引线框、塑封模具及封装结构
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及半导体塑封技术领域,尤其涉及一种引线框、塑封模具及封装结构。
背景技术
在半导体的制造过程中,通常是将半导体结构集成到引线框上,让引线框作为集成电路的芯片载体,以形成电气回路,起到了与外部导线连接的桥梁作用。
对于后续形成单个芯片产品,现有技术通常通过腐蚀引线框或者冲压切割引线框的方式。然而,腐蚀引线框单价较高,每条引线框背面都需要贴膜,膜的成本较高,切割分离效率低;冲压引线框中的引线框单元的排布率低,切割工序需要配备对应的模具及工具夹。
发明内容
有鉴于此,本发明提出一种新型结构的引线框、塑封模具及封装结构以解决上述部分或全部技术问题。
为了达到上述目的,本发明所采用的技术方案为:
根据本发明实施例的第一方面,提供了一种引线框,包括引线框体以及连接在所述引线框体内的多个引线框单元,多个所述引线框单元呈阵列排布,每列的多个所述引线框单元之间通过引脚依序相连排布,各列所述引线框单元之间通过连筋相互连接。
本发明引线框的进一步改进在于,所述引线框还包括排切割线,所述排切割线位于所述引脚上。
本发明引线框的进一步改进在于,所述引线框单元在行方向的尺寸不超过塑封模具中塑封所述引线框单元的容置子腔在行方向的预设值。
本发明引线框的进一步改进在于,每列的各个所述引线框单元在行方向的尺寸相等。
本发明引线框的进一步改进在于,所述引线框还包括在相邻两列所述引线框单元之间设置的第一间距,所述第一间距对应于塑封模具的注塑入口。
本发明引线框的进一步改进在于,构成第一间距的两列所述引线框单元为一组,多组所述引线框单元并列设置,相邻两组所述引线框单元之间设有供冲压切割的第二间距;其中,所述第一间距大于所述第二间距。
本发明引线框的进一步改进在于,多个所述引线框单元呈矩阵排布。
根据本发明实施例的第二方面,提供了一种用于塑封如上述中任一项所述的引线框的塑封模具,所述塑封模具包括多个并列设置的容置腔体,所述容置腔体包括与所述引线框中各个引线框单元对应的容置子腔;其中,所述塑封模具还包括分别与各个所述容置子腔对应连通的多个注塑入口,所述注塑入口设置于两列所述容置腔体之间。
本发明塑封模具的进一步改进在于,每个所述注塑入口与所述注塑入口对应两侧的容置子腔均连通。
根据本发明实施例的第三方面,提供了一种封装结构,包括如上述中任一项所述的引线框以及结构匹配于所述引线框的封装体,所述封装体通过使用如上述所述的塑封模具塑封成型。
本发明的实施例提供的技术方案可以包括以下有益效果:本发明设计了一种新型的引线框、塑封模具及封装结构,通过引线框的结构设计,降低引线框的成本,提高切割分离效率,且使切割对应的模具及工具可以共用,从而可以降低封装成本。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
附图说明
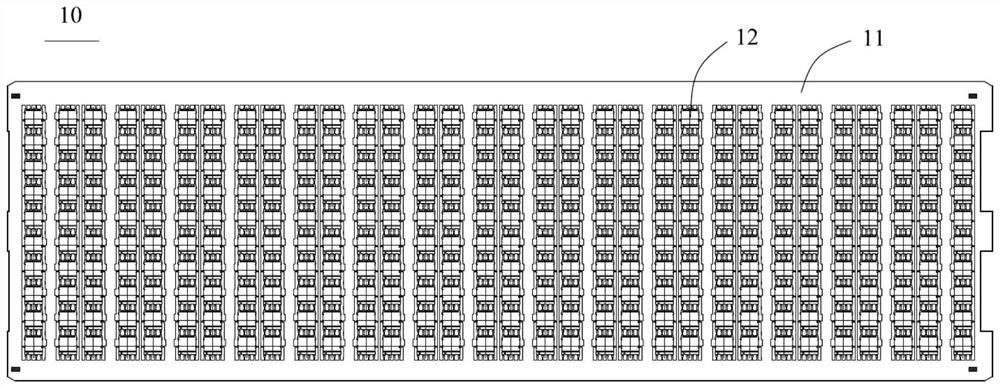
图1是本发明一示例性实施例示出的一种引线框的结构示意图;
图2是本发明一示例性实施例示出的一种引线框的部分放大示意图;
图3是本发明一示例性实施例示出的一种引线框中单个引线框单元的结构示意图;
图4是本发明一示例性实施例示出的一种注塑模具的结构示意图。
具体实施方式
以下将结合附图所示的具体实施方式对本发明进行详细描述。但这些实施方式并不限制本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
在本发明使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
下面结合附图,对本发明的一些实施方式作详细说明,在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
如图1至图3所示,本发明实施例的引线框10包括引线框体11以及连接在引线框体11内的多个引线框单元12。该引线框单元12包括供装配芯片的基岛121以及从基岛121延伸出的引脚122。该引线框体11由多个边框围合成一闭合结构,多个引线框单元12排布在该闭合结构内以使引线框10形成一个整体结构,从而便于对半导体器件的批量加工。
该多个引线框单元12呈阵列排布,该引线框10包括M排和N列,该M和N为自然数。每排包括多个依序排列的引线框单元12(即在X方向依序排列),每列包括多个依序排列的引线框单元12(即在Y方向依序排列),如此便于对封装后的引线框10进行切割。在一实施例中,多个引线框单元12呈矩阵排布,如此以提高各个引线框单元12的切割分离效率。当然,多个引线框单元12也可以根据引线框体11围合成的任意形状呈阵列排布。
