一种汽车高强度热成型部件生产装置及工艺
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及汽车配件加工技术领域,具体为一种汽车高强度热成型部件生产装置及工艺。
背景技术
采用先进高强钢板成形车身部件可以显著提高乘用车安全性能,实现车身轻量化,降低油耗。传统的冷冲压对于高强钢成形来说,车身零件在不仅在成形过程中容易破裂,而且容易产生回弹,影响后续车身装配。对于强度超过1000MPa的高强钢,传统冷冲压工艺往往力不从心,因此热冲压技术应运而生,其可以解决超高强度钢板在常温下成形困难的局限性;热冲压技术是一种获得超高强度冲压零件的有效途径,该技术的原理是将高强度板加热到奥氏体温度范围,快速移动到模具,快速冲压,在保压一段时间后对零件进行淬火冷却,最后成形件的微观组织由奥氏体转变为马氏体,从而获得强度在1500MPa以上的成形件;
但是现有的热成型冲压模具在使用时热压成型过程中,高温和高压的作用会导致模具磨损,并且由于下模具型腔朝上,在对物料冲压的时候,型腔内部很容易积存碎屑,冲压时产生的碎屑以及模具磨损产生的碎屑积存在型腔内部后会对冲压后的成品造成影响,最终导致局部变形,影响产品精度,而现有的热成型冲压模具大多不具有下模具清理的功能,虽然也有通过气流对其表面进行清理的,但是碎屑会四处乱飞,型腔深处也难以清理干净,弊大于利。
因此,本领域技术人员提供了一种汽车高强度热成型部件生产装置及工艺,以解决上述背景技术中提出的问题。
发明内容
解决的技术问题
针对现有技术的不足,本发明提供了一种汽车高强度热成型部件生产装置及工艺,具备能够将下模具表面以及型腔内部的杂质彻底清理提高物料成型质量等优点,解决了不能够对下模具上的杂质进行彻底清理导致物料冲压局部变形精度差的问题。
技术方案
为实现上述能够将下模具表面以及型腔内部的杂质彻底清理提高物料成型质量的目的,本发明提供如下技术方案:一种汽车高强度热成型部件生产装置,包括底座,所述底座的内部四角处均固定安装有升降油压缸,所述升降油压缸的输出端固定连接有顶座,所述顶座的底部固定连接有上模具,所述底座的内部开设有落料槽,所述落料槽的内部活动安装有转板,所述转板的顶部固定连接有下模具,所述转板的表面固定安装有振动电机,所述转板的两侧面中心处均固定连接有转杆,其中一个所述转杆通过联轴器固定连接有伺服电机,所述伺服电机的外表面固定安装在底座的内部,所述底座的内部固定安装有定位轴承,所述定位轴承的内部固定连接有固定盒,所述固定盒的内部滑动连接有滑板,所述固定盒的内部活动安装有弹性板,所述转杆远离滑板的一端固定连接有卡棒,所述底座的内部滑动连接有定位块,所述定位块的内部开设有定位槽,所述底座的外表面固定安装有定位油压缸,所述定位油压缸的输出端固定连接在定位块的侧面中心处,所述底座的内部安装有支撑装置。
优选的,所述支撑装置包括等距开设在底座内部的圆槽,所述圆槽的内部活动安装有弹性块,所述圆槽的内部滑动连接有定位棒,所述转板的两侧面均等距开设有定位孔,所述底座的内部开设有密封腔,所述密封腔的内部滑动连接有两个抵棒,所述密封腔的内部固定连接有两个限位环,所述底座的内部固定连接有与密封腔内部相连通的连通管,所述底座的内部开设有调节腔,所述底座的外表面固定安装有电动伸缩杆,所述电动伸缩杆的输出端固定连接有密封调节板,所述底座的外表面等距开设有与弹性块内部相连通的泄气槽。
