一种用于夹板生产用热压设备及其热压方法
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及夹板生产技术领域,具体为一种用于夹板生产用热压设备及其热压方法。
背景技术
夹板,也称胶合板,行内俗称细芯板,由三层或多层一毫米厚的单板或薄板胶贴热压制而成,是手工制作家具最为常用的材料,胶合板是由原木旋切成单板或木方刨切成薄木,再用胶粘剂胶合而成的三层或三层以上的薄板材,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直排列胶合而成,因此有三合、五合和七合等奇数层胶合板,在铁路轨道上也常用到一种金属夹板,俗称鱼尾板,也叫道夹板;
夹板生产过程中需要热压设备对其进行加压,保证板材能够达到使用需求,但现有的夹板生产用热压设备无法将夹板准确的定位至热压板的加工区域,导致热压时容易偏移,并且在热压时可能会因为冲压过度对夹板造成损坏,影响夹板加工质量,并且大多热压设备只能对夹板的一面进行热压,不能很好的满足现有使用需求。
发明内容
本发明的目的在于提供一种用于夹板生产用热压设备及其热压方法,以解决上述背景技术中提出的问题。
为解决上述技术问题,本发明是通过以下技术方案实现的:
本发明为一种用于夹板生产用热压设备及其热压方法,包括载物台,所述载物台的顶部固定连接有定位装置,所述定位装置的外表面齿轮啮合有覆膜装置,所述覆膜装置的内壁螺纹连接有气压装置,所述载物台的内壁固定连接有调温装置,载物台的顶部固定连接有立式承接板,所述立式承接板的顶部固定连接有顶板,所述顶板的顶部转动连接有轴承柱,所述轴承柱的顶部转动连接有电动机,轴承柱的外表面套接有传动链,所述传动链的内壁套接有传动齿轮轴,所述传动齿轮轴的底部与定位装置的外表面齿轮啮合;
所述定位装置包括红外线检测器,所述红外线检测器的外表面固定连接有伸缩杆,所述伸缩杆的内壁转动连接有齿轮长轴,所述齿轮长轴的外表面转动连接有贴合齿轮,所述贴合齿轮的外表面固定连接有防滑圈,所述齿轮长轴的外表面转动连接有推进曲板,所述推进曲板的内壁转动连接有双齿轮螺纹轴,所述双齿轮螺纹轴的外表面螺纹连接有固定螺纹套,所述齿轮长轴的外表面转动连接有贴合曲板,所述贴合曲板的外表面固定连接有防护垫,贴合曲板远离齿轮长轴的一端固定连接有伸缩弹簧,所述伸缩弹簧远离贴合曲板的一端固定连接有对正块,打开电动机,带动轴承柱转动,通过传动链带动传动齿轮轴转动,从而带动双齿轮螺纹轴和齿轮长轴转动,通过贴合齿轮与夹板贴合,将夹板送至待加工区域,防滑套增大输送时的摩擦力防止夹板脱离贴合齿轮的转动输送,从而完成进料定位,同时推进曲板向内平移推进,使得夹板与贴合曲板贴合,在推进至红外线检测器与对正块对齐时,完成夹板的加工定位,防护垫对夹板表面进行防护,减少硬性接触的受力,从而起到了保护的作用。
