一种用于高压压气机第三级转子总装叶片的安装方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明属于航空发动机制造技术领域,具体涉及一种用于高压压气机第三级转子总装叶片的安装方法。
背景技术
航空发动机转子是核心零部件,叶片装配技术需要很多精密工作,高压压气机第三级转子总装叶片的方式为:叶片从进气边插入高压压气机第三级轮盘榫槽,最后用密封胶粘结叶片榫头部位和高压压气机第三级轮盘榫槽。目前的操作流程中,暂无一套较为可靠的安装方法,很多工序为的质量好坏需要装配工人较为丰富的装配经验,装配质量存在一定程度的瑕疵,后续在发动机高速旋转过程中容易出现叶片掉落现象,最终导致整个发动机的报废。
发明内容
为解决上述技术问题,本发明提供了一种用于高压压气机第三级转子总装叶片的安装方法。
本发明通过以下技术方案得以实现。
本发明提供的一种用于高压压气机第三级转子总装叶片的安装方法,包括以下步骤:步骤一,用干燥的压缩空气将待安装的轮盘榫槽与叶片吹净;步骤二,用脱脂棉蘸取橡胶工业用溶剂油将轮盘榫槽以及叶片榫头擦干净,然后立即用干净的脱脂棉擦干,重复以上步骤直到擦干用的脱脂棉进行擦后无污迹为止,随后再丙酮对轮盘榫槽以及叶片榫头清洗并擦干;步骤三,在空气中将轮盘与叶片晾干,至丙酮全部挥发;步骤四,蘸取NJD-9粘接底涂剂,在轮盘榫槽与叶片榫头的连接部位进行底涂,随后在空气中放置45-60分钟,使NJD-9粘接底涂剂干燥;步骤五,蘸取NJD-11粘接底涂剂,在涂有NJD-9粘接底涂剂的部位上进行底涂,随后在空气中放置30-40分钟,使NJD-9粘接底涂剂干燥;步骤六,将密封剂与硫化剂按质量份数100:2.5~3.5的比例混合,搅拌均匀后放入真空干燥箱内抽真空除气泡;步骤七,按总装叶片的编号安装位置,将经过处理的密封剂与硫化剂的混合剂均匀涂于叶片的榫头底面和轮盘榫槽的表面,随后将叶片装入相应的榫槽内,形成轮盘与叶片组合件;步骤八,待全部叶片安装完成后,将安装完成的轮盘与叶片组合件置于温度20-30℃,相对湿度30%-80%的环境条件下硫化72小时后取出,此时,叶片总装完成。
进一步的,所述步骤六中使用的密封剂,为HM307双组分缩合型有机硅密封剂。
进一步的,所述步骤四中,选取毛刷、脱脂棉以及医用纱布中的任意一种进行蘸取NJD-9粘接底涂剂后实施底涂。
进一步的,所述步骤五中,选取毛刷、脱脂棉以及医用纱布中的任意一种进行蘸取NJD-11粘接底涂剂后实施底涂。
进一步的,所述步骤四与步骤五中,在空气中放置时间达到要求后粘接底涂剂仍未干燥的,使用电吹风机的冷风档对其吹干。
进一步的,所述步骤七中,在叶片装入相应的榫槽内后,还需用刮刀刮除溢出的混合剂。
进一步的,所述步骤四与步骤五中,在空气中放置时间达到要求后粘接底涂剂仍未干燥的,延长放置时间至其干燥。
进一步的,所述步骤八中,还可将安装完成的轮盘与叶片组合件置于温度20-30℃,相对湿度30%-80%的环境条件下硫化24小时后,再将其置于温度70℃,相对湿度30%-80%的环境条件下硫化24小时后取出。
进一步的,所述步骤七中,将叶片装入相应的榫槽内时,用质量不超过40g的胶木棒将叶片轻敲至装入轮盘榫槽内。
本发明的有益效果在于:本发明通过对叶片总装连接部位表面清洁处理,粘接底涂过程控制,粘接剂的合理调配和使用,并在叶片安装完成后进行硫化等处理,大大提高了叶片的总装工艺质量,同时,其操作方便,稳定可靠,通过多次试验研究,可以有效避免叶片掉落现象,防止整个发动机的报废的问题出现。
附图说明
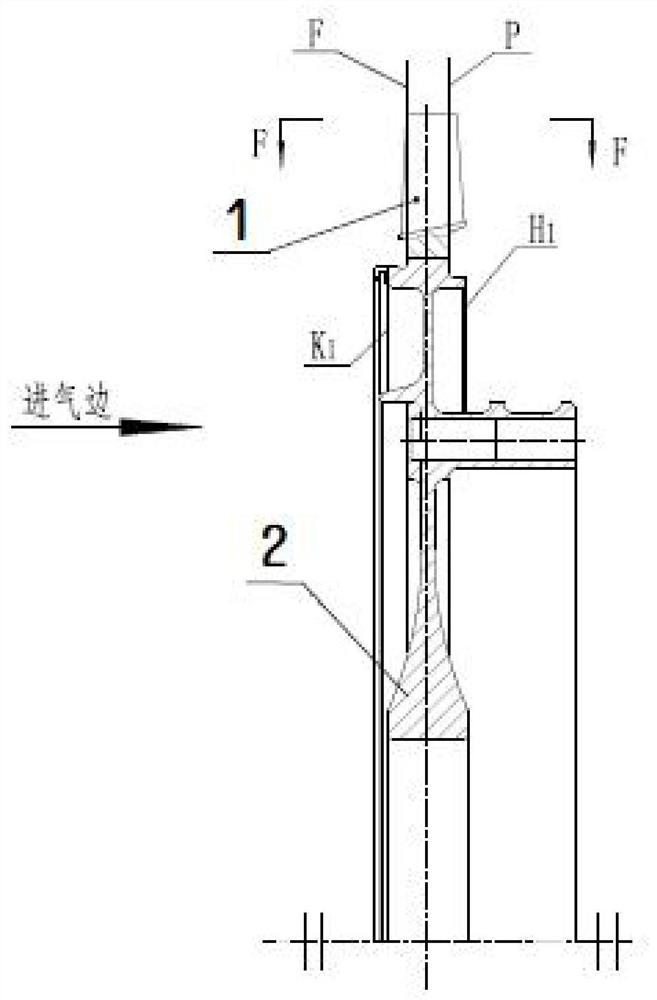
图1是本发明叶片与轮盘的安装结构示意图;