优选的,所述底座的侧面开设有出料槽,所述落料槽的内部固定安装有辊筒输送机,所述底座的内部滑动连接有收集盒,所述辊筒输送机的输出端延伸到底座的外部,所述收集盒的输入端延伸到底座的外部。
优选的,所述抵棒包括密封滑动连接在密封腔内部的密封圈,所述密封圈的表面中心处固定连接有抵杆,所述抵杆远离密封活动板的一端固定连接有弧形凸块,所述密封活动板的外表面固定安装有密封圈。
优选的,所述定位棒包括贴合在弹性块表面的圆棒,所述圆棒的内部开设有凹槽,所述圆棒的外表面固定连接有限位块,所述圆槽的内部开设有与限位块相匹配的限位槽。
优选的,所述弹性板为硅胶块,所述转杆远离定位轴承的一端延伸到落料槽的内部。
优选的,所述卡棒和定位槽均为六边形,所述定位块为方形,所述定位槽外部口径大于内部口径。
优选的,所述密封调节板的外表面固定安装有密封环,所述圆槽为橡胶块。
优选的,所述凹槽为梯形,所述弧形凸块的表面抵靠在凹槽的内壁,所述限位环的数量为两个,所述限位环为环形,所述调节腔靠近电动伸缩杆的内部通过泄气槽与底座的外部相连通,所述定位孔外部口径大于内部口径。
汽车高强度热成型部件生产工艺,应用于上述所述的汽车高强度热成型部件生产装置,包括以下步骤:
S1、工作的时候,机械手将烧红的物料放置在下模具的表面后,通过升降油压缸带动顶座向下滑动,上模具和下模具对物料进行冲压成型;
S2、通过启动升降油压缸,使顶座带动上模具往远离下模具的方向滑动,此时通过启动定位油压缸,定位油压缸带动定位块滑动,使卡棒脱离定位槽内部;
S3、然后通过启动电动伸缩杆带动密封调节板往右边滑动,此时密封腔内部处于高压状态,并带动两个抵棒往远离限位环的方向滑动,此时弧形凸块的表面抵靠在凹槽的内壁,并通过摩擦力,带动圆棒往远离转板的方向滑动;
S4、当圆棒脱离定位孔内部后,通过启动伺服电机,伺服电机带动转杆和转板翻转,使下模具的顶部朝着落料槽的内部,此时转杆的表面紧紧贴合在弹性板的表面;
S5、然后通过启动振动电机,下模具表面的物料和碎屑都能够落到辊筒输送机的辊筒表面,而碎屑会穿过辊筒输送机落在收集盒内部收集,成型后的物料最终通过辊筒输送机从出料槽运出。
有益效果
与现有技术相比,本发明提供了一种汽车高强度热成型部件生产装置及工艺,具备以下有益效果:
1、该汽车高强度热成型部件生产装置及工艺,通过设置伺服电机、转杆和定位轴承等,在下模具和上模具对物料冲压之后,可以对转板进行转动,对下模具进行翻转,可以将下模具表面以及其型腔内部的碎料杂质等倒出,提高了物料成型的质量。
2、该汽车高强度热成型部件生产装置及工艺,通过设置滑板和弹性板当转杆翻转半圈后,通过振动电机的震动,可以使下模具表面成型的物料能够快速脱模,同时也让杂质碎料能够被清理的更彻底,并通过辊筒输送机可以对物料和杂质进行分离,并通过收集盒对杂质进行收集。
3、该汽车高强度热成型部件生产装置及工艺,通过设置卡棒、定位块和定位油压缸,可以对转板转动的角度进行定位,通过设置支撑装置,在转板翻转后,可以对转板进行支撑,减少了定位轴承受到的纵向压力,延长了定位轴承的使用寿命,使冲压物料的时候能够更牢固和稳定。
附图说明
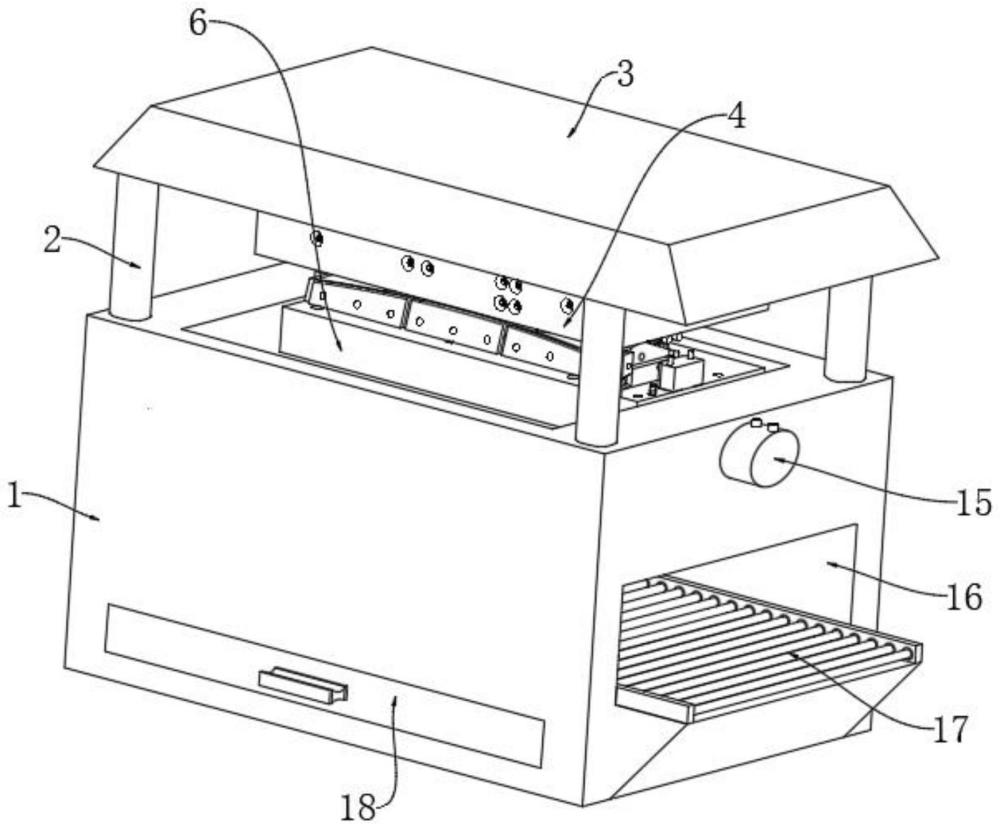
图1为本发明提出的一种汽车高强度热成型部件生产装置的结构示意图;
图2为本发明提出的一种汽车高强度热成型部件生产装置的剖视图;
图3为本发明提出的一种汽车高强度热成型部件生产装置中转杆和定位轴承的连接示意图;
