一种自动化生产线协同装置及其控制方法
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及自动化生产技术领域,更具体地说,涉及一种自动化生产线协同装置及其控制方法。
背景技术
随着现代工业的快速的发展,机器人自动化生产线在工业生产领域的应用日趋广泛,如在电子制造、汽车制造、加工包装、货物分拣等领域。特别是机器视觉技术在生产线上的运用,极大地提高了系统的柔性化、智能化和自动化水平。该类自动化生产线通常配置一个或多个用于拣取或加工的机器人作为具体执行机构;配置一条或多条传送带用于输送工件和包装盒;配置工业视觉系统用于工件的定位、识别、尺寸测量等不同的操作。
随着社会经济的发展,生产加工的特殊化、专业化、随机化对自动化生产线的生产效率、生产多用性、智能性以及灵活性提出了更高的要求,智能机器人的合理调度使用也显得尤为重要,先有的智能机器人生产线存在调度不合理,浪费电能的情况,且难以发挥最大的生产力。
发明内容
1.要解决的技术问题
针对现有技术中存在的问题,本发明的目的在于提供一种自动化生产线协同装置及其控制方法,可以实现根据生产需要和生产力分配需求对生产机械手进行合理分配,同时通过副协同机械手对生产机械手进行搬运和安装,在安装时与辅助连接座建立精确对接,在深入连接的过程中,生产机械手上的连接触手触发展开动作,利用导接槽对隔磁球的压迫作用,迫使隔磁球相对发生迁移动作,从而磁排斥块发生磁场作用触发排斥作用,相变锁定瓣套相对于公连接端展开后公连接端与母连接槽建立电性连接,而压流包在后续受到挤压后将电流变液挤入至相变锁定瓣套中,迫使相变锁定瓣套发生局部形变鼓起后与辅助锁定台进行紧密结合,并再通电固化后形成高强度的锁定,同时迁移后的隔磁球对生产机械手和辅助连接座的连接处进行辅助加固,起到对生产机械手的临时安装作用,极大的简化安装工作提高安装效率,最大程度的满足生产机械手的分配工作并显著提高生产力。
2.技术方案
为解决上述问题,本发明采用如下的技术方案。
一种自动化生产线协同装置,包括主生产线和多个生产工位,所述生产工位内嵌装有主控制器模块,所述生产工位外端安装有多个辅助连接座,所述辅助连接座上可拆卸安装有生产机械手,所述主生产线侧向安装有副协同传送线,所述副协同传送线上安装有副协同机械手,所述生产机械手包括依次连接的机械手本体、控制底座和多个连接触手,所述控制底座内嵌装有副控制器模块,所述连接触手包括公连接端和多个相变锁定瓣套,所述相变锁定瓣套包裹于公连接端外侧,且公连接端和相变锁定瓣套均与副控制器模块电性连接,所述辅助连接座包括连接座本体和多个与公连接端相匹配的母连接槽,且母连接槽与主控制器模块电性连接,所述连接座本体外端镶嵌连接有辅助锁定台,所述辅助锁定台上开设有多个导接槽,且母连接槽插设于导接槽内。
