快速夹紧设备、插入式工具、工具机和工具机系统
文献发布时间:2023-06-19 19:27:02
本申请是申请号为201880052074.6(国际申请号为PCT/EP2018/070744),申请日为2018年7月31日,发明名称为“快速夹紧设备、插入式工具、工具机和工具机系统”的申请的分案申请。
技术领域
本申请涉及一种快速夹紧设备、一种插入式工具、一种工具机和一种工具机系统。
背景技术
由DE 10361810 A1中已知一种用于将至少一个插入式工具布置在工具机上的快速夹紧设备,其中,快速夹紧设备包括至少一个输出单元用于使插入式工具绕着输出单元的输出轴线运动,并且包括具有至少一个能运动地支承的紧固元件的至少一个紧固单元,至少用于将插入式工具轴向紧固在输出单元上。
发明内容
本发明从一种用于将至少一个插入式工具尤其以可无需工具地紧固的方式布置在工具机、尤其角磨机上的快速夹紧设备,该快速夹紧设备具有至少一个输出单元用于使插入式工具绕着输出单元的输出轴线运动,并且具有至少一个紧固单元,该紧固单元具有尤其不能取下地装配在输出单元上的、可运动支承的至少一个紧固元件,至少用于将插入式工具轴向紧固在输出单元上。
提出,快速夹紧设备具有至少一个固定单元,该固定单元具有尤其能运动地支承的至少一个固定元件,该固定元件设置为用于尤其在至少一个运行状态、优选打开状态下将相对于输出单元至少绕着输出轴线能运动地支承的紧固元件固定成使得紧固元件不能绕着输出轴线运动。
可以有利地实现较高的操作方便性。优选,能够实现插入式工具在工具机上的简单装配和/或拆卸,由此,尤其在更换插入式工具时和/或在工具机进行运行准备时能够有利地节省时间。尤其可以借助所说明的构型有利地将快速夹紧设备的打开状态固定成使得不能自主和/或意外的关闭,由此,尤其可以提高效率和/或操作者友好性,其方式是例如能够直接、尤其在不重新打开快速夹紧设备的情况下夹紧插入式工具。有利地,快速夹紧设备仅具有少量的零件,由此尤其可以将生产成本保持得低。
优选的是,输出单元设置为用于将绕着输出轴线的旋转运动和/或振荡运动传递到借助紧固单元紧固在输出单元上的插入式工具。优选的是,输出单元按本领域技术人员已知的方式与工具机的驱动单元作用连接、尤其经由驱动单元的至少一个驱动小齿轮连接。输出单元尤其包括至少一个套筒和/或至少一个空心轴、尤其空心主轴。输出单元的旋转运动和/或振荡运动优选能由工具机的输出单元与驱动单元的共同作用而产生,该驱动单元包括至少一个电动马达。构件、尤其紧固元件“不能取下地装配”尤其应理解为:该构件、尤其紧固元件防丢失地布置在至少一个另外的构件、尤其输出单元上,和/或优选在能运作和/或准备好运作的状态下、尤其在快速夹紧设备的打开状态下和在快速夹紧设备的关闭状态下尤其不能与输出单元分开。优选的是,紧固元件防丢失地布置在输出单元上。尤其是,防丢失地布置在输出单元上的紧固元件和/或防丢失地布置在输出单元上的每个另外的构件,尤其在快速夹紧设备的打开状态和/或关闭状态下防丢失地与输出单元连接。快速夹紧设备的“打开状态”尤其应理解为快速夹紧设备的一种状态,该状态设置为用于将布置在快速夹紧设备上的插入式工具释放用于拆卸和/或将快速夹紧设备释放用于将插入式工具装配在快速夹紧设备上。