,防止水道芯跟随前后抽块运动,避免砂芯断芯发生。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。