一种具有沟槽的抛光垫及其制备方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及一种抛光垫制备方法,尤其是涉及一种具有沟槽的抛光垫及其制备方法。
背景技术
电子晶圆是由沉积不同层化材料而形成,如硅圆片即是层化材料的基材之一,当每一个新的材料层被沉积上时,常需要使用研磨或抛光的步骤,以去除多余的沉积层材料,以使晶圆平坦化,因此该抛光的过程常被称为化学机械抛光平坦化(Chemical MechanicalPolishing,CMP)。由于晶圆是由各种不同的薄膜材料层所堆积形成,因此必须经过多次的CMP抛光步骤,才能将材料层从晶圆的表面均匀去除,达到平坦化的目的。
通常在进行化学机械抛光作业时,会于晶圆与抛光垫之间导入化学抛光液,沉积的薄膜材料层通过与化学抛光液所产生的化学作用,或通过与化学抛光液中的颗粒发生机械作用,实现移除晶圆表面多余的薄膜层。但是由于抛光液存在于抛光垫与晶圆之间,容易使抛光垫与晶圆之间完全贴合,导致抛光垫与晶圆之间的摩擦力消失。因此为了使抛光作业达到较佳的抛光效果,目前最为普遍的作法是在抛光垫的表面上刻设沟槽,一方面沟槽可增加抛光垫与晶圆之间的摩擦力,另一方面可确保抛光液均匀分布于抛光垫的表面上,同时可使得悬浮于抛光液中的研磨颗粒和抛光碎屑经顺着沟槽流出抛光垫表面。
抛光垫制备过程中,一般使用刻槽机在抛光垫加工沟槽,制备具有不同形状沟槽的CMP抛光垫。在沟槽雕刻过程中,如果刻槽机切割速率过大,刀具对抛光垫的切削力增强,由此摩擦产生的热量短时间内会急剧升高,使接触部位的聚氨酯软化,产生熔融状碎屑,堵塞沟槽,进而影响后续抛光液在沟槽中的分布及流动,降低平坦化效果。如果切割速率过小,一方面会降低生产效率,另一方面,过低的切削力会降低沟槽表面的平整度,也会影响抛光液的流动效果,降低抛光垫的平坦化作用。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种具有沟槽的抛光垫及其制备方法,以提高沟槽表面的加工质量,进而提高抛光垫抛光效果。
本发明的目的可以通过以下技术方案来实现:
一种具有沟槽的抛光垫制备方法,包括如下步骤:
采用车削工具对抛光层的表面进行车削加工,所述车削工具沿预设方向移动,并在所述抛光层的表面形成沿所述预设方向延伸的沟槽;
所述车削工具沿所述预设方向的移动速率满足如下公式的拟合关系:
v=Ah+B
其中,v为所述车削工具沿预设方向的移动速率,单位为cm/s,h为所述抛光层的邵氏硬度为,单位为HD,ρ为所述抛光层的密度,单位为g/cm