本发明的实施例中,每列的多个引线框单元12之间通过引脚122依序相连排布,如此设置可以增加每列引线框单元12的数量,从而可以提高引线框10中引线框单元12的排布率。各列引线框单元12之间通过连筋相互连接,以便于对引线框10在Y方向进行冲压切割处理。
在一实施例中,该引线框单元12在行方向(即X方向的切割线)的尺寸不超过塑封模具中塑封引线框单元12的容置子腔在行方向的预设值,如此以使各列的多个引线框单元12可以满足共用塑封,便于工艺量产。该实施例中,该引线框单元12在行方向的尺寸不超过5mm,如此以使引线框10在注塑成型后可以切割出不超过5mm的半导体器件,满足每列的引线框单元12可以共用塑封。当然,该半导体器件的尺寸并非绝对,该引线框10可以根据半导体器件的需求设置为任意尺寸。优选地,每列的各个引线框单元12在行方向的尺寸相等,如此不仅可以满足X方向的共用塑封,而且便于Y方向的冲压切割。
该引线框10还包括排切割线(即X方向的切割线)13,用以将引线框10切割为多排,排切割线13位于引脚122上,如此以使连接的引脚122一切为二,以分别形成两个引线框单元12的引脚122。其中,即使每排引线框单元12在Y方向的尺寸不同也可以使用相同的刀具进行切割。在一实施例中,排切割线13位于引脚122的中间位置。当然,在其他实施例中,该排切割线13的位置设置也可以根据引线框单元12中引脚122的尺寸进行切割。
本发明的引线框10还包括在相邻两列引线框单元12之间设置的第一间距D1,相邻两列引线框单元12在第一间距D1之间通过连筋相连。该第一间距D1对应于塑封模具的注塑入口,即塑封模具的注塑入口设置在该引线框10的第一间距D1位置,从而便于后续进行注塑成型。
在一实施例中,构成第一间距D1的两列引线框单元12为一组,多组引线框单元12并列设置,相邻两组引线框单元12之间设有供冲压切割的第二间距D2。其中,第一间距D1大于第二间距D2,如此以使引线框10的设计更加合理,便于后续的注塑及切割。
本发明通过对引线框10的结构改进,降低引线框10的成本,提高切割分离效率,且使切割对应的模具及工具可以共用,从而可以降低封装成本。
相对应地,如图4结合图1所示,本发明实施例的又一方面,还提供了一种用于塑封如上述中各个实施例的引线框10的塑封模具100。该塑封模具100通常包括相对配合的上模体(未图示)和下模体(未图示),引线框10置于该上模体与下模体之间形成的容置腔体内。引线框10装配在该塑封模具100中,在通过注塑成型后形成封装结构,而后通过X方向和Y方向的切割以形成单个半导体器件。
该塑封模具100包括多个并列设置的容置腔体,如此以使引线框单元12形成多列的结构,每列容置腔体用于放置一列引线框单元12。具体地,该容置腔体包括与引线框10中各个引线框单元12对应的容置子腔,引线框10在装配于塑封模具100后,引线框单元12对应放置于容置子腔内。其中,塑封模具100还包括分别与各个容置子腔对应连通的多个注塑入口101,该注塑入口101设置于两列容置腔体之间,该注塑入口101通常设置于上模体上。本发明通过该种设计方式,以使每个容置子腔对应一个注塑入口101,可以对各个容置子腔同时进行注塑,从而可以提高注塑效率,
在一实施例中,每个注塑入口101与注塑入口101对应两侧的容置子腔均连通,如此以使一个注塑入口101可以连通两个容置子腔,从而为两个容置子腔进行注塑,如此可以减少注塑入口101数量的设置,提高引线框10中引线框单元12设置的紧凑性。
如图1和图4所示,根据本发明实施例的另一方面,还提供了一种封装结构,该封装结构包括如上述各个实施例的引线框10以及结构匹配于引线框10的封装体,该封装体通过使用如上述各个实施例的塑封模具100塑封成型。具体地,采用熔融的塑封树脂从注塑入口101注入容置子腔内,以使塑封树脂结合于引线框10,在塑封树脂冷却后形成本发明的封装结构。
本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本发明的其它实施方案。本申请旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由本申请的权利要求指出。
应当理解的是,本发明并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
- 引线框、塑封模具及封装结构
- 用于预塑封引线框的模具以及封装结构