快速夹紧设备的“关闭状态”尤其应理解为快速夹紧设备的一种状态,在该状态下插入式工具做好准备地紧固在输出单元上和/或在该状态下不能将插入式工具从输出单元尤其无损地拆卸。紧固元件尤其在快速夹紧设备的关闭状态下设置为用于产生力锁合和/或形状锁合以将插入式工具、尤其磨削盘保持在快速夹紧设备上。优选地,紧固元件产生、优选借助将插入式工具的至少一部分压抵输出单元的至少一部分来产生形状锁合、尤其轴向的形状锁合。能设想到,尤其附加于轴向形状锁合,紧固元件还产生在径向方向和/或周向方向上的形状锁合,其中,该周向方向位于一个平面内,该平面的面法线平行于输出轴线地延伸。“能无需工具地紧固”尤其应理解为,插入式工具在快速夹紧设备上的布置过程和/或在打开状态与关闭状态之间的切换能不使用外部工具、例如扳手、内六角扳手等地实现。紧固元件尤其以在轴向方向上平移和/或绕着输出轴线旋转的方式尤其相对于输出单元能运动地支承,其中,紧固元件的运动轴线、尤其旋转轴线优选至少基本上与输出轴线重合。输出单元将紧固元件至少部分地、尤其沿着周向方向包围,该周向方向位于一个平面内,该平面的面法线至少基本上平行于输出轴线地延伸。输出单元优选包括空心轴用于至少部分地接收紧固元件。固定单元尤其具有至少一个、优选至少两个、有利地至少三个、优选至少四个或特别优选至少多个固定元件。尤其是,固定元件尤其在打开状态下设置为用于形成与紧固元件的至少一个形状锁合,尤其用于将紧固元件固定在打开状态中。优选地,固定元件在快速夹紧设备打开之后自主地运动到固定位置中以将紧固元件固定,尤其固定成不能扭转到和/或回到关闭状态中。固定元件的自主运动尤其可以借助例如弹簧的复位力,和/或借助以马达方式、例如由固定单元的致动器产生的力来实现。能设想到,固定元件构造为能运动地支承的销柱,该销柱尤其可以圆形、多角地和/或扁平地构造,构造为可折叠的铰链、钩子、永磁体或电磁体。“设置”尤其应理解为特殊地编程、设计和/或配置。对象设置为用于特定功能,尤其应理解为,该对象在至少一个应用状态和/或运行状态下满足和/或实施该特定功能。尤其,这类快速夹紧设备能够有利地紧凑地实施,由此,尤其能够装配较小的插入式工具、例如具有100mm或更小的直径的插入式工具。
还提出,固定元件具有至少一个接触面、尤其固定元件的轴向延续部的接触面,该接触面设置为用于贴靠在紧固元件上。能够有利地实现对紧固元件的良好固定,尤其固定成不能扭转离开打开状态。可以有利地实现较高的安全性、尤其较高的运行安全性,由此,尤其可以防止操作时的伤害。此外,能够有利地借助该接触面实现可靠的形状锁合以保持紧固单元。该接触面尤其可以至少部分地平坦和/或弯曲地构造。在通过固定元件来固定紧固元件的情况下,尤其由紧固元件施加的力至少基本上垂直地作用到该接触面上。此外,能设想,紧固元件具有对应的接触面,该对应的接触面尤其具有与所述接触面至少基本上反向相关的和/或至少部分地嵌接到所述接触面中的外部形状。优选,所述接触面形成与紧固元件、尤其与紧固元件的接触面的形状锁合。固定元件优选具有另一接触面,该另一接触面设置为用于在快速夹紧设备的关闭状态下和/或在关闭过程中贴靠在插入式工具上。优选,该另一接触面在固定元件完全伸出的状态下和/或在快速夹紧设备的打开状态下相对于紧固元件的背离工具机指向的表面错开地布置。尤其是,在平行于输出轴线的背离工具机的方向看,该另一接触面布置在紧固元件的背离工具机的表面的之前。紧固元件的背离工具机的表面与所述另一接触面之间的距离至少为1mm、优选至少为3mm。由此,可以有利地实现配合的形状,该配合的形状尤其能够实现插入式工具在装配时的简单且精确配合的定向。
