一种焊接飞溅清理装置及清理方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及焊接飞溅清理技术领域,具体地,涉及一种焊接飞溅清理装置及清理方法。
背景技术
激光及其复合焊接技术作为一种精密、高效、快速的焊接工艺方法,在航空航天领域得到了越来越广泛的应用。
某航天高强钢高压贮气罐产品为半封闭结构,采用了激光电弧复合焊接工艺,罐体与罐盖的环缝激光电弧复合焊接过程中,从激光小孔穿透除去的金属液滴,极易在对面的罐体内壁上形成飞溅。贮气罐作为承受高压燃气的关键部件,在服役过程中,内表面承受高温高压燃气的冲蚀。如果焊接形成的飞溅不清理干净彻底,极易被高温高压燃气剥离而形成多余物,影响航天产品的可靠性与安全性,甚至导致失败的严重后果。
现有技术中的去除半封闭罐体内部焊接飞溅的方法多采用灯光照射,再用肉眼观察罐体内壁焊接飞溅的位置,然后再用锐利的杆状钝器进行手工凿磨。
发明人认为现有技术中去除飞溅的效率差,劳动强度大,存在待改进之处。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种焊接飞溅清理装置及清理方法。
根据本发明提供的一种焊接飞溅清理装置,包括吹砂机,所述吹砂机包括吹砂箱和吹砂枪头,所述吹砂箱和吹砂枪头之间连通有吹砂管,所述吹砂枪头自半封闭金属结构件的开口探入半封闭金属结构件内,所述半封闭金属结构件内形成有焊接飞溅区,所述吹砂枪头位于半封闭金属结构件内的管口正对焊接飞溅区,且所述吹砂枪头上还设置有用于限制其探入半封闭金属结构件内的长度的限位件。
优选地,所述吹砂枪头探入半封闭金属结构件内的部分的横截面积不超过半封闭金属结构件开口横截面积的一半。
优选地,所述吹砂枪头上可拆卸固定有金属管,所述金属管与吹砂枪头连通,所述金属管自半封闭金属结构件的开口探入半封闭金属结构件内,且所述金属管位于半封闭金属结构件内的管口正对焊接飞溅区。
优选地,所述金属管靠近吹砂枪头的一端螺纹配合在吹砂枪头上。
优选地,所述金属管包括调质态45号钢管。
优选地,所述限位件包括限位凸台,所述限位凸台位于半封闭金属结构件的外部,且所述限位凸台与半封闭金属结构件开口处的侧壁抵触配合。
优选地,所述吹砂枪头位于半封闭金属结构件内的管口与焊接飞溅区的距离在0mm-50mm之间。
根据本发明提供的一种焊接飞溅清理方法,包括如下步骤:S1、先将焊接完成的所述半封闭金属结构件水平放置;S2、将所述吹砂枪头自半封闭金属结构件的开口探入半封闭金属结构件内,并将所述吹砂枪头对准焊接飞溅区;S3、打开所述吹砂机,使所述吹砂枪头将砂粒喷射到焊接飞溅区;S4、关闭所述吹砂机,拿开所述吹砂枪头,并将所述半封闭金属结构件内的残余砂粒倒出。
优选地,所述吹砂枪头保持指向焊接飞溅区,并作周期循环扫描动作。
优选地,还包括如下步骤:S5、检查所述半封闭金属结构件内的清理状况,清理不彻底则重复步骤S1至S5。
与现有技术相比,本发明具有如下的有益效果:
1、本发明通过吹砂方法对半封闭金属结构件内表面的焊接飞溅区进行清理,利用吹砂的冲击压力,极大的简化了清除半封闭金属机构件内的焊接飞溅的难度,从而有助于提高去除飞溅的效率,进而有助于降低工作人员的工作强度。
2、本发明通过在吹砂枪头上增加金属管,使金属管的前端靠近焊缝背面的飞溅区域,不仅能将砂粒更准确的吹到飞溅区域,还可以减轻循环回流的吹砂对进入的吹砂的动能抵消,从而强化砂粒对焊接飞溅的清理效果。
3、本发明通过在吹砂枪头上增加一个限位凸台,限位凸台可以简单可靠的控制金属管到飞溅的距离,有助于提高工作人员使用飞溅清理装置的便捷性。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
