一种镀件镀镍的镀液废水处理方法
文献发布时间:2023-06-19 10:30:40
技术领域
本申请涉及化学镀废水处理技术领域,具体的涉及一种镀件镀镍的镀液废水处理方法。
背景技术
表面处理根据其施镀工艺不同(电镀或者化学镀),其出水可简单划分为含离子态重金属废水、含络合态重金属废水和其它高盐分废水。其中化学镀镀液废水含有金属镍络合物,与镍形成配位的物质多为有机酸,由于这些化学镀药剂特殊的耦合作用,使得有机物与重金属离子耦合成稳定的络合物,导致难以被一般氧化剂氧化,同时这些重金属络合物的分子量大、水质生化需氧量(常记为BOD)低、也不易用物理吸附和生物降解的方法进行处理。除此之外,废水中还含有大量的次磷酸盐、亚磷酸盐等还原性物质,以及为了提高镀液的稳定性及产品质量同时还添加缓冲剂、光亮剂等有机物,因此化学镀镍清洗废水为含有重金属及大量有机物的废水。
目前处理化学镀镀液废水的工艺有很多种,处理的目的主要在于对废水中残余的镍、磷进行处理回收以实现废水达标排放。具体的化学镀废水基本处理思路如下:针对废水中的重金属,先用氧化剂将部分有机物氧化,将有机基团与重金属分离,游离态的重金属再通过化学沉淀去除,工艺简单,成本低廉。但化学镀废水出水中往往存在浓度低且稳定性极高的重金属络合物(多为与镍形成配位的有机酸),使得出水难以稳定达标排放。针对低浓度重金属络合污染物,深度处理技术(离子交换、电解法、膜分离技术、吸附法、生物法等)是目前的研究热点,有的已用于实际工程,但是现有的深度处理工艺运行成本高,操作维护复杂,易出现出水不稳定等情况,往往形同虚设。
针对废水中生化性污染物指标,工厂企业往往将各股废水分质预处理后,综合到一起继而采用厌氧/缺氧/好氧等生化工艺进行处理。但是往往因为废水本身可生化性差,前端重金属残留浓度高,污染毒性大,致使后端的生化系统运行成本高且效果非常不稳定。
现有的化学氧化法+化学沉淀法组合技术,处理工艺复杂,处理过程中需要反复投加酸碱以及昂贵的重金属捕捉剂(比如硫酸镁、硫酸铝、硫酸钡或硫酸镁与硫酸铝的混合液),造成运行费用高,污泥产量大,且即使如此其总磷、总镍及COD的处理效果难于稳定达到《电镀污染物排放标准》(GB21900-2008)表3标准。
电渗析法是利用镀铂钛板作阳极,不锈钢板作阴极,在电场力的作用下,化学镀镀液废水中的亚磷酸根离子、硫酸根离子、钠离子等有害物质透过阴、阳离子交换膜被有效地除去。但是电渗析法的工业设备的投资和维护费用较高,化学镀镀液废水中需含较高的亚磷酸盐浓度才能有效使用电渗析法,而实际生产中废液中不会产生过多的亚磷酸钠,积累的量达不到析出的浓度。
离子交换法是采取阴离子交换树脂去除亚磷酸根离子,阳离子交换树脂回收镍离子,再对交换后的树脂进行洗脱和再生。但是由于树脂交换容量有限,所以离子交换树脂的处理能力较小、树脂再生周期比较频繁,这给操作与管理上都带来一定的麻烦;并且离子交换法操作复杂,一些阴离子交换树脂中带有交换离子的活性基团与亚磷酸根发生交换时会将自身交换后的离子引入废水中,可能对废水造成二次污染,从而使后续的处理更加复杂;再者,处理过程中产生的洗脱液、洗涤水中都含有少量镍,这些废水还需要进一步处理,从而增加了工业化生产成本;另外离子树脂交换工艺的投资费用大,成本太高。
发明内容
本发明针对现有技术的上述技术不足,提供一种提升破络氧化和沉淀效率,精确控制沉淀剂,试剂使用量少和产生的固废量少,占地面积小,运行简单可一体化控制,无需反复调节pH值,运行费用低的镀件镀镍的镀液废水处理方法。
