一种无头轧制设备的机架及辊形配置方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及轧钢技术领域,尤其涉及一种无头轧制设备的机架及辊形配置方法。
背景技术
因为无头轧制生产工艺发展的多样性,薄板坯连铸连轧的轧线设备构成和布置形式也呈现出灵活多变的组合方式。但都保持了无头轧制技术的共性优势——即钢材生产不再是单块的、间隙性的,而是连续进行轧制,带钢咬入次数减少,对轧辊的冲击也减小,有利于提高轧辊寿命,且连续轧制使钢材断面形状波动减少,钢材质量得到改善,有利于生产薄规格和超薄规格带钢,且能够根据需求剪切成所需长度或卷重,显著提高了产品的成品率。
薄板坯连铸连轧最大的优势是连续轧制,但也因此带来相应的问题:长时间的连续轧制时,轧辊磨损持续增加,热膨胀特性也与常规热连轧差异较大。随着辊期长度的延长,工作辊的磨损与热胀的加剧,辊后期机架间出现浪形、跑偏等问题,带钢凸度也逐渐失控。
发明内容
鉴于上述问题,提出了本发明以便提供一种克服上述问题或者至少部分地解决上述问题的一种无头轧制设备的机架及辊形配置方法。
依据本发明的第一个方面,提供了一种辊形配置方法,应用于无头轧制设备的机架,包括:
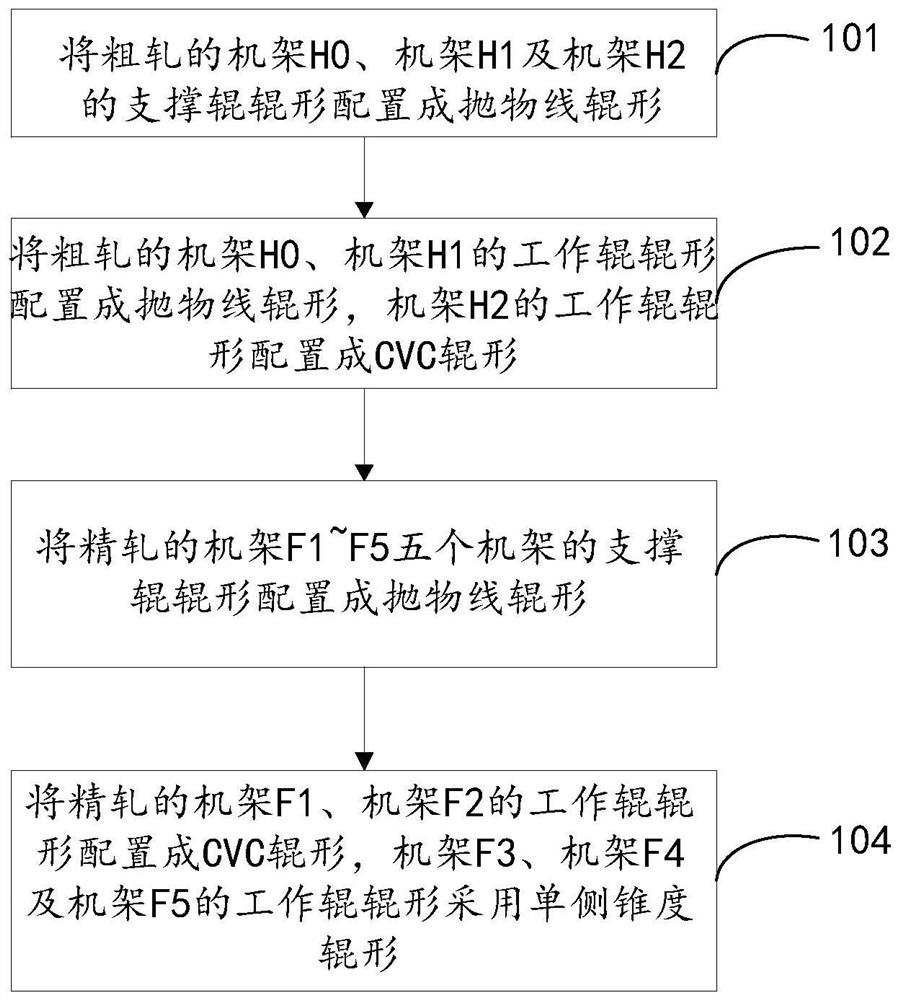
将粗轧的机架H0、机架H1及机架H2的支撑辊辊形配置成抛物线辊形;
将粗轧的机架H0、机架H1的工作辊辊形配置成抛物线辊形,机架H2的工作辊辊形配置成CVC辊形;
将精轧的机架F1~F5五个机架的支撑辊辊形配置成抛物线辊形;
将精轧的机架F1、机架F2的工作辊辊形配置成CVC辊形,机架F3、机架F4及机架F5的工作辊辊形采用单侧锥度辊形。
可选的,机架H0、机架H1及机架H2的支撑辊的抛物线辊形的曲线形式为:
其中,B
可选的,机架H0、机架H1及机架H2的工作辊的辊形曲线形式为:
其中,W
可选的,精轧的机架F1~F5五个机架的支撑辊的抛物线辊形的曲线形式为:
其中总,B
可选的,精轧的机架F1和机架F2的工作辊的CVC辊形曲线形式为:
W
其中,W
可选的,精轧的机架F3、机架F4及机架F5的工作辊的单侧锥度辊形曲线形式为:
其中,W
可选的,粗轧机架的工作辊以及精轧机架的工作辊均具有轴向窜辊的功能。
依据本发明的第二个方面,提供了一种无头轧制设备的机架,包括:粗轧的机架H0、机架H1、机架H2,以及精轧的机架精轧的机架F1、机架F2、机架F3、机架F4、机架F5;
机架H0~H2分别包括支撑辊和工作辊,机架H0、机架H1及机架H2的支撑辊的辊形为抛物线辊形,机架H0、机架H1的工作辊的辊形为抛物线辊形,机架H2的工作辊的辊形为CVC辊形;
机架F1~F5分别包括支撑辊和工作辊,机架F1~F5的支撑辊的辊形为抛物线辊形,机架F1、机架F2的工作辊的辊形为CVC辊形,机架F3~F5的工作辊的辊形采用单侧锥度辊形。