图4为本发明提出的一种汽车高强度热成型部件生产装置中卡棒和定位块的结构示意图;
图5为本发明提出的一种汽车高强度热成型部件生产装置中弹性板的结构示意图;
图6为本发明提出的一种汽车高强度热成型部件生产装置中支撑装置的结构示意图;
图7为本发明提出的一种汽车高强度热成型部件生产装置中抵棒的结构示意图;
图8为本发明提出的一种汽车高强度热成型部件生产装置中定位棒的结构示意图。
图中:1、底座;2、升降油压缸;3、顶座;4、上模具;41、下模具;5、落料槽;6、转板;61、振动电机;7、转杆;71、伺服电机;8、定位轴承;9、固定盒;10、滑板;11、弹性板;12、卡棒;13、定位块;14、定位槽;15、定位油压缸;16、出料槽;17、辊筒输送机;18、收集盒;19、支撑装置;191、圆槽;192、弹性块;193、定位棒;194、定位孔;195、密封腔;196、抵棒;197、限位环;198、连通管;199、调节腔;1910、电动伸缩杆;1911、密封调节板;1912、泄气槽;1961、抵杆;1962、密封活动板;1963、密封圈;1964、弧形凸块;1931、圆棒;1932、凹槽;1933、限位块。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-8,一种汽车高强度热成型部件生产装置,包括底座1,底座1的内部四角处均固定安装有升降油压缸2,升降油压缸2的输出端固定连接有顶座3,顶座3的底部固定连接有上模具4,底座1的内部开设有落料槽5,落料槽5的内部活动安装有转板6,转板6的顶部固定连接有下模具41,转板6的表面固定安装有振动电机61,转板6的两侧面中心处均固定连接有转杆7,其中一个转杆7通过联轴器固定连接有伺服电机71,伺服电机71的外表面固定安装在底座1的内部,底座1的内部固定安装有定位轴承8,转杆7远离定位轴承8的一端延伸到落料槽5的内部,定位轴承8的内部固定连接有固定盒9,固定盒9的内部滑动连接有滑板10,固定盒9的内部活动安装有弹性板11,弹性板11为硅胶块,当伺服电机71带动转杆7转动一百八十度后,通过启动振动电机61可以带动下模具41震动,可以将下模具41表面以及其型腔内部的碎料杂质等倒出,提高了物料成型的质量;
转杆7远离滑板10的一端固定连接有卡棒12,底座1的内部滑动连接有定位块13,定位块13为方形,定位块13的内部开设有定位槽14,定位槽14外部口径大于内部口径,卡棒12和定位槽14均为六边形,底座1的外表面固定安装有定位油压缸15,定位油压缸15的输出端固定连接在定位块13的侧面中心处,通过定位块13的滑动与卡棒12之间的卡接,能够对转杆7的转动角度进行限位;
底座1的内部安装有支撑装置19,支撑装置19包括等距开设在底座1内部的圆槽191,圆槽191为橡胶块,圆槽191的内部活动安装有弹性块192,圆槽191的内部滑动连接有定位棒193,定位棒193包括贴合在弹性块192表面的圆棒1931,圆棒1931的内部开设有凹槽1932,凹槽1932为梯形,圆棒1931的外表面固定连接有限位块1933,圆槽191的内部开设有与限位块1933相匹配的限位槽,转板6的两侧面均等距开设有定位孔194,定位孔194外部口径大于内部口径,底座1的内部开设有密封腔195,密封腔195的内部滑动连接有两个抵棒196,抵棒196包括密封滑动连接在密封腔195内部的密封圈1963,密封圈1963的表面中心处固定连接有抵杆1961,抵杆1961远