为了解决上述技术问题,本申请采用的技术方案为:一种镀件镀镍的镀液废水处理方法,该方法包括:
(1)将产线酸洗液或酸洗废液作为催化剂添加至化学镀镀液废水中,调节废水的pH至3-7;搅拌5-20分钟静置;
(2)然后在步骤(1)处理后的化学镀镀液废水中添加次氯酸钠,调节pH至6~8后,反应静置时间6~12h;此过程次磷酸盐及亚磷酸盐转化为正磷酸盐,同时氧化破坏与镍形成配位的部分络合剂,直至废水中不含有次磷酸盐及亚磷酸盐,得到溶液A,溶液A的ORP值(氧化还原电位)不低于800mV;
(3)然后在步骤(2)处理后的溶液A中投入石灰乳,调节pH值不低于11,反应静置时间不低于2h,过程中生成氢氧化镍、磷酸钙、亚磷酸钙沉淀,得到上层清液C;
(4)在上层清液C中投入氯化钙/PAC混合液,反应静置时间不低于2h,此过程除去残余的镍、磷,得到上层清液D;
(5)在上层清液D中投入PAM混凝剂吸附处理,反应静置时间不低于2h,泥水分离后,上清液排入废水站;处理完成。
优选的,本申请步骤(1)中所述的调节废水的pH至4-7。
优选的,本申请步骤(1)中所述的产线酸洗液含硫酸亚铁、氯化亚铁、溴化亚铁、硝酸亚铁、碘化亚铁、柠檬酸亚铁等中的一种或多种可溶性亚铁离子溶液,如配置亚铁酸性溶液或酸洗废液。
更进一步的,本申请步骤(1)中所述的产线酸洗液或酸洗废液其包含硫酸亚铁的可溶性亚铁离子。
优选的,本申请的步骤(3)中所述的石灰乳为10g氢氧化钙:100ml纯水配制而成。
优选的,本申请中的氯化钙/PAC为1:1(重量比),此处只要保证氯化钙/PAC为1:1,用水稀释成溶液状态即可使用。
优选的,本申请处理后的废水中:总镍≤0.1mg/L,总磷≤1mg/L,pH=6~9,废水排放符合表3要求。
本申请产线酸洗液或酸洗废液是采用质量百分比为25%的稀硫酸(主要成分)对镀件进行除锈清洗后获得的液体,该液体必然含有亚铁离子。
本发明的优点和有益效果:
1.本申请不需要先加硫酸调节,而是采用加入产线酸洗液或酸洗废液作为催化剂进行预处理,再添加次氯酸钠,然后加石灰乳;而现有技术是两次加碱液一次是调节pH,一次是混凝;且现有技术也没有提及添加氯化钙/PAC为1:1;现有技术提及在加入次氯酸钠前,先加入硫酸调节,但是由于含镍废水pH值介于弱酸性与中性之间,破络氧化前加入硫酸会将废水的pH值降至很低(pH3以下),而在强酸性环境下,次氯酸钠与硫酸之间会产生大量的氯气,污染环境,而且硫酸浓度好,添加过程也会造成一定的安全隐患。此外,在强酸性环境下,次氯酸钠加进去就直接与硫酸反应掉了,不会存在后续的破络氧化作用。而本申请第一步加入的不是单纯的硫酸溶液,而是创造性的加入一种含有硫酸亚铁的产线酸洗液(产线酸洗液的主要成分为稀硫酸及其大量的硫酸亚铁),本申请引入了硫酸亚铁溶液既调节了废水的pH(废水的酸性会控制在弱酸左右,即pH=4左右,这样次氯酸钠加进去才不会和硫酸反应),又起到了催化剂的作用,这是因为二价铁离子会转化为三价铁离子,氧化还原相互转化的过程中,提高了后续的次氯酸钠的氧化能力,类似于芬顿效应;使得次氯酸钠的氧化性更强,氧化破络效率更高,获得游离的镍离子、为后续镍离子的去除提供条件,显然这是简单的加入硫酸的技术方案无法实现的。此外,本申请是将产线酸洗液或酸洗废液直接作为催化剂使用,可以实现一物多用的效果,还可以有效的实现废酸再利用,更加环保。
2.本申请的方案中并没有再加碱液调节废水的pH步骤,而是破络氧化后直接加石灰乳(石灰乳即氢氧化钙溶液);破络后废水中存在游离镍离子,氢氧化钙中的氢氧根与镍离子可形成氢氧化镍沉淀,氢氧化钙中的钙离子能与磷酸根、亚磷酸根形成磷酸钙、亚磷酸钙沉淀。这与现有技术的两次加碱液调节pH、混凝处理,方法上不一样。