此外提出,固定元件能运动地支承在输出单元的至少一个输出元件上、尤其在由输出元件限界的槽口中。有利地,可以实现较高的操作方便性。尤其可以通过将固定元件支承在快速夹紧设备的另一构件上有利地防止固定元件丢失。尤其借助能运动地支承可以有利地实现固定元件的简单的激活和/或取消激活。固定元件的这类支承可以有利地实现紧凑的结构方式。固定元件尤其不能取下地装配在输出元件上和/或防丢失地布置在输出元件上。固定元件尤其能在一个、优选两个或优选在三个空间方向上运动,其中,尤其至少一个空间方向或这些空间方向中的至少一个至少基本上平行于输出轴线地延伸。尤其是,固定元件布置在输出单元的面对快速夹紧设备的工具接收部的、沿着输出轴线看在下部的部分中。由输出元件限界的槽口尤其可以构造为套筒、孔或圆形和/或多角形的管,该套筒优选与输出元件一件式地连接。由此可以有利地将施加在固定元件上的力导出到稳定的输出元件上,由此可以实现高的稳定性。尤其是,固定元件能至少部分地缩回和伸出槽口。“一件式”尤其应理解为至少材料锁合地连接,例如通过焊接工艺、粘合工艺、注塑工艺和/或对本领域技术人员而言有意义的其他工艺,和/或有利地理解为成型为一个件,例如通过由铸件制造和/或通过以单组分或多组分注塑方法制造并且有利地由单个毛坯制造。
此外提出,固定单元具有至少一个固定弹簧,该固定弹簧以弹簧力朝固定元件的固定位置的方向预紧固定元件。有利地,可以实现简单的可操作性,其方式尤其是:尤其在调设到快速夹紧设备的打开状态之后固定元件可以自主地占据固定位置。此外,可以有利地、尤其由固定弹簧的复位力防止固定元件的意外解除固定。固定弹簧的弹簧力尤其至少部分地沿至少基本上平行于输出轴线的方向定向。固定弹簧尤其设置为使固定元件自主地偏移到闭锁位置中,该闭锁位置设置为用于闭锁紧固元件使得不能扭转。固定弹簧尤其可以构造为弯曲弹簧、扭转弹簧、优选压缩弹簧和/或拉伸弹簧、空气弹簧和/或盘形弹簧。
此外提出,紧固单元具有至少一个夹紧弹簧,该夹紧弹簧在至少一个运行状态下产生夹紧力,该夹紧力借助经由紧固元件的传递引起作用到固定元件上的压紧力。尤其可以实现有利的力传递。有利地,可以优化为了打开和关闭快速夹紧设备所需要的力量消耗,其方式尤其是能够将在打开时所消耗的力借助夹紧弹簧有利地存储直至关闭过程。此外,可以有利地实现自主运行的关闭过程。可以有利地实现较高的操作者友好性和/或简单的可操作性。夹紧弹簧尤其可以构造为弯曲弹簧、扭转弹簧、优选压缩弹簧和/或拉伸弹簧、空气弹簧和/或盘型弹簧。尤其,紧固元件将夹紧弹簧的夹紧力直接、优选无中间连接元件地、以紧固元件的压紧力传递到固定元件上。尤其是,夹紧弹簧至少部分地布置在紧固单元、尤其紧固元件内部。夹紧弹簧“至少部分地布置在紧固元件内部”尤其应理解为,紧固元件将夹紧弹簧在周向方向上至少直至50%地包围、优选至少直至70%地包围或优选至少直至90%地包围,该周向方向在一个平面内延伸,该平面的面法线平行于输出轴线地延伸。优选地,夹紧弹簧将另一夹紧力间接地、尤其经由快速夹紧设备的凸轮传动机构传递到紧固元件上。尤其,夹紧弹簧的纵向力在此尤其经由凸轮传动机构产生扭矩。凸轮传动机构将扭矩有利地、尤其经由螺纹转换成在轴向方向上的夹紧力。由此,有利地使紧固元件在相对于输出单元绕着输出轴线扭转的情况下,尤其同时地、在轴向方向上相对于输出元件运动。