与现有技术相比,本发明的抛光垫制备方法,采用车削工具在抛光层的表面切削形成沟槽,从而抛光垫在抛光过程中,沟槽可以存储抛光液,使抛光液均匀地分布在抛光垫与晶圆之间,同时沟槽还可以将抛光产生的碎屑排除,进而提高了抛光效率和抛光平坦度。当车削工具的移动速率与抛光垫的密度、邵氏硬度满足公式的拟合关系时,车削工具可以在保证加工效率的情况下防止沟槽表面产生熔融碎屑。因此可以针对不同密度、不同邵氏硬度的抛光垫使用不同的移动速率,一方面避免移动速率过高产生的摩擦热量熔融抛光垫表面,另一方面防止移动速率过低影响切割平整度,有效提高了沟槽表面的加工效果。
在其中一个实施例中,所述抛光层的密度满足:0.6g/cm
在其中一个实施例中,所述抛光层的邵氏硬度满足:50HD≤h≤80HD。
在其中一个实施例中,在所述采用车削工具对抛光层的表面进行车削加工之前,还包括如下步骤:
采用聚氨酯发泡体制备所述抛光层。
在其中一个实施例中,所述聚氨酯发泡体包括异氰酸酯封端的预聚体、固化剂和中空微球体。
在其中一个实施例中,所述聚氨酯发泡体还包括聚氨基甲酸酯、聚醚脲、聚异氰酸脲酯、聚脲、聚氨酯脲中的任意一种或其至少两种的共聚物或混合物。
在其中一个实施例中,所述采用聚氨酯发泡体制备所述抛光层包括如下步骤:
采用所述聚氨酯发泡体浇注形成聚氨酯浇注体;
将所述聚氨酯浇注体冷却至室温后,对所述聚氨酯浇注体进行水平切片,形成多个所述抛光层。
在其中一个实施例中,所述方法还包括如下步骤:
采用无纺布浸渍聚氨酯,制备得到抛光垫的缓冲层;
将所述缓冲层与所述抛光层叠层连接,所述抛光层上背向所述缓冲层的一面设置所述沟槽。
在其中一个实施例中,所述方法还包括如下步骤:
在所述缓冲层上背向所述抛光层的一面设置背胶层。
一种具有沟槽的抛光垫,采用所述的抛光垫制备方法制备得到。
与现有技术相比,本发明采用上述制备方法制备的具有沟槽的抛光垫,采用车削工具在抛光层的表面切削形成沟槽,从而抛光垫在抛光过程中,沟槽可以存储抛光液,是抛光液均匀地分布在抛光垫与晶圆之间,同时沟槽还可以将抛光产生的碎屑排除,进而提高了抛光效率和抛光平坦度。由于沟槽加工过程中,车削工具的移动速率与抛光垫的密度、邵氏硬度满足公式的拟合关系,即可以针对不同密度、不同邵氏硬度的抛光垫使用不同的移动速率,一方面避免移动速率过高产生的摩擦热量熔融抛光垫表面,另一方面防止移动速率过低影响切割平整度,有效提高了沟槽表面的加工效果,进而提高了抛光液在沟槽内的流动效果,保证了抛光垫的抛光效果。
附图说明
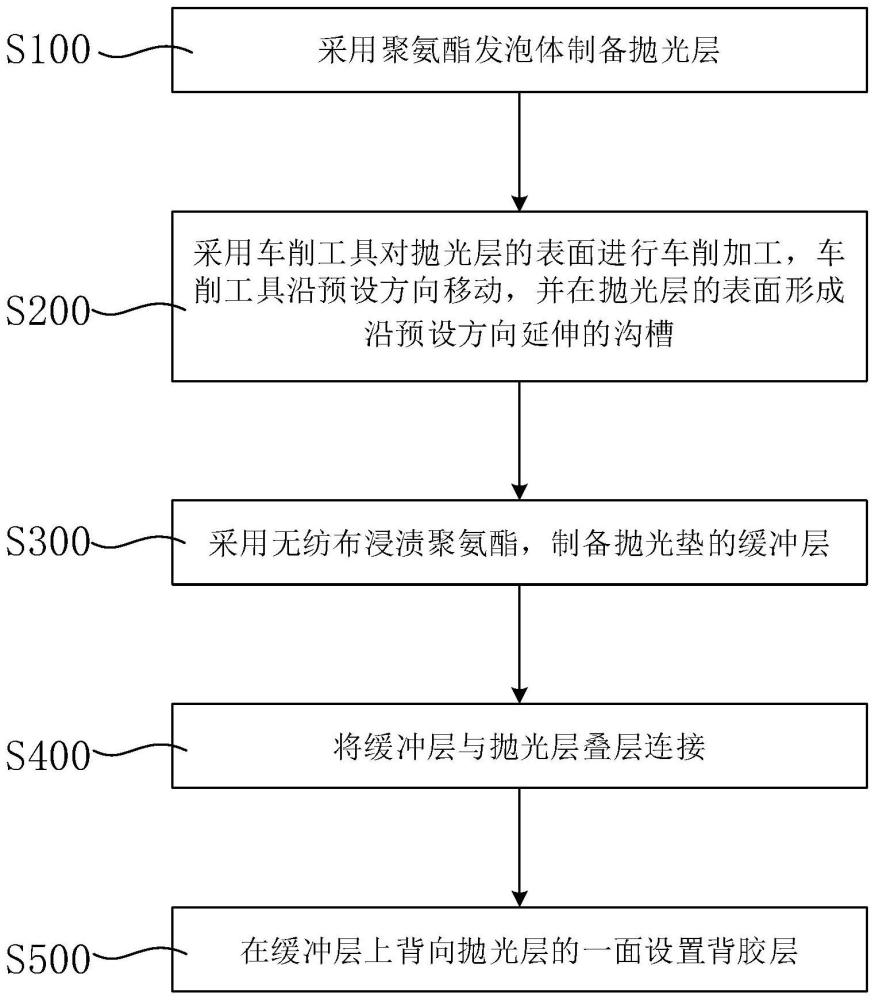
图1为本发明中具有沟槽抛光垫的制备方法的流程图。
图2为本发明中具有沟槽的抛光垫的俯视图。
图3为本发明中具有沟槽的抛光垫的侧视图。