3.本申请前面的处理可以生成氢氧化镍、磷酸钙、亚磷酸钙等沉淀、去除绝大部分的镍、磷。但是并不是能完全去除干净,需要进一步的用氯化钙去除残余的镍、磷,此外添加的PAC聚合氯化铝具有较强的架桥吸附性能,在水解过程中,伴随凝聚、吸附、絮凝、沉淀过程可快速的去除这些残余的钙盐。
4.本发明发展了传统的化学氧化+沉淀法的化学镀镀液废水工艺,达到电镀废水排放《表3》标准。在预先氧化前,通过提前在化学镀镀液废水中创造性的加入一种含有硫酸亚铁的产线酸洗液作为催化剂(硫酸亚铁溶液)进行预处理,再添加强氧化剂——次氯酸钠进行氧化处理,把次磷酸盐和亚磷酸盐在生化处理前转化为正磷酸盐,同时该强氧化剂还可以氧化破坏与镍配位的有机络合物,使得破络后的镍变为游离的镍离子,然后通过石灰乳(碳酸钙、氯化钙或其组合)沉淀磷与大部分的镍,再完成泥水分离。为了确保镍与磷的达标,在pH不低于11的强碱性件下投加氯化钙/PAC(聚合氯化铝)混凝沉淀残余的镍磷,最后加入PAM(聚丙烯酰胺)絮凝剂吸附沉淀处理,这样的处理方式获得的废水即符合国家排放标准。
5.本申请的处理工艺不需要先要调节废水pH值至2~3再回调pH值至7~8,因此就不需要消耗过多的酸、碱、境地成本成本过大;另外,由于双氧水操作难度大,硫酸亚铁投加必须是固体,且硫酸亚铁含铁20%左右,相对于聚铁的11%含铁,大大增加了污泥处理强度,而本申请正好可以不使用双氧水。
6.本申请的制备过程,合理的控制了pH,在加入次氯酸钠的过程没有氯气产生,因此更加的安全环保;而pH在3以下的时候会产生大量的氯气,本申请合理的控制pH3-7,优选控制pH在4-7,能够很好的克服上述缺陷。
7.本申请相较于芬顿反应,更容易控制,因为芬顿反应采用双氧水与硫酸亚铁的最佳比例需要进行正交实验才可以得出,并且受到反应pH值、反映时间长短、搅拌混合程度的影响,所以比例很难控制。芬顿处理腐蚀性大,连水泥池都被腐蚀掉。双氧水强氧化性,其氧化性仅次于氟气(F2),如果防护不好对人体都有一定程度的腐蚀,硫酸亚铁也具有一定的腐蚀性。而且芬顿反应使用药剂的量多,过量的二价铁会增大处理后废水的COD值;此外,芬顿反应的氧化能力还不太强,有些有机物还不能被破坏,需借助紫外光、超声波、臭氧等进行强化;芬顿处理的成本高,污泥多,如双氧水的药剂成本高也是一方面,并且现在大多数企业所计算的成本往往还不包括污泥增加(硫酸亚铁的投加带来的大量污泥),设备折旧,维修费用等;而且芬顿处理容易返色。如双氧水与硫酸亚铁的投加量与投加比例控制不好,或三价铁不沉淀容易导致废水呈现出微黄色或黄褐色。而本申请均可以有效的克服上述不足。
附图说明
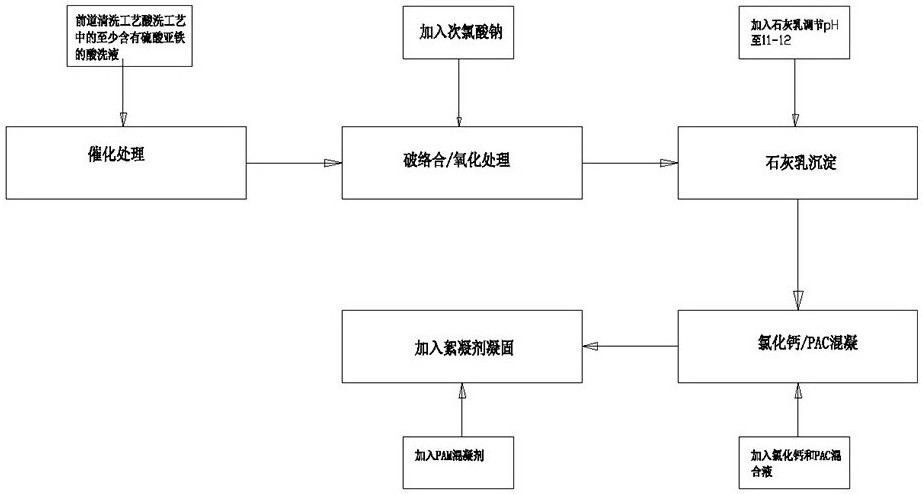
图1 本发明的工艺流程图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例对本发明进一步详细说明,对反应试剂要求、反应时间等问题分别进行阐述。
具体的工艺流程图参考图1所示,包括了含有亚铁离子的酸洗液作为催化剂进行催化处理,然后加入次氯酸钠进行破络合/氧化处理,然后再加入石灰乳进行沉淀反应,再进行混凝反应,最后加入絮凝剂,泥水分离获得符合排放要求的镀镍废水。
实施例1 (实验室)
需要处理的化学镀废水进水水质为:废水pH为6.3,总镍含量为90mg/L,总磷含量为150mg/L。