进一步地,所述覆膜装置包括连接螺纹板,所述连接螺纹板的底部固定连接有升降杆,所述升降杆的底部固定连接有连接长板,所述连接长板通过轴承与连接齿轮轴转动连接,所述连接齿轮轴的外表面转动连接有覆膜组件,所述覆膜组件的内壁螺纹连接有连接螺纹轴,所述覆膜组件包括磁吸卡块,所述磁吸卡块的内壁固定连接有防护膜,所述防护膜的内壁固定连接有覆膜辊,所述覆膜辊的内壁固定连接有除尘泵,所述除尘泵的内壁固定连接有除尘管,所述除尘管远离除尘泵的一端转动连接有滑动连接管,所述滑动连接管的底部固定连接有吹风管,滑动连接管的外表面固定连接有板架,所述板架远离磁吸卡块的一端固定连接有压力传感器,所述压力传感器的底部固定连接有切刃,覆膜装置通过连接螺纹板随着气压装置向下冲压,在升降杆的配合下,使得覆膜组件与夹板的上表面相贴合,此时磁吸卡块吸附防护膜并进行固定卡紧,同时齿轮长轴带动连接螺纹轴转动,使得覆膜组件对夹板的上表面进行覆膜,从而防止气压装置冲压时对夹板造成损坏,起到了保护作用,同时启动除尘泵,通过吹气管对夹板表面进行吹气流动,防止覆膜装置在覆膜时产生大量气泡降低覆膜效果,在覆膜完成后,压力传感器触碰对正块,从而传导切刃向下对防护膜进行切割,防止防护膜堆积成卷对热压操作造成影响,从而对夹板起到保护作用的同时,提高了夹板的热压质量。
进一步地,所述气压装置包括双面螺纹套,所述双面螺纹套的内壁螺纹连接有内螺纹轴,所述内螺纹轴的底部转动连接有中承板,所述中承板的内壁滑动连接有导向杆,所述导向杆的外表面滑动连接有导向套,导向杆的底部固定连接有热压板,所述热压板的顶部固定连接有缓冲弹簧,所述缓冲弹簧的内壁固定连接有缓冲杆,所述缓冲杆的顶部固定连接有缓冲气垫,所述热压板的内壁固定连接有加热管,所述加热管的顶部固定连接有热水盒,加热管的底部固定连接有防漏滴套,轴承柱转动带动双面螺纹套转动,从而使得内螺纹轴带动中承板向下移动,从而使得热压板对夹板进行高温冲压操作,冲压时,缓冲弹簧对热压板起到缓冲作用防止冲压过度对夹板造成损坏,在缓冲杆和缓冲气垫的配合下,提高了热压板对夹板进行冲压时的缓冲效果,在导向杆与导向套的配合下,使得热压板与中承板在发生缓冲滑动时,不会相互脱落,起到了防护的作用,同时在进行冲压时,热水盒通过加热管向防漏滴套进行输水,使得防漏滴套在与夹板相贴合时,防漏滴套内的水不会涌出,高温将水蒸发为水蒸气冲压进夹板中,从而提高夹板的加工质量。
进一步地,所述调温装置包括海绵垫,所述海绵垫的底部固定连接有高温板,所述高温板的内壁固定连接有高温管,所述高温管远离高温板的一端固定连接有输水泵,所述输水泵远离高温管的一端固定连接有高温水箱,所述高温板的底部固定连接有冷却板,所述冷却板的内壁固定连接有冷凝管,所述冷凝管远离冷却板的一端固定连接有输气泵,所述输气泵远离冷凝管的一端固定连接有液氮箱,在进行冲压时,海绵垫与夹板紧紧贴合,防止夹板被过度冲压损坏,起到了缓冲保护的作用,同时输水泵将高温水箱的热水通过高温管输送至夹板表面,从而通过高温蒸发,将水蒸气冲进夹板底层,从而提高夹板的加工质量,海绵垫对多余水分进行吸收,再进行高温蒸发,使得水分不会被浪费,起到了节约资源的效果,冲压完成后,通过输气泵将液氮箱内的液氮冲入冷凝管中,通过冷却板对高温板进行降温,从而使得热压完成的夹板快速冷却,防止夹板过热久久不能冷却,从而便于工作人员装卸与更换,从而提高夹板的加工质量。
该夹板生产用热压方法包括以下几个步骤:
S1:放置夹板,将夹板放置在载物台上,并与防滑圈相接触;
S2:定位夹板,通过定位装置将与防滑圈相接触的夹板输送至与贴合曲板相接触,定位至待加工区域;
S3:夹板覆膜,通过覆膜装置对夹板的上表面进行防护膜覆盖;
S4:夹板冲压,通过气压装置对夹板进行热压加工;
S5:底层贴压,调温装置与夹板底层相贴合,配合气压装置的冲压对夹板底层进行调温。