离密封活动板1962的一端固定连接有弧形凸块1964,弧形凸块1964的表面抵靠在凹槽1932的内壁,密封活动板1962的外表面固定安装有密封圈1963,密封腔195的内部固定连接有两个限位环197,限位环197的数量为两个,底座1的内部固定连接有与密封腔195内部相连通的连通管198,底座1的内部开设有调节腔199,底座1的外表面固定安装有电动伸缩杆1910,电动伸缩杆1910的输出端固定连接有密封调节板1911,密封调节板1911的外表面固定安装有密封环,底座1的外表面等距开设有与弹性块192内部相连通的泄气槽1912,调节腔199靠近电动伸缩杆1910的内部通过泄气槽1912与底座1的外部相连通,通过设置支撑装置19,在转板6翻转后,可以对转板6进行支撑,减少了定位轴承8受到的纵向压力,延长了定位轴承8的使用寿命,使冲压物料的时候能够更牢固和稳定;
底座1的侧面开设有出料槽16,落料槽5的内部固定安装有辊筒输送机17,辊筒输送机17的输出端延伸到底座1的外部,底座1的内部滑动连接有收集盒18,收集盒18的输入端延伸到底座1的外部,通过设置收集盒18可以对杂质进行收集。
汽车高强度热成型部件生产工艺,应用于上述汽车高强度热成型部件生产装置,包括以下步骤:
S1、工作的时候,机械手将烧红的物料放置在下模具41的表面后,通过升降油压缸2带动顶座3向下滑动,上模具4和下模具41对物料进行冲压成型;
S2、通过启动升降油压缸2,使顶座3带动上模具4往远离下模具41的方向滑动,此时通过启动定位油压缸15,定位油压缸15带动定位块13滑动,使卡棒12脱离定位槽14内部;
S3、然后通过启动电动伸缩杆1910带动密封调节板1911往右边滑动,此时密封腔195内部处于高压状态,并带动两个抵棒196往远离限位环197的方向滑动,此时弧形凸块1964的表面抵靠在凹槽1932的内壁,并通过摩擦力,带动圆棒1931往远离转板6的方向滑动;
S4、当圆棒1931脱离定位孔194内部后,通过启动伺服电机71,伺服电机71带动转杆7和转板6翻转,使下模具41的顶部朝着落料槽5的内部,此时转杆7的表面紧紧贴合在弹性板11的表面;
S5、然后通过启动振动电机61,下模具41表面的物料和碎屑都能够落到辊筒输送机17的辊筒表面,而碎屑会穿过辊筒输送机17落在收集盒18内部收集,成型后的物料最终通过辊筒输送机17从出料槽16运出。
物料出料结束后,需要再次使用模具的时候,通过伺服电机71带动转杆7转动,使下模具41翻转到原位,通过启动定位油压缸15,使定位块13往靠近转杆7的方向滑动,当卡棒12插接到定位槽14内部后,转板6不可转动,然后通过启动电动伸缩杆1910带动密封调节板1911往靠近泄气槽1912的方向滑动,使密封腔195内部处于负压状态,此时抵棒196整体往密封腔195的中心处滑动,当限位环197与定位棒193完全不接触的时候,通过弹性块192的弹性,使定位棒193往靠近转板6的方向滑动,当圆棒1931插接在定位孔194内部后,可以对下个物料进行冲压操作。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种新能源汽车零部件冲压成型装置
- 一种汽车底盘套管部件成型工艺
- 一种锻压机械零部件生产用移动式冷却成型装置
- 一种用于汽车零部件检验的加速热老化试验装置
- 一种汽车高强度板底盘部件成型工艺
- 一种汽车高强度板底盘部件补偿拉伸成型工艺