可选的,粗轧机架的工作辊以及精轧机架的工作辊均具有轴向窜辊的功能。
可选的,工作辊的轴向窜辊的行程范围为100mm~300mm。
本说明书实施例中的上述一个或多个技术方案,至少具有如下技术效果:
本说明书实施例提供的一种无头轧制设备的机架及辊形配置方法,包括粗轧辊形配置及使用方法、精轧辊形配置及使用方法,通过在典型的8机架无头轧制产线中,针对轧制工况特点,对机架的工作辊和支撑辊,采用抛物线辊形、三次CVC辊形、单侧锥度辊形组合配置,解决长辊期同宽轧制过程中出现的工作辊“U”型磨损、工作辊热凸度持续增大、减薄和返厚过程中工况差异大等问题,使无头轧制产线长辊期能够稳定轧制。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考图形表示相同的部件。
在附图中:
图1示出了本发明实施例中的一种辊形配置方法的流程图。
图2示出了本发明实施例中的一种无头轧制设备的机架的示意图。
图3示出了本发明实施例中的一种单侧锥度辊形的示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
因为无头轧制生产工艺发展的多样性,薄板坯连铸连轧的轧线设备构成和布置形式也呈现出灵活多变的组合方式。但都保持了无头轧制技术的共性优势——即钢材生产不再是单块的、间隙性的,而是连续进行轧制,带钢咬入次数减少,对轧辊的冲击也减小,有利于提高轧辊寿命,且连续轧制使钢材断面形状波动减少,钢材质量得到改善,有利于生产薄规格和超薄规格带钢,且能够根据需求剪切成所需长度或卷重,显著提高了产品的成品率。
薄板坯连铸连轧最大的优势是连续轧制,但也因此带来相应的问题:长时间的连续轧制时,轧辊磨损持续增加,热膨胀特性也与常规热连轧差异较大。随着辊期长度的延长,工作辊的磨损与热胀的加剧,辊后期机架间出现浪形、跑偏等问题,带钢凸度也逐渐失控。
基于上述研究内容,本实施例提供一种辊形配置方法,应用于无头轧制设备的机架。结合图1、图2所示,该辊形配置方法包括步骤101至步骤104:
步骤101:将粗轧的机架H0、机架H1及机架H2的支撑辊辊形配置成抛物线辊形;
步骤102:将粗轧的机架H0、机架H1的工作辊辊形配置成抛物线辊形,机架H2的工作辊辊形配置成CVC辊形;
步骤103:将精轧的机架F1~F5五个机架的支撑辊辊形配置成抛物线辊形;
步骤104:将精轧的机架F1、机架F2的工作辊辊形配置成CVC辊形,机架F3、机架F4及机架F5的工作辊辊形采用单侧锥度辊形。
其中,无头轧制设备为典型的8机架无头轧制设备,也就是说,包括设备包括8个机架或8个轧机。其中3个机架为粗轧机架,5个机架为精轧机架。8台轧机均为四辊轧机,一对工作辊和一对支撑辊。所有轧机均具备工作辊轴向窜辊和弯辊功能,工作辊轴向窜辊行程为±S,单位mm,窜辊行程的取值范围为100mm-300mm。粗轧与精轧之间装备有感应加热或隧道炉加热装置,用于对中间坯进行补热。