本发明具有以下有益效果:
(1)本发明通过贴合齿轮与夹板贴合,将夹板送至待加工区域,从而完成进料定位,同时推进曲板向内平移推进,使得夹板与贴合曲板贴合,在推进至红外线检测器与对正块对齐时,完成夹板的加工定位,通过连接螺纹轴转动,使得覆膜组件对夹板的上表面进行覆膜,从而防止气压装置冲压时对夹板造成损坏,起到了保护作用,缓冲弹簧对热压板起到缓冲作用防止冲压过度对夹板造成损坏,在缓冲杆和缓冲气垫的配合下,提高了热压板对夹板进行冲压时的缓冲效果,通过输水泵将高温水箱的热水通过高温管输送至夹板表面,从而通过高温蒸发,将水蒸气冲进夹板底层,从而提高夹板的加工质量。
(2)本发明通过设置定位装置,打开电动机,带动轴承柱转动,通过传动链带动传动齿轮轴转动,从而带动双齿轮螺纹轴和齿轮长轴转动,通过贴合齿轮与夹板贴合,将夹板送至待加工区域,防滑套增大输送时的摩擦力防止夹板脱离贴合齿轮的转动输送,从而完成进料定位,同时推进曲板向内平移推进,使得夹板与贴合曲板贴合,在推进至红外线检测器与对正块对齐时,完成夹板的加工定位,防护垫对夹板表面进行防护,减少硬性接触的受力,从而起到了保护的作用。
(3)本发明通过设置覆膜装置,覆膜装置通过连接螺纹板随着气压装置向下冲压,在升降杆的配合下,使得覆膜组件与夹板的上表面相贴合,此时磁吸卡块吸附防护膜并进行固定卡紧,同时齿轮长轴带动连接螺纹轴转动,使得覆膜组件对夹板的上表面进行覆膜,从而防止气压装置冲压时对夹板造成损坏,起到了保护作用,同时启动除尘泵,通过吹气管对夹板表面进行吹气流动,防止覆膜装置在覆膜时产生大量气泡降低覆膜效果,在覆膜完成后,压力传感器触碰对正块,从而传导切刃向下对防护膜进行切割,防止防护膜堆积成卷对热压操作造成影响,从而对夹板起到保护作用的同时,提高了夹板的热压质量。
(4)本发明通过设置气压装置,轴承柱转动带动双面螺纹套转动,从而使得内螺纹轴带动中承板向下移动,从而使得热压板对夹板进行高温冲压操作,冲压时,缓冲弹簧对热压板起到缓冲作用防止冲压过度对夹板造成损坏,在缓冲杆和缓冲气垫的配合下,提高了热压板对夹板进行冲压时的缓冲效果,在导向杆与导向套的配合下,使得热压板与中承板在发生缓冲滑动时,不会相互脱落,起到了防护的作用,同时在进行冲压时,热水盒通过加热管向防漏滴套进行输水,使得防漏滴套在与夹板相贴合时,防漏滴套内的水不会涌出,高温将水蒸发为水蒸气冲压进夹板中,从而提高夹板的加工质量。
(5)本发明通过设置调温装置,在进行冲压时,海绵垫与夹板紧紧贴合,防止夹板被过度冲压损坏,起到了缓冲保护的作用,同时输水泵将高温水箱的热水通过高温管输送至夹板表面,从而通过高温蒸发,将水蒸气冲进夹板底层,从而提高夹板的加工质量,海绵垫对多余水分进行吸收,再进行高温蒸发,使得水分不会被浪费,起到了节约资源的效果,冲压完成后,通过输气泵将液氮箱内的液氮冲入冷凝管中,通过冷却板对高温板进行降温,从而使得热压完成的夹板快速冷却,防止夹板过热久久不能冷却,从而便于工作人员装卸与更换,从而提高夹板的加工质量。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
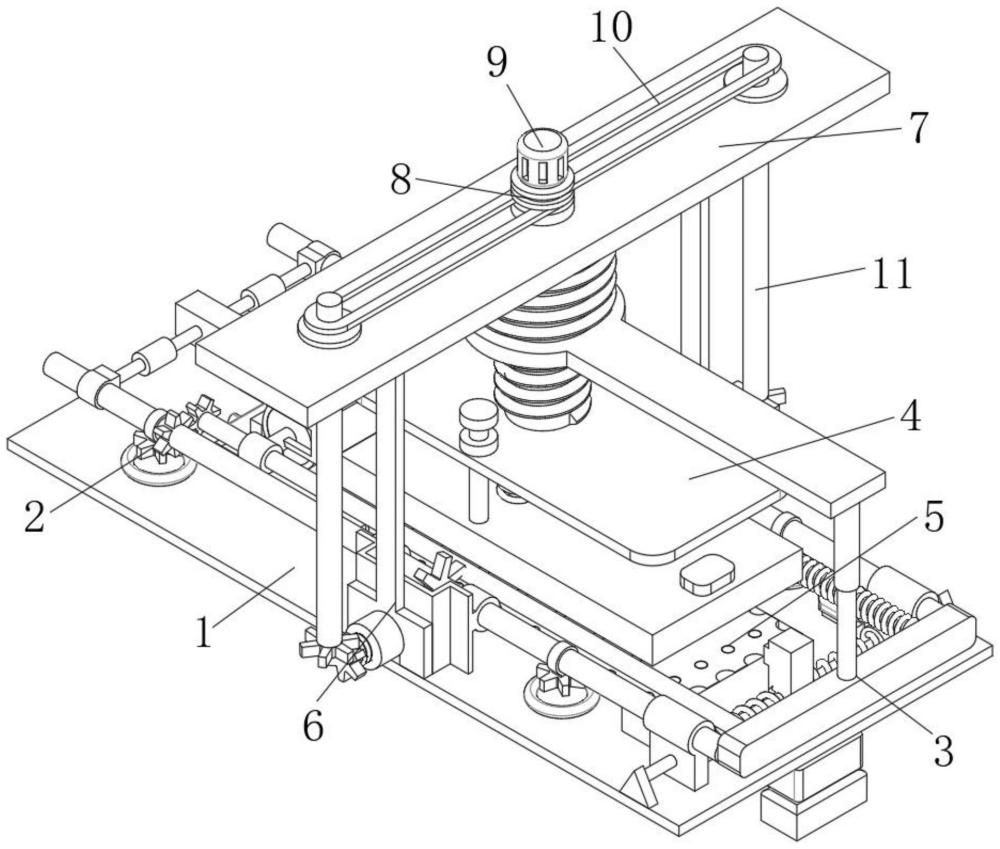
图1为本发明整体结构示意图;
图2为本发明整体内部结构示意图;
