一种水帘分水管出水孔加工装置
文献发布时间:2024-04-18 19:48:15
技术领域:
本发明涉及管体加工设备技术领域,更具体地说涉及一种水帘分水管出水孔加工装置。
背景技术:
环保空调,又称蒸发冷风机,是一种集降温、换气、防尘、除味于一身的蒸发式降温换气机组。其箱体的底部为水箱底座,在使用时,水液会处于水箱底座的水槽中,通过水箱底座上安装的循环水泵抽水进入到分水器中,然后,进行分水喷水,水液沿水帘的波纹面均匀的流下;而在水帘结构中,其上部的分水管上需要加工多个出水孔,以方便水液从分水管上均匀流出;
现有的分水管一般是采用塑料管,如PPR管、PVC管等,其在加工中,需要是采用现有的普通钻床,进行逐一打孔加工,其加工效率非常慢,而且管料加工,需要设计专用的夹持机构,因此,中国专利申请号为202120847845.X的一种自动送料的管材冲孔设备,其可以实现自动送料的同时,可以自动对管材进行定位和夹持,因而降低工人的劳动量,节省加工成本,提高装置的加工效率,但是,其夹持机构在夹持管料时,对于金属管料,其夹持基本不会变形,但是对于塑料制品的分水管,其夹持不当,容易使管体破裂或变形,影响后续加工,而且,此设备,也是只能一个一个孔的逐一加工,其效率并不高,对于分水管这种需要在管体加工多个出水通孔的加工速度要求,其无法满足。
发明内容:
本发明的目的是克服现有技术的不足,提供一种水帘分水管出水孔加工装置,它可以一次对分水管进行多个冲孔,其加工效率高,效果好,而且其冲孔头可以根据需要进行横向位置调节,满足加工需要。
本发明解决所述技术问题的方案是:
一种水帘分水管出水孔加工装置,包括机架,述机架的底部板的顶面固定有左右延伸的横向放置块,横向放置块上设有横向放置凹槽,待加工的管体插套在横向放置凹槽中,管体的底面紧贴横向放置凹槽的底面;
所述机架的后部设有后支撑架,后支撑架的顶部固定有上水平板,上水平板的顶面固定有至少一个冲压油缸,冲压油缸的推杆的底端伸出上水平板的底面并固定有升降板,升降板的底面中部成型有向下延伸的横向连接部,横向连接部的底面中部成型有向上延伸的调节凹槽,调节凹槽的左右的两端伸出横向连接部的左右两侧,至少一个冲孔连接块插套在调节凹槽中并固定在横向连接部上,冲孔连接块的底面固定有冲孔头,冲孔头对着管体的顶面。
进一步的说,所述横向放置块的顶面固定有模具块,模具块的顶面中部成型有横向放置凹槽,横向放置凹槽的底面为截面呈弧形的弧形面,横向放置凹槽的左右两端伸出模具块的左右两端,待加工的管体放置在横向放置凹槽中,管体的底面紧贴横向放置凹槽的底面。
进一步的说,所述升降板的顶面固定有多个上竖直导向杆,上水平板上成型有多个竖直通孔,竖直通孔的内侧壁上固定有导向套,上竖直导向杆插套在对应的导向套中。
进一步的说,所述调节凹槽的前后内侧壁上均成型有横向凸起条,冲孔连接块的前后壁面成型有左右延伸的滑槽,横向凸起条插套在对应的滑槽中,冲孔连接块与调节凹槽相配合。
进一步的说,所述横向连接部的前壁面上成型有多个呈直线排列的横向长形通槽,锁紧螺栓的螺杆部插套在对应的横向长形通槽中,锁紧螺栓的螺杆部的内端伸入调节凹槽并螺接在对应的冲孔连接块的前壁面上成型的连接螺接孔中。
进一步的说,所述管体中插套有金属支撑管体,金属支撑管体的顶面成型有向下延伸的上横向通槽,上横向通槽处于所有冲孔头的正下方。