还提出,紧固元件从可由固定元件紧固的位置出发的最大可能轴向偏移最多为10mm、有利地最多为6mm、优选最多为2mm,优选最多为1mm或特别优选最多为0.4mm。有利地可以提高灵活性,其方式尤其是:能将具有不同厚度的多个不同的插入式工具夹紧到快速夹紧设备中。可以有利地实现快速夹紧设备的紧凑构型。此外,可以有利地实现紧固元件的防丢失性,其方式尤其是紧固元件在快速夹紧设备中的最大可能偏移是确定的。此外,紧固元件、尤其紧固元件的在轴向方向上终止该紧固元件的部分在打开状态和关闭状态之间的最小轴向位置差最少为0.15mm,优选最少为0.5mm或优选最少为1.0毫米。
此外提出,快速夹紧设备具有凸轮传动机构,该凸轮传动机构设置为用于使紧固元件至少在两个端部位置之间来回运动,其中,端部位置之一是能通过固定单元紧固的位置。尤其可以实现有利的力传递和/或力转换。有利地,可以有利地提高操作者友好性,其方式尤其是:简单的操作者手操作、例如按下按键和/或对杠杆进行调节能够转换成紧固元件的更复杂的运动、例如旋转运动中。尤其是,凸轮传动机构设置为用于将尤其快速夹紧设备的解锁销柱的直线运动至少部分地转换成尤其紧固元件的旋转运动。“端部位置”尤其应理解为在打开状态下的位置和/或在关闭状态下的位置。“能通过固定单元紧固的位置”尤其应理解为在打开状态下的位置。优选的是,“凸轮传动机构”设置为用于将直线运动转换成与直线运动至少部分不同的运动、例如旋转运动或将与直线运动至少部分不同的运动转换成直线运动。
此外提出,快速夹紧设备具有至少一个凸轮传动机构,其中,输出元件具有槽口,该槽口构成凸轮传动机构的凸轮传动元件,并且尤其构造成具有相对于输出轴线成角度的走向的轨迹曲线。尤其可以实现有利的力传递和/或力转换。借助这类凸轮传动机构可以有利地强制构件相对于输出单元运动。“凸轮传动元件”尤其应理解为凸轮传动机构的一个元件,该元件至少直接地有助于通过凸轮传动机构的力转换和/或力传递。凸轮传动元件的轨迹曲线尤其可以具有直的走向、简单成角度的走向、多次折弯的走向、螺旋形的走向或其他走向。
此外提出,快速夹紧设备具有至少一个凸轮传动机构,该凸轮传动机构具有至少一个、尤其另外的凸轮传动元件,该另外的凸轮传动元件尤其可直线运动和/或旋转运动地至少部分布置在紧固元件内部。尤其可以实现有利的力传递和/或力转换。此外,可以有利地实现紧凑的结构方式。尤其是,尤其所述另外的凸轮传动元件设置为用于至少部分地嵌接到与尤其所述另外的凸轮传动元件不同的凸轮传动元件中。尤其,尤其所述另外的凸轮传动元件与不同于尤其所述另外的凸轮传动元件的凸轮传动元件的相互配合引起尤其具有凸轮传动元件的两个构件相对彼此旋转。尤其所述另外的凸轮传动元件“至少部分地布置在紧固元件内部”尤其应理解为,紧固元件将尤其所述另外的凸轮传动元件在周向方向上至少直至50%地包围、优选至少直至70%地包围、或优选至少直至90%地包围,该周向方向位于一个平面内延伸,该平面的面法线平行于输出轴线地延伸。