图3为本发明定位装置结构示意图;
图4为本发明覆膜装置结构示意图;
图5为本发明覆膜组件结构示意图;
图6为本发明气压装置结构示意图;
图7为本发明气压装置内部结构示意图;
图8为本发明调温装置结构示意图;
图9为本发明调温装置内部结构示意图;
图10为本发明热压方法示意图;
附图中,各标号所代表的部件列表如下:
图中:1、载物台;2、定位装置;3、覆膜装置;4、气压装置;5、调温装置;6、立式承接板;7、顶板;8、轴承柱;9、电动机;10、传动链;11、传动齿轮轴;201、红外线检测器;202、伸缩杆;203、齿轮长轴;204、贴合齿轮;205、防滑圈;206、推进曲板;207、双齿轮螺纹轴;208、固定螺纹套;209、贴合曲板;210、防护垫;211、伸缩弹簧;212、对正块;301、连接螺纹板;302、升降杆;303、连接长板;304、连接齿轮轴;305、覆膜组件;306、连接螺纹轴;3050、磁吸卡块;3051、防护膜;3052、覆膜辊;3053、除尘泵;3054、除尘管;3055、滑动连接管;3056、吹风管;3057、板架;3058、压力传感器;3059、切刃;401、双面螺纹套;402、内螺纹轴;403、中承板;404、导向杆;405、导向套;406、热压板;407、缓冲弹簧;408、缓冲杆;409、缓冲气垫;410、加热管;411、热水盒;412、防漏滴套;501、海绵垫;502、高温板;503、高温管;504、输水泵;505、高温水箱;506、冷却板;507、冷凝管;508、输气泵;509、液氮箱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一,请参阅图1-图5所示,本发明为一种用于夹板生产用热压设备及其热压方法,包括载物台1,载物台1的顶部固定连接有定位装置2,定位装置2的外表面齿轮啮合有覆膜装置3,覆膜装置3的内壁螺纹连接有气压装置4,载物台1的内壁固定连接有调温装置5,载物台1的顶部固定连接有立式承接板6,立式承接板6的顶部固定连接有顶板7,顶板7的顶部转动连接有轴承柱8,轴承柱8的顶部转动连接有电动机9,轴承柱8的外表面套接有传动链10,传动链10的内壁套接有传动齿轮轴11,传动齿轮轴11的底部与定位装置2的外表面齿轮啮合;
定位装置2包括红外线检测器201,红外线检测器201的外表面固定连接有伸缩杆202,伸缩杆202的内壁转动连接有齿轮长轴203,齿轮长轴203的外表面转动连接有贴合齿轮204,贴合齿轮204的外表面固定连接有防滑圈205,齿轮长轴203的外表面转动连接有推进曲板206,推进曲板206的内壁转动连接有双齿轮螺纹轴207,双齿轮螺纹轴207的外表面螺纹连接有固定螺纹套208,齿轮长轴203的外表面转动连接有贴合曲板209,贴合曲板209的外表面固定连接有防护垫210,贴合曲板209远离齿轮长轴203的一端固定连接有伸缩弹簧211,伸缩弹簧211远离贴合曲板209的一端固定连接有对正块212,打开电动机9,带动轴承柱8转动,通过传动链10带动传动齿轮轴11转动,从而带动双齿轮螺纹轴207和齿轮长轴203转动,通过贴合齿轮204与夹板贴合,将夹板送至待加工区域,防滑套增大输送时的摩擦力防止夹板脱离贴合齿轮204的转动输送,从而完成进料定位,同时推进曲板206向内平移推进,使得夹板与贴合曲板209贴合,在推进至红外线检测器201与对正块212对齐时,完成夹板的加工定位,防护垫210对夹板表面进行防护,减少硬性接触的受力,从而起到了保护的作用。