附图说明:10、抛光垫;1、抛光层;2、粘接层;3、缓冲层;4、背胶层;5、沟槽。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
下面结合附图对一些实施例中具有沟槽的抛光垫10及其制备方法进行具体描述。
如图1所示,在一实施例中,提供了一种具有沟槽的抛光垫制备方法,包括如下步骤:
步骤S200,采用车削工具对抛光层1的表面进行车削加工,车削工具沿预设方向移动,并在抛光层1的表面形成沿预设方向延伸的沟槽5;
车削工具沿预设方向的移动速率满足如下公式的拟合关系:
v=Ah+B
其中,v为车削工具沿预设方向的移动速率,单位为cm/s,h为抛光层1的邵氏硬度为,单位为HD,ρ为抛光层1的密度,单位为g/cm
与现有技术相比,本发明的抛光垫10制备方法,采用车削工具在抛光层1的表面切削形成沟槽5,从而抛光垫10在抛光过程中,沟槽5可以存储抛光液,使抛光液均匀地分布在抛光垫10与晶圆之间,同时沟槽5还可以将抛光产生的碎屑排除,进而提高了抛光效率和抛光平坦度。当车削工具的移动速率与抛光垫10的密度、邵氏硬度满足公式的拟合关系时,车削工具可以在保证加工效率的情况下防止沟槽5表面产生熔融碎屑。因此可以针对不同密度、不同邵氏硬度的抛光垫10使用不同的移动速率,一方面避免移动速率过高产生的摩擦热量熔融抛光垫10表面,另一方面防止移动速率过低影响切割平整度,有效提高了沟槽5表面的加工效果。
进一步地,在一实施例中,当常数A和B满足:0.12≤A≤0.13和/或2≤B≤2.5,公式的拟合优度R
进一步地,在一实施例中,抛光层1的密度满足:0.6g/cm
进一步地,在一实施例中,抛光层1的邵氏硬度满足:50HD≤h≤80HD。
其中,当抛光层1的邵氏硬度为50HD≤h<65HD时,常数A和B满足:0.1≤A<0.12和/或1.5≤B<2.3,此时根据公式v=Ah+B
同时,当抛光层1的邵氏硬度为65HD≤h≤80HD时,常数A和B满足:0.12≤A≤0.15,2.3≤B≤3,根据公式v=Ah+B
实施例1.
选取常数A的值为0.12,常数B的值为2.3,当抛光层1的密度为0.6g/cm
实施例2.
选取常数A的值为0.12,常数B的值为2.3,当抛光层1的密度为1.0g/cm
实施例3.
选取常数A的值为0.12,常数B的值为2.3,当抛光层1的密度为1.1g/cm
实施例4.
选取常数A的值为0.1,常数B的值为3,当抛光层1的密度为1.1g/cm
实施例5.
选取常数A的值为0.15,常数B的值为1.5,当抛光层1的密度为1.1g/cm
对比例1.
选取常数A的值为0.12,常数B的值为2.3,当抛光层1的密度为0.6g/cm
对比例2.
