一种用四轴工艺工装方法加工内球面向心槽的方法及装置
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及内球面向心槽加工技术领域,具体为一种用四轴工艺工装方法加工内球面向心槽的方法及装置。
背景技术
最常见的球面加工,多半在普通车床上加工,利用蜗轮付加工内球面,工件卡在卡爪上,球面专用工具装在车床刀架上,由蜗杆与蜗轮运动付为主要构件,刃具的运转中心与工件的回转中心一致,要想得一定的球除以铣刀回转直径,一刀又铣不出所要求的圆弧面,就要变换铣刀的位置及角度,这样的方法的实质是使铣刀与分度头的旋转方向相垂直的方向,按一定的等距离,再旋转一圈。
这种现有技术方案在使用时还存在以下问题:
1.由于零部件的不规则性,五轴加工是最佳选择,但是从五轴机床的普及程度与经济性方面考虑,选择五轴铣床造成大量的成本损失,本方案选择用四轴加工装夹具的方式完成该零件的加工,解决了问题并极大的节约了加工成本。
所以需要针对上述问题进行技术升级,来满足市场需求。
发明内容
本发明的目的在于提供一种用四轴工艺工装方法加工内球面向心槽的方法及装置,以解决上述背景技术中提出由于零部件的不规则性,五轴加工是最佳选择,但是从五轴机床的普及程度与经济性方面考虑,选择五轴铣床造成大量的成本损失,的问题。
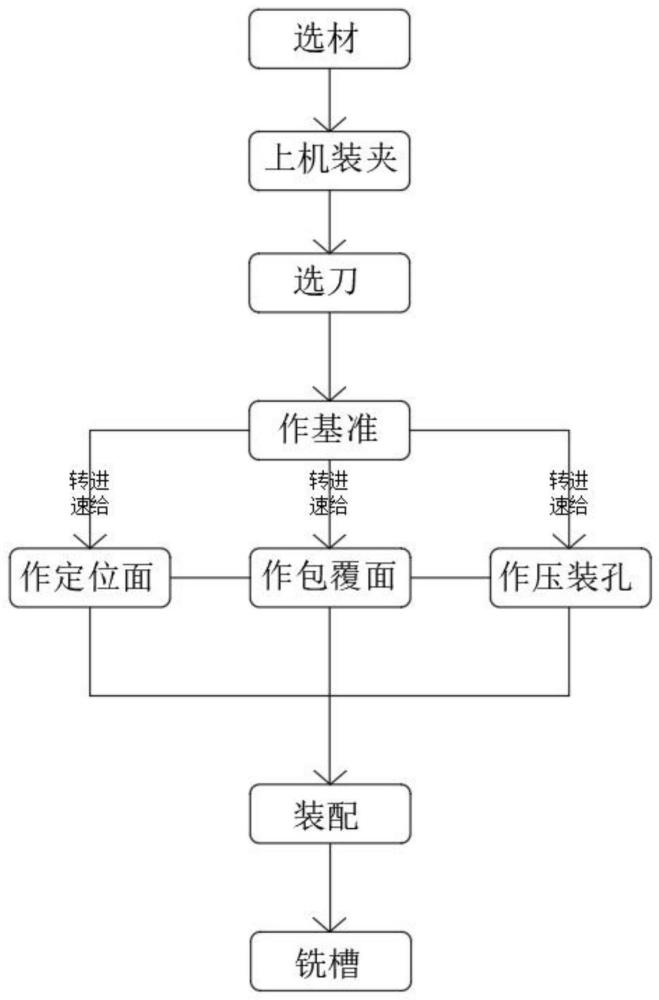
为实现上述目的,本发明提供如下技术方案:一种用四轴工艺工装方法加工内球面向心槽的方法及装置,包括以下步骤:
S1、选材:选择铝作为工装材质,由于铝材工装的硬度低,易于加工;
S2、上机装夹:将S1中挑选的铝材工装上机,铝材工装通过螺纹杆、压板和螺纹的配合,装夹在四轴铣床上,进行代加工;
S3、选刀:由于零部件呈半球形,同时需要加工出呈直角三角形的向心槽,因此选用切割刀具为:锯齿形三面刃铣刀,并将锯齿形三面刃铣刀装到四轴铣床上;
S4、作基准:启动四轴铣床,参考铝模切割进给和转速对照表,给定铣刀特定进给和转速,以外球面作为加工定位面,在铝材工装上加工出半球包覆面,加工出底部小圆的定位面,加工出两侧扇形面的定位面及顶部大面的压装孔位置;
S5、装配:将零部件的外球面放置在铝材顶部半球包覆面上,铝材工装通过半球包覆面上开设的压装孔与零部件进行连接;
S6、铣槽:启动四轴铣床,给定锯齿形三面刃铣刀特定的进给和转速,沿着内球面,通过四轴旋转角度与锯齿形三面刃铣刀配合完成三条直角三角形槽的加工。
优选的,所述S1中选取的铝材工装规格为:510mm*340mm*210mm,所述S1中选取的铝材工装数量为两件。
优选的,所述S4中作基准包括:作定位面、作包覆面和作压装孔,所述包覆面凹口弧度与零部件的外球面弧度相吻合。
优选的,所述S6中切割的三条直角三角形向心槽的截面呈扇形。
优选的,一种用四轴工艺工装方法加工内球面向心槽的装置,包括:工装夹具,所述工装夹具顶部设置有包覆面,所述工装夹具的两侧设置有扇形面,所述工装夹具底面设置有圆形定位面,所述包覆面的表面开设有压装孔,所述包覆面表面连接有半球体,所述半球体的内沿面开设有三个向心槽。
优选的,所述包覆面内陷于工装夹具的表面,所述扇形面与工装夹具为一体结构。
优选的,所述圆形定位面的横向尺寸大于压装孔的内壁开口尺寸。
优选的,所述压装孔位于工装夹具的纵向中轴线位置上,所述压装孔截面呈圆形。
优选的,所述向心槽并排分布在半球体的内沿面,所述半球体的外沿面与工装夹具的顶部相适配。
与现有技术相比,本发明的有益效果是:
1.该用四轴工艺工装方法加工内球面向心槽的方法及装置通过选择特定规格的铝材工装,之后将铝材工装通过螺杆、压板和螺帽装夹在四轴铣床上,接着启动四轴铣床,对铝材工装进行铣基准边,接着将零部件的外沿面与工装夹具进行配合,接着启动锯齿形三面刃铣刀,在零部件的内沿面铣处三条呈直角三角形的向心槽,解决了现有的四轴铣床加工的难题并极大的节约了加工成本。
2.该用四轴工艺工装方法加工内球面向心槽的方法及装置在作基本边的过程中,操作人员通过控制四轴铣床,之后参照铝模切割转速和进给参考表来设定不同的数值,作定位面、作包覆面和压装孔所使用的转速和进给不同,可以有效的提高切割效率,同时对切割刀具进行保护,增大切割刀具的使用寿命。