进一步的,所述相变锁定瓣套内远离控制底座一端活动镶嵌有隔磁球,所述隔磁球与相变锁定瓣套端头之间连接有弹性拉线,所述相变锁定瓣套外端连接有磁排斥块,正常状态下隔磁球对磁排斥块相互之间的磁场进行屏蔽,因此相变锁定瓣套在弹力作用下会聚拢对公连接端进行包裹防护,在限位槽的挤压作用下隔磁球发生相对迁移,不再对磁场进行屏蔽,磁排斥块之间出现相互排斥作用迫使相变锁定瓣套展开远离公连接端,一方面可以提高相变锁定瓣套在锁定槽中的扩展程度,另一方面为公连接端与母连接槽的插入连接提供空间。
进一步的,所述磁排斥块采用磁性材料制成,且磁排斥块相互靠近一端均为相同的磁极,所述隔磁球采用磁屏蔽材料制成。
进一步的,所述导接槽包括一体连通的限位槽和锁定槽,且限位槽位于锁定槽的外侧,所述限位槽的孔径大于公连接端的外径,并小于公连接端和隔磁球的外径之和,所述锁定槽大于连接触手的外径,在连接触手从限位槽插入时,相变锁定瓣套内的隔磁球会受到限位槽孔口的挤压作用,从而在相变锁定瓣套内发生相对迁移,磁排斥块得以发挥磁场排斥作用带动相变锁定瓣套展开。
进一步的,所述连接触手还包括包括连接于相变锁定瓣套尾端的压流包,且压流包与相变锁定瓣套相连通,所述相变锁定瓣套和压流包内均填充有电流变液,压流包在受到辅助连接座的挤压后,其内的电流变液挤入至相变锁定瓣套内促使其进一步扩展,并且受压进入到辅助锁定台的孔隙中形成多个鼓包,在电流变液通电硬化后转变为固体特性,从而对生产机械手形成高强度的定位安装。
进一步的,所述相变锁定瓣套和压流包均采用防漏液膜和尼龙补强层复合制成,且尼龙补强层覆盖于防漏液膜的外侧,防漏液膜起到防止电流变液泄漏的作用,尼龙补强层起到保护防漏液膜的作用,避免在受压状态下出现破裂现象。
进一步的,所述尼龙补强层内镶嵌连接有内嵌补强网,所述内嵌补强网的节点上连接有耐磨钢珠,内嵌补强网和耐磨钢珠相互配合可以显著提高尼龙补强层的强度,可以抵抗高强度的挤压。
进一步的,所述辅助锁定台采用多孔硬性材料制成,所述导接槽的长度正好为连接触手长度与隔磁球的外径之差,辅助锁定台正好可以与鼓包后的相变锁定瓣套进行配合,形成密集的高强度多点锚固连接,导接槽则正好满足公连接端与母连接槽建立连接后,仍保持有空间供隔磁球停留,隔磁球停留在生产机械手与辅助连接座的连接处可以辅助抵抗弯曲力。
一种自动化生产线协同装置的控制方法,包括以下步骤:
S1、根据生产需要对生产力和生产任务进行合理分配,将分配任务下发至副协同机械手上;
S2、副协同机械手根据分配任务抓取生产机械手,通过副协同传送线运输至指定的生产工位处,通过预先输入的安装坐标对生产机械手进行安装;
S3、将生产机械手与对应的辅助连接座进行精确对接,并触发连接动作,生产机械手上的连接触手自主展开与辅助连接座上的母连接槽建立连接;
S4、成功连接后由生产工位上的主控制器模块对副控制器模块下达锁定指令,锁定后由生产工位为主导进行控制,开始生产;
S5、生产结束后对生产机械手进行回收,为下一工作日的生产分配备用。
3.有益效果
相比于现有技术,本发明的优点在于:
(1)本方案可以实现根据生产需要和生产力分配需求对生产机械手进行合理分配,同时通过副协同机械手对生产机械手进行搬运和安装,在安装时与辅助连接座建立精确对接,在深入连接的过程中,生产机械手上的连接触手触发展开动作,利用导接槽对隔磁球的压迫作用,迫使隔磁球相对发生迁移动作,从而磁排斥块发生磁场作用触发排斥作用,相变锁定瓣套相对于公连接端展开后公连接端与母连接槽建立电性连接,而压流包在后续受到挤压后将电流变液挤入至相变锁定瓣套中,迫使相变锁定瓣套发生局部形变鼓起后与辅助锁定台进行紧密结合,并再通电固化后形成高强度的锁定,同时迁移后的隔磁球对生产机械手和辅助连接座的连接处进行辅助加固,起到对生产机械手的临时安装作用,极大的简化安装工作提高安装效率,最大程度的满足生产机械手的分配工作并显著提高生产力。
(2)相变锁定瓣套内远离控制底座一端活动镶嵌有隔磁球,隔磁球与相变锁定瓣套端头之间连接有弹性拉线,相变锁定瓣套外端连接有磁排斥块,正常状态下隔磁球对磁排斥块相互之间的磁场进行屏蔽,因此相变锁定瓣套在弹力作用下会聚拢对公连接端进行包裹防护,在限位槽的挤压作用下隔磁球发生相对迁移,不再对磁场进行屏蔽,磁排斥块之间出现相互排斥作用迫使相变锁定瓣套展开远离公连接端,一方面可以提高相变锁定瓣套在锁定槽中的扩展程度,另一方面为公连接端与母连接槽的插入连接提供空间。
(3)导接槽包括一体连通的限位槽和锁定槽,且限位槽位于锁定槽的外侧,限位槽的孔径大于公连接端的外径,并小于公连接端和隔磁球的外径之和,锁定槽大于连接触手的外径,在连接触手从限位槽插入时,相变锁定瓣套内的隔磁球会受到限位槽孔口的挤压作用,从而在相变锁定瓣套内发生相对迁移,磁排斥块得以发挥磁场排斥作用带动相变锁定瓣套展开。
(4)连接触手还包括包括连接于相变锁定瓣套尾端的压流包,且压流包与相变锁定瓣套相连通,相变锁定瓣套和压流包内均填充有电流变液,压流包在受到辅助连接座的挤压后,其内的电流变液挤入至相变锁定瓣套内促使其进一步扩展,并且受压进入到辅助锁定台的孔隙中形成多个鼓包,在电流变液通电硬化后转变为固体特性,从而对生产机械手形成高强度的定位安装。
(5)相变锁定瓣套和压流包均采用防漏液膜和尼龙补强层复合制成,且尼龙补强层覆盖于防漏液膜的外侧,防漏液膜起到防止电流变液泄漏的作用,尼龙补强层起到保护防漏液膜的作用,避免在受压状态下出现破裂现象。
(6)尼龙补强层内镶嵌连接有内嵌补强网,内嵌补强网的节点上连接有耐磨钢珠,内嵌补强网和耐磨钢珠相互配合可以显著提高尼龙补强层的强度,可以抵抗高强度的挤压。
(7)辅助锁定台采用多孔硬性材料制成,导接槽的长度正好为连接触手长度与隔磁球的外径之差,辅助锁定台正好可以与鼓包后的相变锁定瓣套进行配合,形成密集的高强度多点锚固连接,导接槽则正好满足公连接端与母连接槽建立连接后,仍保持有空间供隔磁球停留,隔磁球停留在生产机械手与辅助连接座的连接处可以辅助抵抗弯曲力。
附图说明
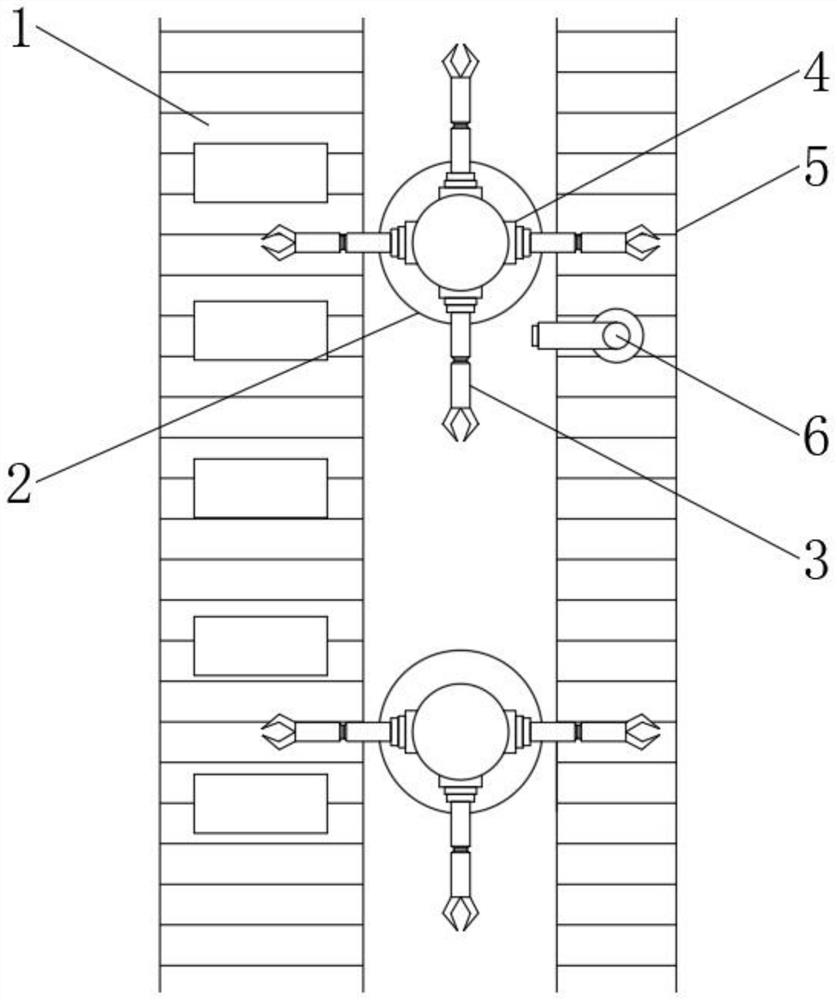
图1为本发明的结构示意图;
图2为本发明协同机械手部分的结构示意图;
图3为图2中A处的结构示意图;
图4为本发明连接触手正常状态下的结构示意图;
图5为本发明连接触手插接状态下的结构示意图;