在本实施例中,考虑到无头轧制生产工况的特点,对无头轧制设备的机架做一个功能分区。详细的说,机架H0到机架H1阶段的带钢厚度比较厚,温度也比较高,带钢在此处主要是为了变形,选择用抛物线辊形的工作辊配抛物线辊形的支撑辊。在机架H2、机架F1及机架F2这个阶段,带钢已经减薄到比较薄了,例如5到20毫米,比较接近最终成品的厚度,而且中间经过加热装置,带钢温度也比较高,大概900到1200度。此时需要对带钢的轮廓进行控制,因而要求机架具备对带钢轮廓控制比较强的能力,所以在配置时,选择用CVC辊形的工作辊配抛物线辊形的支撑辊,CVC辊形轧辊为连续可变凸度轧辊。在机架F3-机架F5这个阶段,带钢温度比较低,带钢的厚度已经比较薄了,最薄能在0.8-1.0mm,此时带钢不容易变形,而且带钢越来越长,故在轧制时,轧辊的转动的速度也是越来越快,因此处于后端的机架,其磨损比较严重,基于此工况特点,选择用单侧锥度辊形的工作辊配抛物线辊形的支撑辊。
具体的说,粗轧机架H0、机架H1及机架H2的支撑辊的抛物线辊形的曲线形式为:
其中,B
粗轧机架H0、机架H1及机架H2的工作辊的辊形曲线形式为:
其中,W
其中,机架H0、机架H1工作辊采用可变行程周期性窜辊,窜辊步长5~10mm,窜辊频率为1卷带钢,相邻机架窜辊方向相反,窜辊时刻为带钢虚拟剪切点到达轧机辊缝时,窜辊时长为10~20s。
精轧的机架F1~F5五个机架的支撑辊的抛物线辊形的曲线形式为:
其中总,B
精轧的机架F1和机架F2的工作辊的CVC辊形曲线形式为:
W
其中,W
机架F1和机架F2的工作辊的窜辊量设定范围为±S,窜辊步长5~10mm,窜辊频率为1卷带钢,窜辊时刻为带钢虚拟剪切点到达轧机辊缝时,窜辊时长为20~40s,工作辊窜辊方向由板形控制模型根据成品的实际凸度与目标凸度偏差进行自动控制,使成品凸度达到控制目标范围。
结合图3所示,精轧的机架F3、机架F4及机架F5的工作辊的单侧锥度辊形曲线形式为:
其中,W
机架F3-机架F5三个机架单侧锥度辊形窜辊量设定范围为±S,工作辊处于初始窜辊位置时,带钢边部位于第Ⅱ段辊形范围内,随着轧制带钢卷数的增加,工作辊锥角逐渐向带钢内部窜动,窜辊步长0~5mm,窜辊频率为1卷带钢,窜辊时刻为带钢虚拟剪切点到达轧机辊缝时,窜辊时长为20~40s。
概括的说,本说明书实施例提供的一种辊形配置方法,包括粗轧机架辊形配置及使用方法、精轧机架辊形配置及使用方法,通过在典型的8机架无头轧制设备中,针对轧制工况特点,对机架的工作辊和支撑辊,采用抛物线辊形、三次CVC辊形、单侧锥度辊形组合配置,解决长辊期同宽轧制过程中出现的工作辊“U”型磨损、工作辊热凸度持续增大、减薄和返厚过程中工况差异大等问题,使无头轧制产线长辊期能够稳定轧制。与现有技术相比,避免频繁更换轧辊,降低生产成本。