覆膜装置3包括连接螺纹板301,连接螺纹板301的底部固定连接有升降杆302,升降杆302的底部固定连接有连接长板303,连接长板303通过轴承与连接齿轮轴304转动连接,连接齿轮轴304的外表面转动连接有覆膜组件305,覆膜组件305的内壁螺纹连接有连接螺纹轴306,覆膜组件305包括磁吸卡块3050,磁吸卡块3050的内壁固定连接有防护膜3051,防护膜3051的内壁固定连接有覆膜辊3052,覆膜辊3052的内壁固定连接有除尘泵3053,除尘泵3053的内壁固定连接有除尘管3054,除尘管3054远离除尘泵3053的一端转动连接有滑动连接管3055,滑动连接管3055的底部固定连接有吹风管3056,滑动连接管3055的外表面固定连接有板架3057,板架3057远离磁吸卡块3050的一端固定连接有压力传感器3058,压力传感器3058的底部固定连接有切刃3059,覆膜装置3通过连接螺纹板301随着气压装置4向下冲压,在升降杆302的配合下,使得覆膜组件305与夹板的上表面相贴合,此时磁吸卡块3050吸附防护膜3051并进行固定卡紧,同时齿轮长轴203带动连接螺纹轴306转动,使得覆膜组件305对夹板的上表面进行覆膜,从而防止气压装置4冲压时对夹板造成损坏,起到了保护作用,同时启动除尘泵3053,通过吹气管对夹板表面进行吹气流动,防止覆膜装置3在覆膜时产生大量气泡降低覆膜效果,在覆膜完成后,压力传感器3058触碰对正块212,从而传导切刃3059向下对防护膜3051进行切割,防止防护膜3051堆积成卷对热压操作造成影响,从而对夹板起到保护作用的同时,提高了夹板的热压质量。
实施例二,请参阅图6-图10所示,本发明为一种用于夹板生产用热压设备及其热压方法,在实施例一的基础上,气压装置4包括双面螺纹套401,双面螺纹套401的内壁螺纹连接有内螺纹轴402,内螺纹轴402的底部转动连接有中承板403,中承板403的内壁滑动连接有导向杆404,导向杆404的外表面滑动连接有导向套405,导向杆404的底部固定连接有热压板406,热压板406的顶部固定连接有缓冲弹簧407,缓冲弹簧407的内壁固定连接有缓冲杆408,缓冲杆408的顶部固定连接有缓冲气垫409,热压板406的内壁固定连接有加热管410,加热管410的顶部固定连接有热水盒411,加热管410的底部固定连接有防漏滴套412,轴承柱8转动带动双面螺纹套401转动,从而使得内螺纹轴402带动中承板403向下移动,从而使得热压板406对夹板进行高温冲压操作,冲压时,缓冲弹簧407对热压板406起到缓冲作用防止冲压过度对夹板造成损坏,在缓冲杆408和缓冲气垫409的配合下,提高了热压板406对夹板进行冲压时的缓冲效果,在导向杆404与导向套405的配合下,使得热压板406与中承板403在发生缓冲滑动时,不会相互脱落,起到了防护的作用,同时在进行冲压时,热水盒411通过加热管410向防漏滴套412进行输水,使得防漏滴套412在与夹板相贴合时,防漏滴套412内的水不会涌出,高温将水蒸发为水蒸气冲压进夹板中,从而提高夹板的加工质量。