进一步的说,所述机架的底部板的顶面的左部固定有竖直板,竖直板的中部成型有横向螺接通孔,横向调节螺杆螺接在横向螺接通孔中,横向调节螺杆的左端伸出竖直板的左侧壁并成型有转动部,横向调节螺杆的右端伸出竖直板的右侧壁并活动连接有压紧块,压紧块插套在横向放置凹槽的左端中,压紧块的右端面压靠在管体的左端面上,压紧块的右端面中部固定或成型有圆形定位部,圆形定位部插套在金属支撑管体的左端中,圆形定位部的顶面成型有上凸起部,上凸起部插套在金属支撑管体的上横向通槽的左端中。
本发明的突出效果是:
它可以一次对分水管进行多个冲孔,其加工效率高,效果好,而且其冲孔头可以根据需要进行横向位置调节,满足加工需要。
它的横向放置凹槽与待加工的管体相配合,使得管体直接放置在横向放置凹槽中即可,无需夹持固定,不容易变形;
同时,它的金属支撑管体可以保证管体加工过程中的支撑力,使得其加工时不容易变形或是只产生较小变形,满足加工要求。
附图说明:
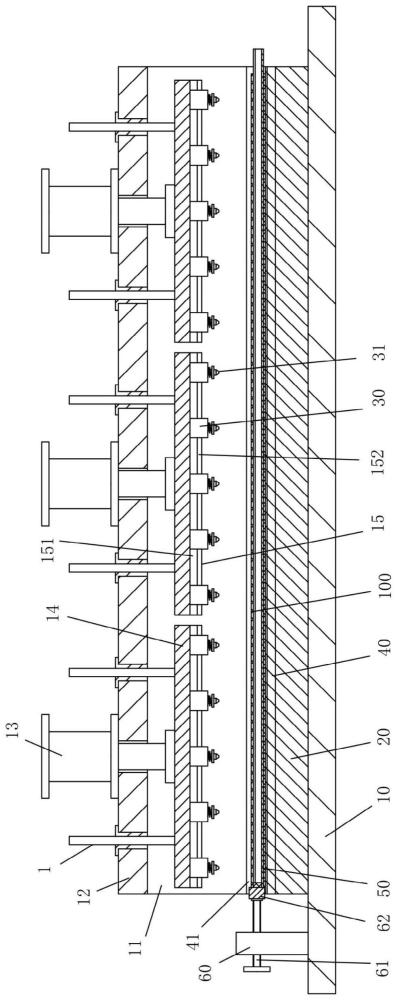
图1是本发明的局部结构示意图;
图2是图1的局部放大图;
图3是本发明的升降板处的局部结构示意图;
图4是本发明的升降板处的局部正视图;
图5是横向放置块处的局部剖视图;
图6是压紧块处的局部结构示意图。
具体实施方式:
实施例,见如图1至图6所示,一种水帘分水管出水孔加工装置,包括机架10,所述机架10包括底部板,底部板的后部顶面固定有后支撑架11,底部板的顶面固定有左右延伸的横向放置块20,横向放置块20的顶面通过螺栓(附图中省略未显示)固定连接有模具块40,模具块40的顶面中部成型有横向放置凹槽41,横向放置凹槽41的底面为截面呈弧形的弧形面,横向放置凹槽41的左右两端伸出模具块40的左右两端,横向放置凹槽41的底面和内侧壁上均固定有防滑层,待加工的管体100插套在横向放置凹槽21中,管体100的底面紧贴下方的防滑层,管体100的前后侧壁(以管体100的中心轴线为中心平面,中心平面以下的管体100的前后侧壁)紧贴横向放置凹槽21的对应的防滑层。
进一步的说,所述后支撑架11的顶部固定有上水平板12,上水平板12的顶面固定有至少一个冲压油缸13,本实施例中安装有三个冲压油缸13,冲压油缸13的推杆的底端伸出上水平板12的底面并固定有升降板14,升降板14的底面中部成型有向下延伸的横向连接部15,横向连接部15的底面中部成型有向上延伸的调节凹槽151,调节凹槽151的左右的两端伸出横向连接部15的左右两侧,多个冲孔连接块30插套在调节凹槽151中并固定在横向连接部15上,冲孔连接块30的底面固定有冲孔头31,冲孔头31对着管体100的顶面。
进一步的说,所述升降板14的顶面固定有多个上竖直导向杆1,上水平板12上成型有多个竖直通孔,竖直通孔的内侧壁上固定有导向套,上竖直导向杆1插套在对应的导向套中。
进一步的说,所述调节凹槽151的前后内侧壁上均成型有横向凸起条152,冲孔连接块30的前后壁面成型有左右延伸的滑槽,横向凸起条152插套在对应的滑槽中,冲孔连接块30与调节凹槽151相配合。
进一步的说,所述横向连接部15的前壁面上成型有多个呈直线排列的横向长形通槽153,锁紧螺栓2的螺杆部插套在对应的横向长形通槽153中,锁紧螺栓2的螺杆部的内端伸入调节凹槽151并螺接在对应的冲孔连接块30的前壁面上成型的连接螺接孔中,本实施例中,每个冲孔连接块30上均需要两个锁紧螺栓2连接连接,其通过锁紧螺栓2螺接固定后,使得冲孔连接块30的前壁面压靠在调节凹槽151的前部内侧壁上,实现固定。