此外提出,输出单元具有至少一个扭矩传递元件,该扭矩传递元件在紧固元件的至少一个位置、尤其构成快速夹紧设备的打开状态的位置中与紧固元件、尤其与紧固元件的锁定件至少基本上叠合地构造。有利地,尤其通过较大的形状锁合覆盖能够实现从输出单元到插入式工具的良好的力传递、尤其扭矩传递。此外,可以有利地实现插入式工具在快速夹紧设备中的简单装配,其方式尤其是使插入式工具在装配时能够良好地运动经过紧固元件的至少一部分。此外,可以有利地实现在快速夹紧设备的关闭状态和打开状态之间的简单的、视觉上的区分可能性,其方式尤其是在打开状态下存在叠合性,该叠合性在关闭状态下不存在。扭矩传递元件尤其至少部分地具有星形、十字形、多边形、椭圆形的形状或外轮廓和/或另外的不旋转对称的几何图形。“锁定件”尤其应理解为紧固元件的一部分,该部分设置为用于在至少一个运行状态下优选借助至少部分地遮盖插入式工具和扭矩传递元件的毂来产生用于保持插入式工具的形状锁合。因此,可以有利地传递较大的轴向力和/或扭矩,由此,尤其能够可靠地接收和/或可靠地运行具有较大直径、例如直至230mm的直径、尤其在150mm至230mm的范围内或优选大于230mm的直径的插入式工具。尤其是,锁定件与紧固元件一件式地构造。锁定件尤其至少部分地具有星形、十字形、多边形、椭圆形的形状或外轮廓和/或另外的不旋转对称的几何图形。
还提出,紧固单元、尤其紧固元件具有至少一个螺纹,该螺纹构造为梯形螺纹或锯齿螺纹。能够有利地将运动时的摩擦保持得较低。此外,尤其能够实现对运动、尤其对紧固元件的至少两个端部位置之间的旋转运动和平移运动的有利引导。尤其附加于将插入式工具形状锁合地保持在快速夹紧设备中,螺纹在关闭状态下有利地产生用于将插入式工具保持在快速夹紧设备中摩擦锁合。有利地,可以避免尤其在输出元件、紧固元件和/或插入式工具之间产生配合铁锈。螺纹尤其具有至少1mm、优选2mm、有利地3mm、优选4mm或特别优选6mm的导程。紧固元件在两个端部位置之间运动时尤其旋转整转的至少十二分之一、优选整转的至少十分之一、有利地整转的至少八分之一、优选整转的至少四分之一或者特别优选整转的至少一半。螺纹尤其构造为外螺纹。输出元件尤其具有与该螺纹对应的螺纹,该对应的螺纹尤其构造为内螺纹。输出元件的螺纹尤其与输出元件一件式地构造。紧固元件的螺纹尤其与紧固元件一件式地构造。
此外,提出一种插入式工具、尤其磨削盘,该插入式工具具有至少一个附接装置,该附接装置至少基本上与快速夹紧设备的紧固元件和/或扭矩传递元件的轮廓对应地构造。可以有利地实现较高的操作方便性。优选地,能够实现插入式工具在工具机上的简单装配和/或拆卸,由此,尤其在更换插入式工具时和/或在工具机进行运行准备时能够有利地节省时间。可以有利地实现良好的力传递、尤其良好地通过插入式工具接收扭矩。插入式工具尤其可以构造为磨削盘、锯片、磨削板、扇轮、砂轮、粗磨砂轮、毛轮和/或刷子。附接装置尤其构造为插入式工具的优选贯通的和/或对中的槽口。插入式工具的内轮廓尤其与扭矩传递元件和/或紧固元件的外轮廓对应。