处理过程:在上述的镍后反应槽水500mL(废水pH为6.3,总镍含量为90mg/L,总磷含量为150mg/L),滴加1ml产线酸洗液(硫酸亚铁溶液),搅拌10分钟,待pH变为4左右后,加入次氯酸钠5mL,搅拌6h;然后加入石灰乳(Ca(OH)2 溶液)7.5mL,搅拌反应2h;再加入CaCl2/PAC溶液5mL,搅拌5min后加入5mL PAM,缓慢搅匀后待沉淀后,取上清液检测。
经过检测可知,本实施例获得的化学镀废水出水水质为:废水pH为7,总镍含量为0.07mg/L,总磷含量为0.45mg/L。完全符合总镍≤0.1mg/L,总磷≤1mg/L,pH=6~9,废水排放符合表3要求的镀镍废水的排放标准。
实施例2 (产线)
需要处理的化学镀废水进水水质为:废水pH为4.5,总镍含量为110mg/L,总磷含量为883mg/L。
处理过程:镍后反应槽水10吨,加入25L×4桶产线酸洗液(硫酸亚铁溶液)搅拌10分钟,待PH变为4左右后,加入次钠25L×28桶,pH变为7.5,搅拌2h,静置一夜。次日排泥1吨,加入Ca(OH)2 溶液250L(含Ca(OH)2 2.25Kg),搅拌反应2h。再加入CaCl2/PAC溶液250L,搅拌5min后加入250L PAM,缓慢搅匀后待沉淀后,取上清液检测。
化学镀废水出水水质为:废水pH为6,总镍含量为0.08mg/L,总磷含量为7.63mg/L。
完全符合总镍≤0.1mg/L,总磷≤1mg/L,pH=6~9,废水排放符合表3要求的镀镍废水的排放标准。
对比例
化学镀废水进水水质为:废水pH为4.5,总镍含量为110mg/L,总磷含量为883mg/L。
处理过程:镍后反应槽水10吨,加入25L×4桶硫酸配置的纯的硫酸溶液搅拌10分钟,待pH变为2左右后,加入次钠25L×28桶,pH变为7.5,搅拌2h,静置一夜。次日排泥1吨,加入Ca(OH)2 溶液250L(含Ca(OH)2 2.25Kg),搅拌反应2h。再加入CaCl2/PAC溶液250L,搅拌5min后加入250L PAM,缓慢搅匀后待沉淀后,取上清液检测。化学镀废水出水水质为:废水pH为5,总镍含量为0.23mg/L,总磷含量为6mg/L。
上述不采用本申请产线酸洗液的对比例,获得的镀镍废水,其不符合总镍≤0.1mg/L,总磷≤1mg/L,pH=6~9,废水排放符合表3要求的镀镍废水的排放标准,镍含量沿着超标。
通过上述实施例和对比例比较可知,本申请创造性的采用产线酸洗液,其中的硫酸亚铁溶液既调节了废水的pH(废水的酸性会控制在弱酸左右,即pH=4左右,这样次氯酸钠加进去才不会和硫酸反应),又起到了催化剂的作用(硫酸亚铁中的二价铁离子会转化为三价铁离子,氧化还原相互转化的过程中,提高了后续的次氯酸钠的氧化能力,类似于芬顿效应,使得次氯酸钠的氧化性更强,氧化破络效率更高);因此获得的废水中:总镍≤0.1mg/L,总磷≤1mg/L,pH=6~9,废水排放符合《电镀污染物排放标准》(GB21900-2008)表3标准。而对比例采用硫酸调节的方案则无法实现本申请的上述技术效果。
《电镀污染物排放标准》(GB21900-2008)表3
本发明技术发展了传统的化学氧化沉淀工艺,提升氧化和沉淀效率,精确控制沉淀剂,试剂和固废量少,占地面积小,运行简单可一体化控制,无需反复调节PH值,运行费用低。石灰乳中的钙离子可与破络氧化后的磷酸根、亚磷酸根形成钙盐去除并降低总磷含量,不加石灰乳无法达到除磷效果。
- 一种镀件镀镍的镀液废水处理方法
- 钢铁件碱性深孔镀镍添加剂、预镀液及预镀工艺