进一步的说,所述管体100中插套有金属支撑管体50,金属支撑管体50的外侧壁与管体100的内侧壁相接触,金属支撑管体50的顶面成型有向下延伸的上横向通槽,上横向通槽处于所有冲孔头31的正下方。所述机架10的底部板的顶面的左部固定有竖直板60,竖直板60的中部成型有横向螺接通孔,横向调节螺杆61螺接在横向螺接通孔中,横向调节螺杆61的左端伸出竖直板60的左侧壁并成型有转动部,横向调节螺杆61的右端伸出竖直板60的右侧壁并活动连接有压紧块62,压紧块62插套在横向放置凹槽41的左端中,压紧块62的右端面压靠在管体100的左端面上,压紧块62的右端面中部固定或成型有圆形定位部63,圆形定位部63插套在金属支撑管体100的左端中,圆形定位部63的顶面成型有上凸起部64,上凸起部64插套在金属支撑管体50的上横向通槽的左端中。
所述冲孔连接块30的底面固定有压紧弹簧70,压紧弹簧70的底端固定有环形压套71,冲孔头31插套在压紧弹簧70和环形压套71中,冲孔头31的底端伸出环形压套71的底面。
本实施例中,其安装有三个冲压油缸13,其相邻两个升降板14相靠近(同样的,其可以只安装一个冲压油缸13,此时的本实施例的长度均缩短,以适用短的管体100加工使用,这里不再详述),使用时,可以将所有冲孔连接块30连接的锁紧螺栓2拧松,从而将冲孔连接块30沿着调节凹槽151进行左右位置移动,同样的,其可以根据加工需要,在横向连接部15的调节凹槽151中增减冲孔连接块30,使得每个横向连接部15处的冲孔连接块30的冲孔头31的个数和位置与需要加工的管体100的加工位置相对应,其位置调节完成后,拧紧锁紧螺母2即可;
然后,将管体100插入横向放置凹槽41中,其中,根据不同外径的管体100,其需要在横向放置块20的顶面上固定具有对应尺寸的横向放置凹槽41的模具块40,这样,在管体100插入横向放置凹槽41中时,其管体100的底面紧贴下方的防滑层,管体100的前后侧壁紧贴横向放置凹槽21的对应的防滑层,使得其不容易滑动和转动,然后,将金属支撑管体50插入管体100中,金属支撑管体50与管体100相配合,使得金属支撑管体50可以沿着管体100进行左右移动,同时,金属支撑管体50的外侧壁与管体100的内侧壁相接触,从而对管体100进行内部支撑,防止后续加工时产生过大变形或破损等问题。
其中,金属支撑管体50在安装时,需要保证其上横向通槽处于上方,并与冲孔头31上下相对应,上横向通槽的前后之间的宽度大于冲孔头31的外径,以保证上横向通槽位置具有偏差时,还可以保证冲孔头31下降时,不会与金属支撑管体50产生碰撞。
然后,转动横向调节螺杆61,使得压紧块62插套在横向放置凹槽41的左端中,压紧块62的右端面压靠在管体100的左端面上,压紧块62的右端面中部的圆形定位部63插套在金属支撑管体100的左端中,圆形定位部63的顶面成型的上凸起部64插套在金属支撑管体50的上横向通槽的左端中,实现定位;
而金属支撑管体50的右端伸出横向放置凹槽41的右端,此时,需要人工将其握持或用其他设备固定,这里不再详述。
然后,所有冲压油缸13的推杆推动,使得所有环形压套71的底面压靠在管体100的顶面上,将其压紧定位,然后,冲孔头31继续下降,将管体100的顶面进行快速冲孔,完成后,冲压油缸13的推杆就缩回,完成加工,然后,将管体100和金属支撑管体50抽出即可,其一次就可以冲孔完成,大大提高加工效率,同时,管体100基本没有变形或只具有微小变形,满足加工要求。
本实施例适合大批量生产需要,当其待加工的管体100的规格改变时,需要更换具有对应尺寸的横向放置凹槽41的模具块40和对应外径的金属支撑管体50,同样的,冲孔头31也要更换相对应的。