此外,提出一种工具机、尤其角磨机,其具有至少一个根据本发明的快速夹紧设备。可以有利地实现较高的操作方便性。优选地,能够实现插入式工具在工具机上的简单的装配和/或拆卸,由此,尤其在更换插入式工具时和/或在工具机进行运行准备时可以有利地节省时间。
此外,提出一种工具机系统,其具有至少一个工具机、尤其角磨机并且具有至少一个插入式工具,该工具机、尤其角磨机具有至少一个快速夹紧设备。可以有利地实现较高的操作方便性。优选地,能够实现插入式工具在工具机上的简单的装配和/或拆卸,由此,尤其在更换插入式工具时和/或在工具机调设时可以有利地节省时间。
根据本发明的快速夹紧设备、根据本发明的工具机、根据本发明的插入式工具和/或根据本发明的工具机系统在此不应被限于上述应用方式和实施方式。根据本发明的快速夹紧设备、根据本发明的工具机、根据本发明的插入式工具和/或根据本发明的工具机系统为了实现在此所说明的功能方式尤其可以具有与单个元件、构件和单元的在此所提及数量不同的数量。
附图说明
由下面的附图说明得到进一步的优点。在附图中示出本发明的实施例。附图、说明和权利要求包含多个特征的组合。本领域技术人员也可以将这些特征单独地考虑并且概括成有意义的进一步的组合。
附图示出:
图1具有插入式工具并且具有工具机的工具机系统的示意图,该工具机具有快速夹紧设备,
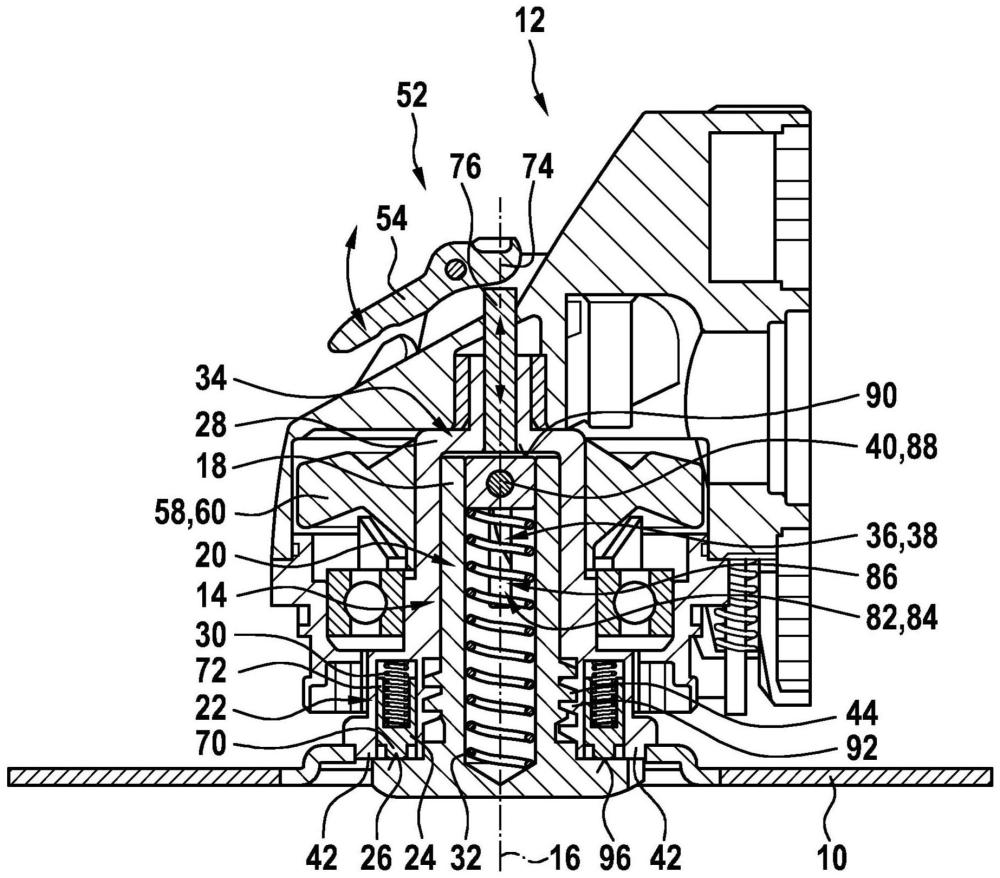
图2工具机和快速夹紧设备的截面的示意图,
图3快速夹紧设备在打开状态下的示意性立体图和
图4快速夹紧设备在具有插入式工具的关闭状态下的示意性底面图。
具体实施方式
图1示出具有工具机12和插入式工具10的工具机系统,该工具机具有壳体78。工具机12构造为角磨机。插入式工具10构造为磨削盘。插入式工具10具有附接装置46(参见图4)。附接装置46构造为连贯的槽口50。
工具机12具有快速夹紧设备。该快速夹紧设备设置为用于将至少一个插入式工具10布置在工具机12上。工具机12具有操纵器件52用于打开和关闭快速夹紧设备。操纵器件52构造为拉杆54。拉杆54具有偏心件74。操纵器件52、尤其借助偏心件74设置为用于使快速夹紧设备的解锁销柱76(参见图2)在轴向方向上运动。解锁销柱76设置为用于在解锁销柱76运动进到工具机12的壳体78中的情况下解锁快速夹紧设备。在快速夹紧设备锁定的情况下,解锁销柱76从工具机12的壳体78运动离开。在图1中所示出的操纵器件52处于关闭状态中。工具机12具有驱动单元56。驱动单元56至少设置为用于提供运动能量,该运动能量设置为用于使插入式工具10运动、尤其旋转。驱动单元56布置在壳体78中。
在图2中示出快速夹紧设备的中间截面。快速夹紧设备具有输出单元14。输出单元14设置为用于使插入式工具10绕着输出单元14的输出轴线16运动。输出单元14具有输出元件28。输出元件28构造为柱形的空心轴。输出元件28绕着输出轴线16对中地布置。
工具机12具有力传递元件58,用于传递、尤其接收由驱动单元56产生的力。力传递元件58构造为盘形齿轮60。盘形齿轮60与输出元件28力锁合地连接。盘形齿轮60借助本领域技术人员熟悉的措施、例如驱动小齿轮和驱动轴(未示出)与驱动单元56连接。盘形齿轮60能通过驱动单元56被旋转驱动。