附图说明
图1为本发明流程结构示意图;
图2为本发明步骤结构示意图;
图3为本发明半球体结构示意图;
图4为本发明工装夹具结构示意图;
图5为本发明向心槽剖面结构示意图;
图6为本发明向心槽俯视结构示意图。
图中:1、工装夹具;2、包覆面;3、扇形面;4、圆形定位面;5、压装孔;6、半球体;7、向心槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-6,本发明提供一种技术方案:一种用四轴工艺工装方法加工内球面向心槽的方法及装置,包括以下步骤:
S1、选材:选择铝作为工装材质,由于铝材工装的硬度低,易于加工;
S2、上机装夹:将S1中挑选的铝材工装上机,铝材工装通过螺纹杆、压板和螺纹的配合,装夹在四轴铣床上,进行代加工;
S3、选刀:由于零部件呈半球形,同时需要加工出呈直角三角形的向心槽7,因此选用切割刀具为:锯齿形三面刃铣刀,并将锯齿形三面刃铣刀装到四轴铣床上;
S4、作基准:启动四轴铣床,参考铝模切割进给和转速对照表,给定铣刀特定进给和转速,以外球面作为加工定位面,在铝材工装上加工出半球包覆面2,加工出底部小圆的定位面,加工出两侧扇形面的定位面及顶部大面的压装孔5位置;
S5、装配:将零部件的外球面放置在铝材顶部半球包覆面2上,铝材工装通过半球包覆面2上开设的压装孔5与零部件进行连接;
S6、铣槽:启动四轴铣床,给定锯齿形三面刃铣刀特定的进给和转速,沿着内球面,通过四轴旋转角度与锯齿形三面刃铣刀配合完成三条直角三角形槽的加工。
参照图3、图4,所述S1中选取的铝材工装规格为:510mm*340mm*210mm,所述S1中选取的铝材工装数量为两件;
参照图4,所述S4中作基准包括:作定位面、作包覆面和作压装孔,所述包覆面2凹口弧度与零部件的外球面弧度相吻合;
参照图5,所述S6中切割的三条直角三角形向心槽7的截面呈扇形;
参照图3-6,一种用四轴工艺工装方法加工内球面向心槽的装置,包括:工装夹具1,所述工装夹具1顶部设置有包覆面2,所述工装夹具1的两侧设置有扇形面3,所述工装夹具1底面设置有圆形定位面4,所述包覆面2的表面开设有压装孔5,所述包覆面2表面连接有半球体6,所述半球体6的内沿面开设有三个向心槽7;
参照图4,所述包覆面2内陷于工装夹具1的表面,所述扇形面3与工装夹具1为一体结构;
参照图4,所述圆形定位面4的横向尺寸大于压装孔5的内壁开口尺寸;
参照图4,所述压装孔5位于工装夹具1的纵向中轴线位置上,所述压装孔5截面呈圆形;
参照图3,所述向心槽7并排分布在半球体6的内沿面,所述半球体6的外沿面与工装夹具1的顶部相适配。
工作原理:如图1-6所示,在使用该用四轴工艺工装方法加工内球面向心槽的方法及装置时,首先通过选择特定规格的铝材工装,之后将铝材工装通过螺杆、压板和螺帽装夹在四轴铣床上,接着启动四轴铣床,对铝材工装进行铣基准边,其中铣基准边包括:作定位面、作包覆面和作压装孔,接着将零部件的外沿面与工装夹具1进行配合,接着启动锯齿形三面刃铣刀,在零部件的内沿面铣处三条呈直角三角形的向心槽7,解决了现有的四轴铣床加工的难题并极大的节约了加工成本;接着在作基本边的过程中,操作人员通过控制四轴铣床,之后参照铝模切割转速和进给参考表来设定不同的数值,作定位面、作包覆面和作压装孔所使用的转速和进给不同,可以有效的提高切割效率,同时对切割刀具进行保护,增大切割刀具的使用寿命,这就是该用四轴工艺工装方法加工内球面向心槽的方法及装置的特点。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种球面副表面加工装置及其方法
- 一种间歇式脉冲电解加工装置及内键槽加工方法
- 一种给水泵内壳体细长孔加工装置及其加工方法
- 半球谐振子超精密球面加工装置及加工方法
- 一种球面轴瓦的加工工装及加工方法
- 一种差速器内球面加工装置及加工方法
- 一种关节轴承内套外球面O型油槽加工装置及加工方法