基于同一发明构思,本发明还提供一种无头轧制设备的机架,包括:粗轧的机架H0、机架H1、机架H2,以及精轧的机架精轧的机架F1、机架F2、机架F3、机架F4、机架F5;
机架H0~H2分别包括支撑辊和工作辊,机架H0、机架H1及机架H2的支撑辊的辊形为抛物线辊形,机架H0、机架H1的工作辊的辊形为抛物线辊形,机架H2的工作辊的辊形为CVC辊形;
机架F1~F5分别包括支撑辊和工作辊,机架F1~F5的支撑辊的辊形为抛物线辊形,机架F1、机架F2的工作辊的辊形为CVC辊形,机架F3~F5采用单侧锥度辊形。
其中,粗轧机架的工作辊以及精轧机架的工作辊均具有轴向窜辊的功能。工作辊的轴向窜辊的行程范围为100mm~300mm。
粗轧机架H0、机架H1及机架H2的支撑辊的抛物线辊形的曲线形式为:
其中,B
粗轧机架H0、机架H1及机架H2的工作辊的辊形曲线形式为:
其中,W
其中,机架H0、机架H1工作辊采用可变行程周期性窜辊,窜辊步长5~10mm,窜辊频率为1卷带钢,相邻机架窜辊方向相反,窜辊时刻为带钢虚拟剪切点到达轧机辊缝时,窜辊时长为10~20s。
精轧的机架F1~F5五个机架的支撑辊的抛物线辊形的曲线形式为:
其中总,B
精轧的机架F1和机架F2的工作辊的CVC辊形曲线形式为:
W
其中,W
机架F1和机架F2的工作辊的窜辊量设定范围为±S,窜辊步长5~10mm,窜辊频率为1卷带钢,窜辊时刻为带钢虚拟剪切点到达轧机辊缝时,窜辊时长为20~40s,工作辊窜辊方向由板形控制模型根据成品的实际凸度与目标凸度偏差进行自动控制,使成品凸度达到控制目标范围。
结合图3所示,精轧的机架F3、机架F4及机架F5的工作辊的单侧锥度辊形曲线形式为:
其中,W
机架F3-机架F5三个机架单侧锥度辊形窜辊量设定范围为±S,工作辊处于初始窜辊位置时,带钢边部位于第Ⅱ段辊形范围内,随着轧制带钢卷数的增加,工作辊锥角逐渐向带钢内部窜动,窜辊步长0~5mm,窜辊频率为1卷带钢,窜辊时刻为带钢虚拟剪切点到达轧机辊缝时,窜辊时长为20~40s。
综上,本实施例提供的一种无头轧制设备的机架,通过对粗轧辊形配置及精轧辊形配置,通过在典型的8机架无头轧制产线中,针对轧制工况特点,对机架的工作辊和支撑辊,采用抛物线辊形、三次CVC辊形、单侧锥度辊形组合配置,解决长辊期同宽轧制过程中出现的工作辊“U”型磨损、工作辊热凸度持续增大、减薄和返厚过程中工况差异大等问题,使无头轧制产线长辊期能够稳定轧制。
以上,仅为本发明的各种实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种适宜无头轧制精轧机组工作辊辊形设计方法
- 一种基于无头轧制工艺的非对称工作辊辊形及其控制方法