快速夹紧设备具有紧固单元20。紧固单元20设置为用于将插入式工具10轴向地紧固在输出单元14上。紧固单元20具有紧固元件18。紧固元件18防丢失地布置在输出单元14、尤其输出元件28上,和/或不能取下地装配在输出单元14、尤其输出元件28上。紧固元件18具有锁定件66。锁定件66与紧固元件18一件式地构造。沿着输出轴线16看,锁定件66布置在背离输出单元14的下侧。锁定件66具有呈成夹角的十字形式的轮廓48。锁定件66设置为用于产生形状锁合以将插入式工具10保持在输出元件28和锁定件66之间。
紧固单元20、尤其紧固元件18具有螺纹44。紧固单元20的螺纹44构造为梯形螺纹或锯齿螺纹。紧固单元20的螺纹44与紧固元件18一件式地构造。紧固单元20的螺纹44构造为外螺纹。输出单元14具有另一螺纹92。另一螺纹92与输出元件28一件式地构造。另一螺纹92构造为内螺纹。另一螺纹92构造为梯形螺纹或锯齿螺纹。紧固单元20的螺纹44与另一螺纹92相对应。
紧固元件18能运动地支承。紧固元件18相对于输出单元14绕着驱动轴线16能运动地支承。紧固元件18相对于输出单元14在输出轴线16的方向上能运动地支承。快速夹紧设备具有固定单元22。固定单元22具有两个固定元件24。紧固元件18从可通过固定元件24紧固的位置出发的最大可能轴向偏移最多为10mm。紧固元件18的最大可能轴向偏移由螺纹44的导程和/或另一螺纹92的导程预给定。固定元件24能运动地支承。固定元件24设置为用于将紧固元件18固定使得紧固元件18不能绕着输出轴线16运动。在通过固定元件24固定紧固元件18的情况下,固定元件24借助形状锁合防止紧固元件18旋转。
固定元件24具有接触面26。接触面26设置为用于贴靠在紧固元件18上。固定元件24具有轴向延续部70。接触面26布置在轴向延续部70上。固定元件24具有另一接触平面96。另一接触面96设置为用于在至少一个运行状态下贴靠在插入式工具10上。
固定元件24能运动地支承在输出单元14的输出元件28上。固定元件24支承在由驱动元件28限界的套筒72中。固定元件24以能缩回到套筒72中并且能从套筒72伸出的方式支承。套筒72与输出元件28一件式地构造。固定单元22具有至少一个固定弹簧30。固定单元22的每个固定元件24具有固定弹簧30。固定弹簧30将固定元件24以弹簧力朝固定元件24的固定位置的方向预紧。在图2中示出的固定弹簧30处于夹紧状态下。借助固定弹簧30,在没有被紧固元件18卡挡的情况下,固定元件24从套筒72离开地运动。
紧固单元20具有夹紧弹簧32。紧固单元20、尤其紧固元件18包围夹紧弹簧32。夹紧弹簧32布置在紧固单元20、尤其紧固元件18内部。夹紧弹簧32构造为压缩弹簧。图2示出处于卸载状态下的夹紧弹簧32。夹紧弹簧32在至少一个运行状态(参见图3)下产生夹紧力,该夹紧力借助经由紧固元件18的传递引起作用到固定元件24的接触面26上的压紧力。固定元件24在至少一个运行状态下防止夹紧弹簧32的卸载,其方式是该固定元件阻碍紧固元件18旋转。
快速夹紧设备具有凸轮传动机构34。凸轮传动机构34设置为用于使紧固元件18至少在两个端部位置之间来回运动,其中,端部位置之一是可通过固定单元22紧固的位置。凸轮传动机构34具有多个凸轮传动元件38,40,82。