选取常数A的值为0.12,常数B的值为2.3,当抛光层1的密度为0.6g/cm
根据实施例1、对比例1和对比例2,当抛光垫10的密度和硬度相同时,选取不同的车削工具移动速率,加工得到的凹槽平整度不同,加工效率也不同。当车削工具的移动速率与抛光垫10的密度、邵氏硬度满足公式的拟合关系时,沟槽5表面的平整度最好,且加工效率(加工时间越短,加工效率越高)适中。
根据实施例1、实施例2和实施例3,抛光垫10的密度和硬度越大,要求车削工具移动速率也越高,以此达到较佳的沟槽5平整度。
根据实施例1、实施例4和实施例5,当常数A和常数B满足:0.1≤A≤0.15和/或1.5≤B≤3,根据公式得到的车削工具移动速率均能实现较佳的沟槽5平整度。
具体地,如图1所示,在一实施例中,在采用车削工具对抛光层1的表面进行车削加工之前,还包括如下步骤:
步骤S100,采用聚氨酯发泡体制备抛光层1。
进一步地,在一实施例中,聚氨酯发泡体包括异氰酸酯封端的预聚体、固化剂和中空微球体。
其中,聚氨酯发泡体还包括聚氨基甲酸酯、聚醚脲、聚异氰酸脲酯、聚脲、聚氨酯脲中的任意一种或其至少两种的共聚物或混合物。
在本具体实施例中,固化剂含有能固化异氰酸酯封端的预聚体的固化胺、固化醇或固化醇胺,固化胺选自乙烯基三胺、3,3’-二氯-4,4’二氨基二苯甲烷(MOCA)、3,5-二氨基对氯苯甲酸异丁酯、二乙基甲苯二胺、3,5-二甲硫基二胺、4,4’-亚甲基-二-(2,6-二乙基苯胺)(MDEA)、4,4’-亚甲基-二-(2,3-二氯苯胺)(MDCA)中的任意一种或至少两种的混合物,固化醇选自1,4-丁二醇、乙二醇、丙二醇、1,4-环己二醇、氢醌双(β-羟乙基)醚(HQEE)、氢化双酚A、三羟基甲基丙烷(TMP)、甘油中的任意一种或至少两种的混合物,固化醇胺选自乙醇胺、二乙醇胺、三乙醇胺、三异丙醇胺、N,N-双(2-羟丙基)苯胺中的任意一种或至少两种的混合物。
进一步地,在一实施例中,采用聚氨酯发泡体制备抛光层1包括如下步骤:
采用聚氨酯发泡体浇注形成聚氨酯浇注体;
将聚氨酯浇注体冷却至室温后,对聚氨酯浇注体进行水平切片,形成多个抛光层1。
上述采用聚氨酯发泡体制备抛光层1的制作工艺为:将异氰酸酯封端的预聚物加热到一定的温度,使其具有一定的粘度,一般会加入中空微球聚合物调节产品密度,然后该混合物与固化剂混合,浇注形成聚氨酯浇注块,在一定条件下固化后形成聚氨酯材料块,然后切割具有一定厚度的薄片作为聚氨酯抛光层1。
具体地,如图1所示,在一实施例中,方法还包括如下步骤:
步骤S300,采用无纺布浸渍聚氨酯,制备得到抛光垫10的缓冲层3;
步骤S400,将缓冲层3与抛光层1叠层连接,抛光层1上背向缓冲层3的一面设置沟槽5。
具体地,如图1所示,在一实施例中,方法还包括如下步骤:
步骤S500,在缓冲层3上背向抛光层1的一面设置背胶层4。背胶层4为类似于双面胶的结构,一面与缓冲层3粘结,另一面外露,在剥离保护层后,露出粘接面与抛光设备的固定面粘结固定。
如图2和图3所示,在一实施例中,提供了一种具有沟槽的抛光垫,采用上述的抛光垫10制备方法制备得到。
与现有技术相比,本发明采用上述制备方法制备的具有沟槽的抛光垫,采用车削工具在抛光层1的表面切削形成沟槽5,从而抛光垫10在抛光过程中,沟槽5可以存储抛光液,使抛光液均匀地分布在抛光垫10与晶圆之间,同时沟槽5还可以将抛光产生的碎屑排除,进而提高了抛光效率和抛光平坦度。沟槽5加工过程中,车削工具的移动速率与抛光垫10的密度、邵氏硬度满足公式的拟合关系,即可以针对不同密度、不同邵氏硬度的抛光垫10使用不同的移动速率,一方面避免移动速率过高产生的摩擦热量熔融抛光垫10表面,另一方面防止移动速率过低影响切割平整度,有效提高了沟槽5表面的加工效果,进而提高了抛光液在沟槽5内的流动效果,保证了抛光垫10的抛光效果。
进一步地,如图2和图3所示,在一实施例中,抛光垫10包括依次设置的抛光层1、缓冲层3和背胶层4,抛光层1和缓冲层3之间通过粘接层2连接,背胶层4用于将抛光垫10粘接安装到抛光设备上,其中沟槽5设置在抛光层1上远离缓冲层3的一面。
其中,沟槽5可以设置为多个绕抛光垫10圆心的同心圆沟槽5,也可以是沿抛光垫10半径设置的放射状沟槽5,只要能实现存储抛光液和排出废渣,在此不作限制。当沟槽5为同心圆沟槽5时,车削工具的移动速率为绕抛光垫10圆心转动的线速度,当沟槽5为放射状沟槽5时,车削工具的移动速率为沿半径方向移动的直线速率。
在本具体实施例中,抛光层1的厚度为1.0mm~4.0mm,缓冲层3的厚度为0.5mm~2.0mm,粘接层2的厚度为0.1mm~0.2mm。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。