调温装置5包括海绵垫501,海绵垫501的底部固定连接有高温板502,高温板502的内壁固定连接有高温管503,高温管503远离高温板502的一端固定连接有输水泵504,输水泵504远离高温管503的一端固定连接有高温水箱505,高温板502的底部固定连接有冷却板506,冷却板506的内壁固定连接有冷凝管507,冷凝管507远离冷却板506的一端固定连接有输气泵508,输气泵508远离冷凝管507的一端固定连接有液氮箱509,在进行冲压时,海绵垫501与夹板紧紧贴合,防止夹板被过度冲压损坏,起到了缓冲保护的作用,同时输水泵504将高温水箱505的热水通过高温管503输送至夹板表面,从而通过高温蒸发,将水蒸气冲进夹板底层,从而提高夹板的加工质量,海绵垫501对多余水分进行吸收,再进行高温蒸发,使得水分不会被浪费,起到了节约资源的效果,冲压完成后,通过输气泵508将液氮箱509内的液氮冲入冷凝管507中,通过冷却板506对高温板502进行降温,从而使得热压完成的夹板快速冷却,防止夹板过热久久不能冷却,从而便于工作人员装卸与更换,从而提高夹板的加工质量。
该夹板生产用热压方法包括以下几个步骤:
S1:放置夹板,将夹板放置在载物台1上,并与防滑圈205相接触;
S2:定位夹板,通过定位装置2将与防滑圈205相接触的夹板输送至与贴合曲板209相接触,定位至待加工区域;
S3:夹板覆膜,通过覆膜装置3对夹板的上表面进行防护膜3051覆盖;
S4:夹板冲压,通过气压装置4对夹板进行热压加工;
S5:底层贴压,调温装置5与夹板底层相贴合,配合气压装置4的冲压对夹板底层进行调温。
使用时,打开电动机9,带动轴承柱8转动,通过传动链10带动传动齿轮轴11转动,从而带动双齿轮螺纹轴207和齿轮长轴203转动,通过贴合齿轮204与夹板贴合,将夹板送至待加工区域,从而完成进料定位,同时推进曲板206向内平移推进,使得夹板与贴合曲板209贴合,在推进至红外线检测器201与对正块212对齐时,完成夹板的加工定位,覆膜装置3通过连接螺纹板301随着气压装置4向下冲压,在升降杆302的配合下,使得覆膜组件305与夹板的上表面相贴合,此时磁吸卡块3050吸附防护膜3051并进行固定卡紧,同时齿轮长轴203带动连接螺纹轴306转动,使得覆膜组件305对夹板的上表面进行覆膜,同时启动除尘泵3053,通过吹气管对夹板表面进行吹气流动,防止覆膜装置3在覆膜时产生大量气泡降低覆膜效果,在覆膜完成后,压力传感器3058触碰对正块212,从而传导切刃3059向下对防护膜3051进行切割,轴承柱8转动带动双面螺纹套401转动,从而使得内螺纹轴402带动中承板403向下移动,从而使得热压板406对夹板进行高温冲压操作,同时在进行冲压时,热水盒411通过加热管410向防漏滴套412进行输水,使得防漏滴套412在与夹板相贴合时,防漏滴套412内的水不会涌出,高温将水蒸发为水蒸气冲压进夹板中,在进行冲压时,海绵垫501与夹板紧紧贴合,同时输水泵504将高温水箱505的热水通过高温管503输送至夹板表面,从而通过高温蒸发,将水蒸气冲进夹板底层,冲压完成后,通过输气泵508将液氮箱509内的液氮冲入冷凝管507中,通过冷却板506对高温板502进行降温。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。