一种工艺流程编排辅助系统
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及制造业技术领域,具体涉及一种工艺流程编排辅助系统。
背景技术
在服装制造业领域,MES(制造执行系统)正在得到广泛应用。MES配合自动化服装生产线,能够有效提高生产效率,提升企业竞争力以应对"小批量","短周期","多品种"以及"高品质"的服装市场发展趋势。
工艺流程编排是自动化生产线上必不可少的一环。目前制衣工厂对工艺流程编排,主要还停留在人工分解制图,仅仅是分解出工艺流程,然后再依照管理者主观的判断地安排给人员去做,不能很好的发挥MES对员工技能等综合数据的收集分析的作用。
发明内容
针对现有技术中存在的上述问题,现提供一种工艺流程编排辅助系统。
具体技术方案如下:
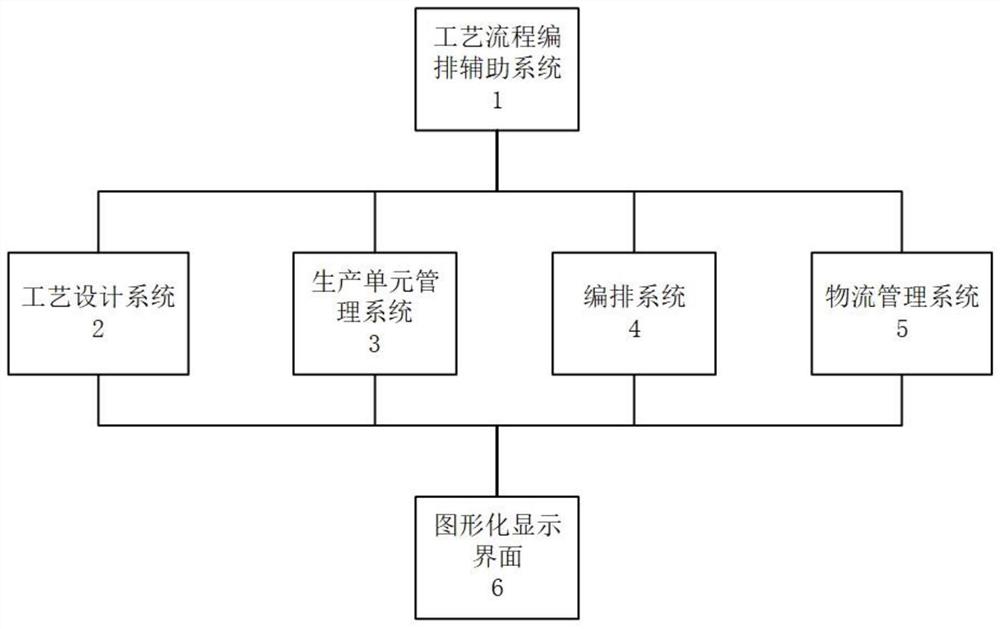
一种工艺流程编排辅助系统,具体包括:一工艺设计系统,用于生成工艺流程图;一生产单元管理系统,存储有生产单元的类型和编号;一编排系统,根据所述工艺流程图和所述生产单元的类型和编号设计工序流程和物流流程,并生成工序与站点对照表;一所述物流管理系统,根据物流流程控制一厂内物流系统;一图形化显示界面,显示所述工艺设计系统,生产单元管理系统,所述编排系统和所述物流管理系统输出的信息。
优选地,所述工艺设计系统包含以下模块:部件分解模块,根据成衣样品进行部件分解;加工方法设计模块,根据所述部件分解模块分解出的部件决定所述部件的加工方法与技术细节;工序模块,根据所述加工方法和所述技术细节确定工序;流程输出模块,根据所述工序输出工艺流程图。
优选地,所述工艺设计系统还具有一存储模块,存储有往期工艺流程图,或根据所述往期工艺流程图进行编辑生成新流程图。
优选地,所述生产单元管理系统存储有:设备类型,设备编号,员工编号,站点编号。
优选地,所述站点编号基于厂区内的位置关系设置为行-列编号。
优选地,所述生产单元管理系统还存储有与所述员工编号对应的技能评级。
优选地,所述编排系统包括以下步骤:
步骤S101:根据所述工艺流程图选择所需设备类型;
步骤S102:根据所述生产单元管理系统中存储的设备类型选择对应的所述设备编号,所述员工编号和所述站点编号;
步骤S103:根据所述站点编号设置工序流程和物流流程,并生成所述工序与站点对照表。
优选地,所述物流管理系统包括以下步骤:
步骤S201:接收所述站点编号和所述物流流程;
步骤S202:根据所述站点编号和所述物流流程设置物料实际流向;
步骤S203:控制所述厂内物流系统输送物料和部件;
优选地,所述输出信息包括:所述工艺流程图,所述设备类型,所述员工编号,所述站点编号与所述工序与站点对照表。
上述技术方案具有如下优点或有益效果:通过整合工艺设计系统、生产单元管理系统和物流管理系统,在同一系统内实现了工序流程设计,生产单元管理和物料流向管理,并通过图形化界面显示,提高了工厂的生产效率,保障了系统的易用性。
附图说明
参考所附附图,以更加充分的描述本发明的实施例。然而,所附附图仅用于说明和阐述,并不构成对本发明范围的限制。
图1为本发明实施例的整体示意图;
图2为本发明实施例的工艺设计系统子模块示意图;
图3为本发明实施例的工艺设计系统工作流程图;