输出单元14具有凸轮传动元件38。输出单元14的凸轮传动元件38构造为在输出元件28中的槽口36。输出单元14的凸轮传动元件38构造成具有相对于输出轴线16成夹角的走向的轨迹曲线80。紧固单元20具有凸轮传动元件82。紧固单元20的凸轮传动元件82构造为在紧固元件18中的槽口84。紧固单元20的凸轮传动元件82构成具有与输出轴线16平行的走向的轨迹曲线86。凸轮传动机构34的与输出单元14和紧固单元20的凸轮传动元件38,82不同的凸轮传动元件40构造为可运动的凸轮传动元件88。凸轮传动机构34的凸轮传动元件40、尤其可运动的凸轮传动元件88至少部分地布置在紧固元件18内部。凸轮传动机构34的凸轮传动元件40、尤其可运动的凸轮传动元件88可轴向运动地布置。凸轮传动机构34的凸轮传动元件40、尤其可运动的凸轮传动元件88可旋转运动地布置。凸轮传动机构34的凸轮传动元件40、尤其可运动的凸轮传动元件88至少部分地嵌接到输出单元14的凸轮传动元件38和/或紧固单元20的凸轮传动元件82中。凸轮传动机构34的凸轮传动元件40、尤其可运动的凸轮传动元件88具有接触面90,该接触面设置为用于在至少一个运行状态下贴靠在解锁销柱76上。
解锁销柱76压入到工具机12的壳体78中引起凸轮传动机构34的凸轮传动元件40、尤其可运动的凸轮传动元件88的轴向偏移。通过可运动的凸轮传动元件88到输出单元14的凸轮传动元件38中的嵌接接触,可运动的凸轮传动元件88遵循输出单元14的凸轮传动元件38的成夹角的轨迹曲线80,这引起可运动的凸轮传动元件88的旋转运动。嵌接到紧固单元20的凸轮传动元件82中的可运动的凸轮传动元件88的旋转运动强制使布置在可运动的凸轮传动元件88与输出单元14之间的紧固元件18旋转。
输出单元14具有至少一个扭矩传递元件42。扭矩传递元件42设置为用于将扭矩从输出单元14传递到插入式工具10上。扭矩传递元件42与输出元件28一件式地构造。扭矩传递元件42具有呈成角度的十字形式的外轮廓68(参见图3)。扭矩传递元件42设置为用于借助外轮廓68在装配状态下形成与插入式工具10的形状锁合。
扭矩传递元件42的外轮廓68在紧固元件18的至少一个位置中与紧固元件18、尤其紧固元件18的锁定件66(参见图3)叠合地构造。扭矩传递元件42的外轮廓68在插入式工具10的至少一个位置中与插入式工具10的附接装置46叠合地构造。附接装置46、尤其附接装置46的内轮廓94与快速夹紧设备的紧固元件、尤其锁定件18的轮廓48对应地构造。
可运动的凸轮传动元件88的尤其在夹紧弹簧32夹紧的情况下的、位移为X的运动引起紧固元件18的旋转角度α。该旋转尤其借助螺纹44和/或另一螺纹92引起取决于螺纹44和/或另一螺纹92的导程S的轴向偏移。因此,该轴向偏移为α/360°*S。夹紧弹簧32的夹紧力相对于紧固元件18的夹紧力的转变比为U=X*360°*S/α。由此紧固元件18的夹紧力是夹紧弹簧32的夹紧力的U倍。
在示出的实施例中,在可运动的凸轮传动元件88的最大偏移的情况下,X=11cm,α=36°且S=3mm。转变比在示出的实施例中为U=37。