图2是本发明叶片与轮盘连接处横截面的结构示意图;
图3是本发明第三级高压压气机转子叶片初装的分布图;
图4是本发明总装第三级高压压气机转子叶片分布图;
图中:1-叶片,2-轮盘。
具体实施方式
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
如图1为本发明叶片与轮盘的安装结构示意图,在进行叶片总装前,还需对叶片进行选取等准备工作,具体为以下内容:
1、称重量:在电子天平上依次称取三级叶片的质量,记录实际值,并在叶片盆上标记。按质量递减的顺序对三级叶片进行编号,并在叶盆上用化学铅笔标明顺序号。
2、叶片选配及初装:将第三级叶片按质量递减顺序排列在清洁的工作台上,叶片的排布按图3进行排列。第1片叶片装入第1号榫槽内。
3、静平衡调整:将平衡夹具装于平衡机上,找正夹具定位面外圆及端面跳动不大于0.02,对夹具进行动平衡,不平衡量不大于3g.mm。对零件进行静平衡,测量初始不平衡量,并记录实际值,静平衡过程允许调换叶片的位置,但必须满足叶片的选配要求,允许更换新品叶片,新品叶片的质量可以比原叶片增加或减小,新更换的叶片质量与原叶片质量差为(-0.3到+0.3)g,但是必须满足叶片的选配要求。在进行零件静平衡时,转速为不少于900r/min,旋转方向为顺航向逆时针。
4、叶片分解及标印:叶片分解后,在叶片榫头用震动笔标记对应的盘槽号。清洗叶片,将叶片按序装箱。
待叶片准备完毕后,进行总装叶片的工序内容如下:
步骤一,用干燥的压缩空气将待安装的轮盘榫槽与叶片吹净;
步骤二,用脱脂棉蘸取橡胶工业用溶剂油将轮盘榫槽以及叶片榫头擦干净,然后立即用干净的脱脂棉擦干,重复以上步骤直到擦干用的脱脂棉进行擦后无污迹为止,随后再丙酮对轮盘榫槽以及叶片榫头清洗并擦干;
步骤三,在空气中将轮盘与叶片晾干,至丙酮全部挥发;
步骤四,蘸取NJD-9粘接底涂剂,在轮盘榫槽与叶片榫头的连接部位进行底涂,随后在空气中放置45-60分钟,使NJD-9粘接底涂剂干燥;选取毛刷、脱脂棉以及医用纱布中的任意一种进行蘸取NJD-9粘接底涂剂后实施底涂;在空气中放置时间达到要求后粘接底涂剂仍未干燥的,使用电吹风机的冷风档对其吹干,此外,还可延长放置时间至其干燥;
步骤五,蘸取NJD-11粘接底涂剂,在涂有NJD-9粘接底涂剂的部位上进行底涂,随后在空气中放置30-40分钟,使NJD-9粘接底涂剂干燥;选取毛刷、脱脂棉以及医用纱布中的任意一种进行蘸取NJD-11粘接底涂剂后实施底涂;在空气中放置时间达到要求后粘接底涂剂仍未干燥的,使用电吹风机的冷风档对其吹干,此外,还可延长放置时间至其干燥;
步骤六,将密封剂与硫化剂按质量份数100:2.5~3.5的比例混合,搅拌均匀后放入真空干燥箱内抽真空除气泡;使用的密封剂,为HM307双组分缩合型有机硅密封剂;
步骤七,按总装叶片的编号安装位置,将经过处理的密封剂与硫化剂的混合剂用气动或手动胶枪均匀涂于叶片的榫头底面和轮盘榫槽的表面,随后将叶片装入相应的榫槽内,可用质量不超过40g的胶木棒将叶片轻敲至装入轮盘榫槽内,从而形成轮盘与叶片组合件;在叶片装入相应的榫槽内后,还需用刮刀刮除溢出的混合剂;
步骤八,待全部叶片安装完成后,将安装完成的轮盘与叶片组合件置于温度20-30℃,相对湿度30%-80%的环境条件下硫化72小时后取出,还可将安装完成的轮盘与叶片组合件置于温度20-30℃,相对湿度30%-80%的环境条件下硫化24小时后,再将其置于温度70℃,相对湿度30%-80%的环境条件下硫化24小时后取出,此时,叶片总装完成。
如图1,在总装完成后,在表面F和P上允许有密封胶的涂覆痕迹。
- 一种用于高压压气机第三级转子总装叶片的安装方法
- 一种用于发动机高压压气机转子叶片疲劳试验的装置