图6为本发明防漏液膜和尼龙补强层的结构示意图。
图中标号说明:
1主生产线、2生产工位、3生产机械手、31机械手本体、32控制底座、33连接触手、331公连接端、332相变锁定瓣套、333压流包、4辅助连接座、41连接座本体、42辅助锁定台、43导接槽、431限位槽、432锁定槽、44母连接槽、5副协同传送线、6副协同机械手、7磁排斥块、8隔磁球、9弹性拉线、01防漏液膜、02尼龙补强层、03内嵌补强网、04耐磨钢珠。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例1:
请参阅图1,一种自动化生产线协同装置,包括主生产线1和多个生产工位2,生产工位2内嵌装有主控制器模块,生产工位2外端安装有多个辅助连接座4,辅助连接座4上可拆卸安装有生产机械手3,主生产线1侧向安装有副协同传送线5,副协同传送线5上安装有副协同机械手6。
请参阅图2和图4,生产机械手3包括依次连接的机械手本体31、控制底座32和多个连接触手33,控制底座32内嵌装有副控制器模块,连接触手33包括公连接端331和多个相变锁定瓣套332,相变锁定瓣套332包裹于公连接端331外侧,且公连接端331和相变锁定瓣套332均与副控制器模块电性连接,辅助连接座4包括连接座本体41和多个与公连接端331相匹配的母连接槽44,且母连接槽44与主控制器模块电性连接,连接座本体41外端镶嵌连接有辅助锁定台42,辅助锁定台42上开设有多个导接槽43,且母连接槽44插设于导接槽43内。
连接触手33还包括包括连接于相变锁定瓣套332尾端的压流包333,且压流包333与相变锁定瓣套332相连通,相变锁定瓣套332和压流包333内均填充有电流变液,压流包333在受到辅助连接座4的挤压后,其内的电流变液挤入至相变锁定瓣套332内促使其进一步扩展,并且受压进入到辅助锁定台42的孔隙中形成多个鼓包,在电流变液通电硬化后转变为固体特性,从而对生产机械手3形成高强度的定位安装。
相变锁定瓣套332内远离控制底座32一端活动镶嵌有隔磁球8,隔磁球8与相变锁定瓣套332端头之间连接有弹性拉线9,相变锁定瓣套332外端连接有磁排斥块7,正常状态下隔磁球8对磁排斥块7相互之间的磁场进行屏蔽,因此相变锁定瓣套332在弹力作用下会聚拢对公连接端331进行包裹防护,在限位槽431的挤压作用下隔磁球8发生相对迁移,不再对磁场进行屏蔽,磁排斥块7之间出现相互排斥作用迫使相变锁定瓣套332展开远离公连接端331,一方面可以提高相变锁定瓣套332在锁定槽432中的扩展程度,另一方面为公连接端331与母连接槽44的插入连接提供空间。
磁排斥块7采用磁性材料制成,且磁排斥块7相互靠近一端均为相同的磁极,隔磁球8采用磁屏蔽材料制成。
请参阅图3,导接槽43包括一体连通的限位槽431和锁定槽432,且限位槽431位于锁定槽432的外侧,限位槽431的孔径大于公连接端331的外径,并小于公连接端331和隔磁球8的外径之和,锁定槽432大于连接触手33的外径,在连接触手33从限位槽431插入时,相变锁定瓣套332内的隔磁球8会受到限位槽431孔口的挤压作用,从而在相变锁定瓣套332内发生相对迁移,磁排斥块7得以发挥磁场排斥作用带动相变锁定瓣套332展开。
