一种连续胶合板生产系统
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及到胶合板加工技术领域,尤其涉及一种连续胶合板生产系统。
背景技术
胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成。
然而现有技术中胶合板的组坯、接长的生产方法是通过在一条输送带上安排若干工位,按输送带的输送方向逐层铺装,同一层的单板首尾相接,不同层的单板首尾错开一段距离,依次向上叠铺,传统的铺装方式为不连续接长铺装,需要多次裁边,单板损耗多,原料浪费大。
发明内容
本发明的目的就在于为了解决上述问题而提供一种连续胶合板生产系统。
本发明通过以下技术方案来实现上述目的:
一种连续胶合板生产系统,它包括组坯输送带、组坯切刀机、组坯转运叉车、板坯输送带、板坯切刀机、冷压机、红外线发射器和单板涂胶机;
其中,所述组坯输送带的数量至少为两个,所述组坯输送带的输入端一侧设有工位,所述组坯输送带输出端处设有红外线发射器;
所述组坯切刀机的切刀方向与所述组坯输送带的输送方向垂直;
所述组坯转运叉车用于将所述组坯切刀机切割好的组坯送至所述板坯输送带上;
所述板坯输送带等距传送组坯;
所述板坯切刀机设于所述板坯输送带的中部上方,用于等长切割组坯;
所述冷压机设于所述板坯输送带的末端的一侧;
所述单板涂胶机位于所述组坯输送带的上方,且所述单板涂胶机与所述组坯输送带一一对应。
进一步的,所述组坯输送带的长度依次递减,所述组坯输送带的输出端均对齐邻接的所述组坯切刀机的入料端,相邻的所述组坯输送带同向邻接,便于组坯的平整输送。
进一步的,所述组坯转运叉车的输送方向与所述组坯切刀机的切刀方向以及板坯输送带的输送方向分别垂直,便于切割后的组坯在转运后输送时能够被所述板坯切刀机精准切割。
进一步的,所述单板涂胶机的数量与所述组坯输送带的数量相等,且所述单板输送带的输出端伸至相对应的所述组坯输送带的输入端上方。
进一步的,所述红外线发射器发出的红外线用于对组坯在组坯输送带上输送时的偏移量进行把控,所述红外线发射器发出的红外线能够为组坯在输送时提供靠山,以便在组坯输送过程中偏移时对组坯进行及时调整。
该生产系统的生产步骤如下:
步骤(1):单板准备:准备待加工的单板,两面涂胶;
步骤(2):接长组坯:将单板在较长的所述组坯输送带的输入端进行接长,接长的方向与所述组坯输送带的输送方向垂直,单板上边缘依最远红外线靠山放置,从下至上每层单板向后移动并对齐下一条红外线靠山,形成阶梯结构,阶梯长度等于相邻红外线靠山的距离,接长完毕后,通过所所述组坯输送带输送单板组坯;
步骤(3):组坯续接:较长的所述组坯输送带上的单板组坯输送至较短的所述组坯输送带输入端的一侧时,在较短的所述组坯输送带上继续对单板组坯进行接长,接长的方向与所述组坯输送带的输送方向垂直,单板上边缘依最远红外线靠山放置,从下至上每层单板向后移动并对齐下一条靠山,形成阶梯结构,阶梯长度等于相邻红外线靠山的距离,接长完毕后,通过所述组坯输送带输送单板组坯;
步骤(4):组坯切边:单板组坯送至所述组坯切刀机进行切边制成第一单板组坯;
步骤(5):组坯接长:第一单板组坯通过所述组坯转运叉车转运至所述板坯输送带,所述板坯输送带接收到第一单板组坯后启动,将第一单板组坯在所述板坯输送带上输送,输送距离为单板的长度,然后停止,同时,重复步骤(2)至步骤(4)制得两端阶梯状的第二单板组坯,所述组坯转运叉车将第二单板组坯转运至所述板坯输送带,第二单板组坯与第一单板组坯首尾连接,第二单板组坯和第一单板组坯的端部的阶梯部分同层拼接,所述板坯输送带上在第二单板组坯与第一单板组坯拼接完成继续向前输送,输送距离为单板的长度,制成连续板坯;
步骤(6):板坯定长:所述板坯输送带上的连续板坯通过所述板坯切刀机按固定长度切割成单件板坯;
步骤(7):板坯冷压:步骤(6)制得的单件板坯送入所述冷压机中冷压处理,制得成品。
本发明的有益效果在于:
本发明所述的生产系统通过组坯输送带、组坯切刀机、板坯输送带、板坯切刀机以及冷压机的配合使用,能够实现胶合板在生产过程中的连续接长铺装,使得胶合板在加工后只需经过一侧裁边处理,便可完成胶合板的制备,有效避免了胶合板多次裁边所造成的原料浪费,同时胶合板在制备时不限宽、长,可以根据需要定制,经济实用。
附图说明
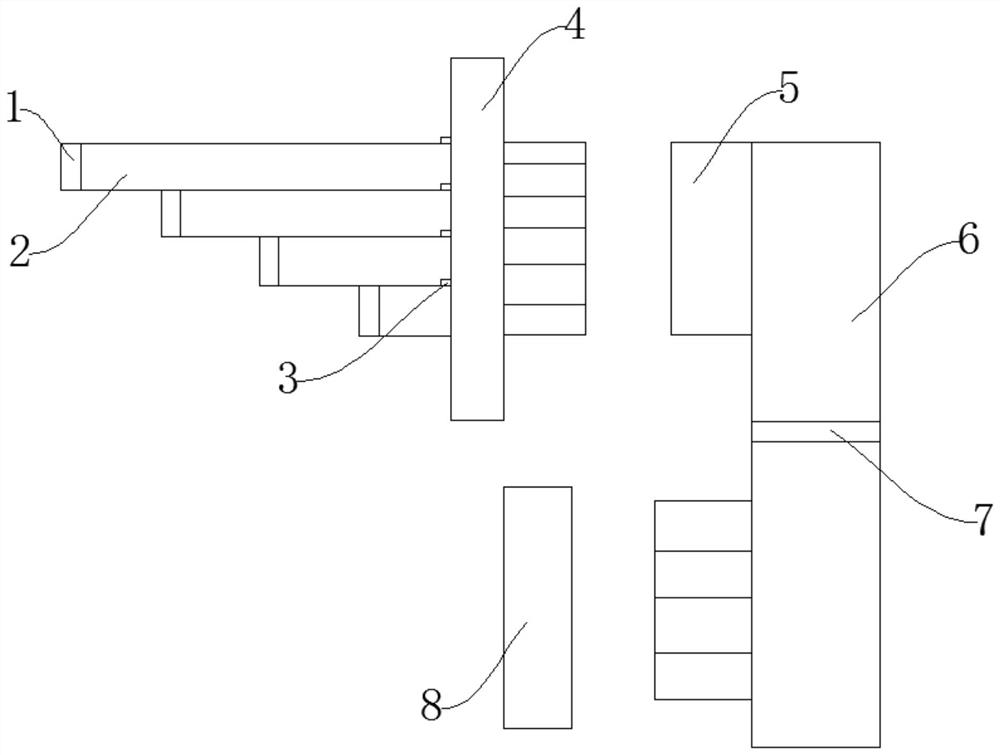
图1为本发明所述的一种连续胶合板生产系统的结构简图。
附图标记说明如下:
1、单板涂胶机;2、组坯输送带;3、红外线发射器;4、组坯切刀机;5、组坯转运叉车;6、板坯输送带;7、板坯切刀机;8、冷压机。
具体实施方式
一种连续胶合板生产系统,它包括组坯输送带2、组坯切刀机4、组坯转运叉车5、板坯输送带6、板坯切刀机7、冷压机8、红外线发射器3和单板涂胶机1;
其中,所述组坯输送带2的数量至少为两个,所述组坯输送带2的输入端一侧设有工位,所述组坯输送带2输出端处设有红外线发射器3;
所述组坯切刀机4的切刀方向与所述组坯输送带2的输送方向垂直;
所述组坯转运叉车5用于将所述组坯切刀机4切割好的组坯送至所述板坯输送带6上;
所述板坯输送带6等距传送组坯;
所述板坯切刀机7设于所述板坯输送带6的中部上方,用于等长切割组坯;
所述冷压机8设于所述板坯输送带6的末端的一侧;
所述单板涂胶机1位于所述组坯输送带2的上方,且所述单板涂胶机1与所述组坯输送带2一一对应。
本实施例中,所述组坯输送带2的长度依次递减,所述组坯输送带2的输出端均对齐邻接的所述组坯切刀机4的入料端,相邻的所述组坯输送带2同向邻接,便于组坯的平整输送。
本实施例中,所述组坯转运叉车5的输送方向与所述组坯切刀机4的切刀方向以及板坯输送带6的输送方向分别垂直,便于切割后的组坯在转运后输送时能够被所述板坯切刀机7精准切割。
本实施例中,所述单板涂胶机1的数量与所述组坯输送带2的数量相等,且所述单板输送带的输出端伸至相对应的所述组坯输送带2的输入端上方。
本实施例中,所述红外线发射器3发出的红外线用于对组坯在组坯输送带2上输送时的偏移量进行把控,所述红外线发射器3发出的红外线能够为组坯在输送时提供靠山,以便在组坯输送过程中偏移时对组坯进行及时调整。
该生产系统的生产步骤如下:
步骤1:单板准备:准备待加工的单板,两面涂胶;
步骤2:接长组坯:将单板在较长的所述组坯输送带2的输入端进行接长,接长的方向与所述组坯输送带2的输送方向垂直,单板上边缘依最远红外线靠山放置,从下至上每层单板向后移动并对齐下一条红外线靠山,形成阶梯结构,阶梯长度等于相邻红外线靠山的距离,接长完毕后,通过所述组坯输送带2输送单板组坯;
步骤3:组坯续接:较长的所述组坯输送带2上的单板组坯输送至较短的所述组坯输送带2输入端的一侧时,在较短的所述组坯输送带2上继续对单板组坯进行接长,接长的方向与所述组坯输送带2的输送方向垂直,单板上边缘依最远红外线靠山放置,从下至上每层单板向后移动并对齐下一条靠山,形成阶梯结构,阶梯长度等于相邻红外线靠山的距离,接长完毕后,通过所述组坯输送带2输送单板组坯;
步骤4:组坯切边:单板组坯送至所述组坯切刀机4进行切边制成第一单板组坯;
步骤5:组坯接长:第一单板组坯通过所述组坯转运叉车5转运至所述板坯输送带6,所述板坯输送带6接收到第一单板组坯后启动,将第一单板组坯在所述板坯输送带6上输送,输送距离为单板的长度,然后停止,同时,重复步骤2至步骤4制得两端阶梯状的第二单板组坯,所述组坯转运叉车5将第二单板组坯转运至所述板坯输送带6,第二单板组坯与第一单板组坯首尾连接,第二单板组坯和第一单板组坯的端部的阶梯部分同层拼接,所述板坯输送带6上在第二单板组坯与第一单板组坯拼接完成继续向前输送,输送距离为单板的长度,制成连续板坯;
步骤6:板坯定长:所述板坯输送带6上的连续板坯通过所述板坯切刀机7按固定长度切割成单件板坯;
步骤7:板坯冷压:步骤6制得的单件板坯送入所述冷压机8中冷压处理,制得成品。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。