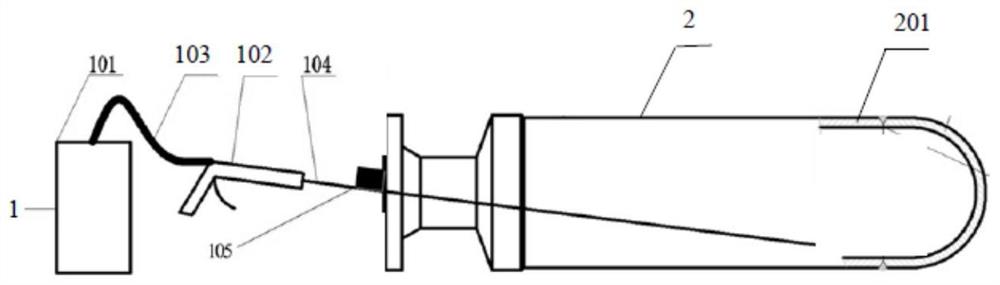
图1为主要体现本发明吹砂枪头探入半封闭金属结构件内的整体结构示意图。
附图标记:1、吹砂机;101、吹砂箱;102、吹砂枪头;103、吹砂管;104、金属管;105、限位凸台;2、半封闭金属结构件;201、焊接飞溅区。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
如图1所示,根据本发明提供的一种焊接飞溅清理装置,包括吹砂机1,吹砂机1包括吹砂箱101和吹砂枪头102,且吹砂箱101和吹砂枪头102之间连接有吹砂管103,吹砂管103为中空软管。半封闭金属结构件2呈水平放置,半封闭金属结构件2的内壁上形成有焊接飞溅区201,吹砂枪头102自半封闭金属结构件2的开口探入半封闭金属结构件2内,且吹砂枪头102的管口指向焊接飞溅区201。
如图1所示,吹砂枪头102上螺纹配合有金属管104,金属管104为调质态45号钢管,且金属管104与吹砂枪头102连通。金属管104自半封闭金属结构件2的开口探入半封闭金属结构件2内,金属管104位于半封闭金属结构件2内的管口正对指向焊接飞溅区201。
吹砂枪头102和金属管104探入半封闭金属结构件2内的部分的横截面积为半封闭金属结构件2开口横截面积的一半,从而确保吹砂机1工作时与半封闭金属结构件2之间保留有出气口,避免形成密闭腔体。
如图1所示,吹砂枪头102上还安装有限位件,限位件为限位凸台105,限位凸台105焊接固定在金属管104上,限位凸台105位于半封闭金属结构件2的外侧,且限位凸台105与半封闭金属结构件2开口处的侧壁抵触配合。由限位凸台105和半封闭金属结构件2配合的限位作用,限制了金属管104探入半封闭金属结构件2内的长度。限位凸台105到金属管104靠近焊接飞溅区201的距离比半封闭金属结构件2到焊接飞溅区201的距离为50mm,从而使,金属管104探入半封闭金属结构件2内的管口距焊接飞溅区201的距离为50mm,从而提高了工作人员使用金属管104对焊接飞溅区201进行往复循环扫描清理的便捷性,从而提高了对焊接飞溅的清理效率。
根据本发明提供的一种焊接飞溅清理方法,包括如下步骤:S1、先将焊接完成的半封闭金属结构件2水平放置。
S2、将金属管104自半封闭金属结构件2的开口探入半封闭金属结构件2内,并将金属管104对准焊接飞溅区201,并使金属管104位于半封闭金属结构件2内的管口与焊接飞溅区201的距离约为50mm。
S3、打开吹砂机1,使吹砂枪头102将砂粒喷射到焊接飞溅区201;并作周期循环扫描动作。
S4、关闭吹砂机1,拿开吹砂枪头102,并将半封闭金属结构件2内的残余砂粒倒出。
S5、检查半封闭金属结构件2内的清理状况,清理不彻底则重复步骤S1至S5。
工作中,工作人员先将焊接完成的半封闭金属结构件2水平放置,再将吹砂机1的吹砂枪头102处的金属管104探入半封闭金属结构件2内,然后再打开吹砂机1,使吹砂枪头102将砂粒喷射到焊接飞溅区201,并作周期循环扫描动作;之后再关闭吹砂机1,拿开吹砂枪头102,并将半封闭金属结构件2内的残余砂粒倒出,最后再检查半封闭金属结构件2内的清理状况,清理彻底则按照上述方法对下一件半封闭金属结构件2进心清理,清理不彻底则重复上述清理步骤。
在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 一种焊接飞溅清理装置及清理方法
- 一种可清理玻璃窗角落的玻璃清理装置及其清理方法