图4为本发明实施例的生产单元管理系统存储数据的示意图;
图5为本发明实施例的编排系统工作流程图;
图6为本发明实施例的物流管理系统工作流程图;
图7为本发明实施例的工作原理示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
本发明包括一种工艺流程编排辅助系统1,具体包括:一工艺设计系统2,用于生成工艺流程图;一生产单元管理系统3,存储有生产单元的类型和编号;一编排系统4,根据工艺流程图和生产单元的类型和编号设计工序流程和物流流程,并生成工序与站点对照表;一物流管理系统5,根据物流流程控制一厂内物流系统;一图形化显示界面6,显示显示所述工艺设计系统,生产单元管理系统,所述编排系统和所述物流管理系统输出的信息。
在一种较优的实施例中,如图2所示,工艺设计系统2包含以下模块:部件分解模块2.1,根据成衣样品进行部件分解;加工方法设计模块2.2,根据部件分解模块2.1分解出的部件决定所述部件的加工方法与技术细节;工序模块2.3,根据加工方法和技术细节确定工序;流程输出模块2.4,根据工序输出工艺流程图。
在一种较优的实施例中,如图2所示,工艺设计系统2还具有一存储模块2.5,存储有往期工艺流程图,并可根据往期近似流程图进行编辑生成新流程图。
具体地,如图3所示,当工厂接收到订单对应样品后,访问工艺设计系统2的存储模块2.5,通过存储的往期流程图进行生产,或基于往期近似流程图进行编辑生产新的工艺流程图。
在一种较优的实施例中,如图4所示,生产单元管理系统3存储有:设备类型3.1,设备编号3.2,员工编号3.3,站点编号3.4。
在一种较优的实施例中,站点编号3.4基于厂区内的位置关系设置为行-列编号。
在一种较优的实施例中,生产单元管理系统3还存储有与员工编号3.3对应的技能评级。
在一种较优的实施例中,如图5所示,编排系统4包括以下步骤:
步骤S101:根据工艺流程图选择所需设备类型3.1;
步骤S102:根据生产单元管理系统中存储的设备类型选择对应的设备编号3.2,员工编号3.3和站点编号3.4;
步骤S103:根据站点编号15设置工序流程和物流流程,并生成工序与站点对照表。
在一种较优的实施例中,如图6所示,物流管理系统5包括以下步骤:
步骤S201:接收站点编号3.4和物流流程;
步骤S202:根据站点编号3.4和物流流程设置物料实际流向;
步骤S203:控制厂内物流系统输送物料和部件;
在一种较优的实施例中,图形化显示界面6显示有:工艺流程图,站点编号3.4,对应站点编号3.4的设备类型3.1,员工编号3.3,与工序与站点对照表。
具体地,如图7所示,以一服装工厂为典型实施例,编排系统4接收到工艺流程图和站点相关信息,工艺流程图中包含工序7.1至工序7.4,站点相关信息包括711,712,721,722四个站点及对应站点的员工编号3.3和设备类型3.1,基于上述信息将工序指定给对应站点,形成工序-站点-员工的对应关系,并生成实际的生产关系,同时上述步骤在图形化显示界面6中直观表现出来。
以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
- 一种工艺流程编排辅助系统
- 一种小区视频监控智能化编排辅助系统