辅助锁定台42采用多孔硬性材料制成,导接槽43的长度正好为连接触手33长度与隔磁球8的外径之差,辅助锁定台42正好可以与鼓包后的相变锁定瓣套332进行配合,形成密集的高强度多点锚固连接,导接槽43则正好满足公连接端331与母连接槽44建立连接后,仍保持有空间供隔磁球8停留,隔磁球8停留在生产机械手3与辅助连接座4的连接处可以辅助抵抗弯曲力。
请参阅图6,相变锁定瓣套332和压流包333均采用防漏液膜01和尼龙补强层02复合制成,且尼龙补强层02覆盖于防漏液膜01的外侧,防漏液膜01起到防止电流变液泄漏的作用,尼龙补强层02起到保护防漏液膜01的作用,避免在受压状态下出现破裂现象。
尼龙补强层02内镶嵌连接有内嵌补强网03,内嵌补强网03的节点上连接有耐磨钢珠04,内嵌补强网03和耐磨钢珠04相互配合可以显著提高尼龙补强层02的强度,可以抵抗高强度的挤压。
一种自动化生产线协同装置的控制方法,包括以下步骤:
S1、根据生产需要对生产力和生产任务进行合理分配,将分配任务下发至副协同机械手6上;
S2、副协同机械手6根据分配任务抓取生产机械手3,通过副协同传送线5运输至指定的生产工位2处,通过预先输入的安装坐标对生产机械手3进行安装;
S3、将生产机械手3与对应的辅助连接座4进行精确对接,并触发连接动作,生产机械手3上的连接触手33自主展开与辅助连接座4上的母连接槽44建立连接;
S4、成功连接后由生产工位2上的主控制器模块对副控制器模块下达锁定指令,锁定后由生产工位2为主导进行控制,开始生产;
S5、生产结束后对生产机械手3进行回收,为下一工作日的生产分配备用。
本发明可以实现根据生产需要和生产力分配需求对生产机械手3进行合理分配,同时通过副协同机械手6对生产机械手3进行搬运和安装,在安装时与辅助连接座4建立精确对接,在深入连接的过程中,生产机械手3上的连接触手33触发展开动作,请参阅图5,利用导接槽43对隔磁球8的压迫作用,迫使隔磁球8相对发生迁移动作,从而磁排斥块7发生磁场作用触发排斥作用,相变锁定瓣套332相对于公连接端331展开后公连接端331与母连接槽44建立电性连接,而压流包333在后续受到挤压后将电流变液挤入至相变锁定瓣套332中,迫使相变锁定瓣套332发生局部形变鼓起后与辅助锁定台42进行紧密结合,并再通电固化后形成高强度的锁定,同时迁移后的隔磁球8对生产机械手3和辅助连接座4的连接处进行辅助加固,起到对生产机械手3的临时安装作用,极大的简化安装工作提高安装效率,最大程度的满足生产机械手3的分配工作并显著提高生产力。
以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
- 一种自动化生产线协同装置及其控制方法
- 一种基于虚拟仿真体验的自动化生产线协同控制方法