一种缝纫刨花夹芯板的成型装置及制造方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及一种缝纫刨花夹芯板的成型装置及制造方法,属于生物质基复合材料制品成型技术制造技术领域。
背景技术
随着城市化进程不断发展,同时人类对粮食的需求不断增加,身为发展中国家而且是农业大国的中国,每年产生大量的废旧木材和农作物剩余物如秸秆等,但是目前处理的主要方式仍然是填埋或燃烧,导致温室效应加剧。我国具有丰富的生物质资源,但利用率低,大量的生物质能源被浪费。刨花板的生产是提高生物质利用率有效的方法之一。据统计,截止2020年底,我国刨花板年生产能力为3691万m
小颗粒的刨花板传统的制备方法往往是将拌胶后的刨花经铺装,预压和热压成型。用此种工艺制备的刨花板由于力学性能的限制,大部分仍然被用于家具领域中,附加值低。而且当刨花采用秸秆等生物质材料,由于表面的蜡状物质导致秸秆类刨花板力学性能不佳,往往需要化学处理,同时对秸秆原料和胶粘剂的选取限制较多,比如:原料利用的杆的部分,尽可能不用叶的部分;胶粘剂不适合用价格低廉的脲醛树脂或酚醛树脂等。导致制备成本增加,不利于商品转化。
缝纫夹层结构给如何提升材料性能带来新的思路。现有缝纫夹层复合材料的制备方法往往首先在材料上钻孔,然后通过缝纫、浸胶、固化成型几个步骤组成。但在材料上钻孔,如果材料很薄,柔性材料或侧压强度低的材料,例如厚度较薄、力学性能较差的脲醛树脂秸秆刨花板,固定后,材料本身易发生弯曲变形,或钻孔过程中芯层产生裂纹等,将导致材料间强度降低以至于破坏材料本身的力学性能。所以,利用钻孔方式制备缝纫刨花夹芯板的预成型体并不适用所有的生物质材料,比如生物质秸秆。
发明内容
本发明的目的在于将缝纫夹层复合材料的制备方法延伸到生物质基复合材料制品成型技术领域,改进其方法去掉了钻孔步骤,并使得更适用于生物质材料,如小颗粒生物质刨花,纤维布等,从而设计一种成型装置并提供一种缝纫刨花夹芯板的制造方法。
本发明的技术方案:
一种缝纫刨花夹芯板的制造方法,步骤如下:
1)准备制备缝纫刨花夹芯板所需的刨花、胶粘剂、固化剂、纤维布、缝纫线;
2)将缝纫刨花夹芯板的预成型体成型装置涂刷脱模剂;
3)将纤维布双面涂胶后铺贴在小孔板上,纤维布在小孔板下方,将底板上的圆柱对准小孔板相应孔位后将纤维布和小孔板同时压到底板上;
4)取下小孔板并将模具组装到底板上;
5)将刨花与胶粘剂搅拌,之后铺装在模具中;
6)再次将纤维布双面涂胶后铺贴在小孔板上,纤维布在小孔板下方,对准孔位后将纤维布和小孔板同时压到铺装完的刨花上;
7)将格栅压板组装到小孔板上,后放入预压机中预压;
8)预压后脱除模具并取出小孔板和格栅压板,将大孔板和格栅压板分别组装到顶层纤维布上;
9)将底板、材料、大孔板和格栅压板同时放入热压机中热压,形成预成型体;
10)对预成型体用缝纫线进行缝纫,缝纫方式为改进的锁式缝纫方式,缝纫时首先需要在上面穿入浸渍过胶黏剂的缝线,然后在下面穿入浸渍过胶黏剂的底线;
11)通过热压的方法对缝合好的预成型体进行热压成形,固化后得到缝纫刨花夹芯复合板。
所述的刨花由木材或生物质材料破碎而成。
所述的底板包含金属板和成排的圆柱,圆柱顶端呈锥形,底板由金属材料制备。
所述的小孔板尺寸略小于模具内径,孔板孔位与底板圆柱中心位置一致,孔板孔径略大于底板圆柱直径,误差在0.5mm~1.5mm。
所述的大孔板尺寸大于模具内径60mm以上,孔板孔位与底板圆柱中心位置一致,孔板孔径略大于底板圆柱直径,误差在0.5mm~1.5mm,孔板由金属材料制备。
所述格栅压板由金属材料制备,栅板厚度小于底板圆柱间净尺寸,栅板的位置处于底板圆柱间隔处,栅板的高度高于模具和底板圆柱高度。
所述第二次热压与第一次热压后成品厚度一致。
本发明的有益效果是:本发明制备缝纫刨花夹芯板的方法适用于不同的尺寸成型。芯层材料刨花采用任意木质和生物质材料。如材料为秸秆时,用此方法制备出的预成型体不会出现以往钻孔工艺导致的芯层开裂现象,有效降低对原材料性能的要求(在实验中,秸秆直接从农场获取,连杆带叶直接破碎),可大幅降低原料获取成本。同时在制备过程中不用化学处理和物理筛分就能使成品获足够的力学强度满足商用标准。成本低廉且容易实现。与现有刨花板相比,弯曲强度可以提高3倍以上,吸水厚度膨胀率也大大降低,可以作为承重材料被应用于更多领域中如建筑、包装、托盘等,不但提高了生物质材料的利用率,更可以固碳,有益于尽快实现碳中和目标。
附图说明
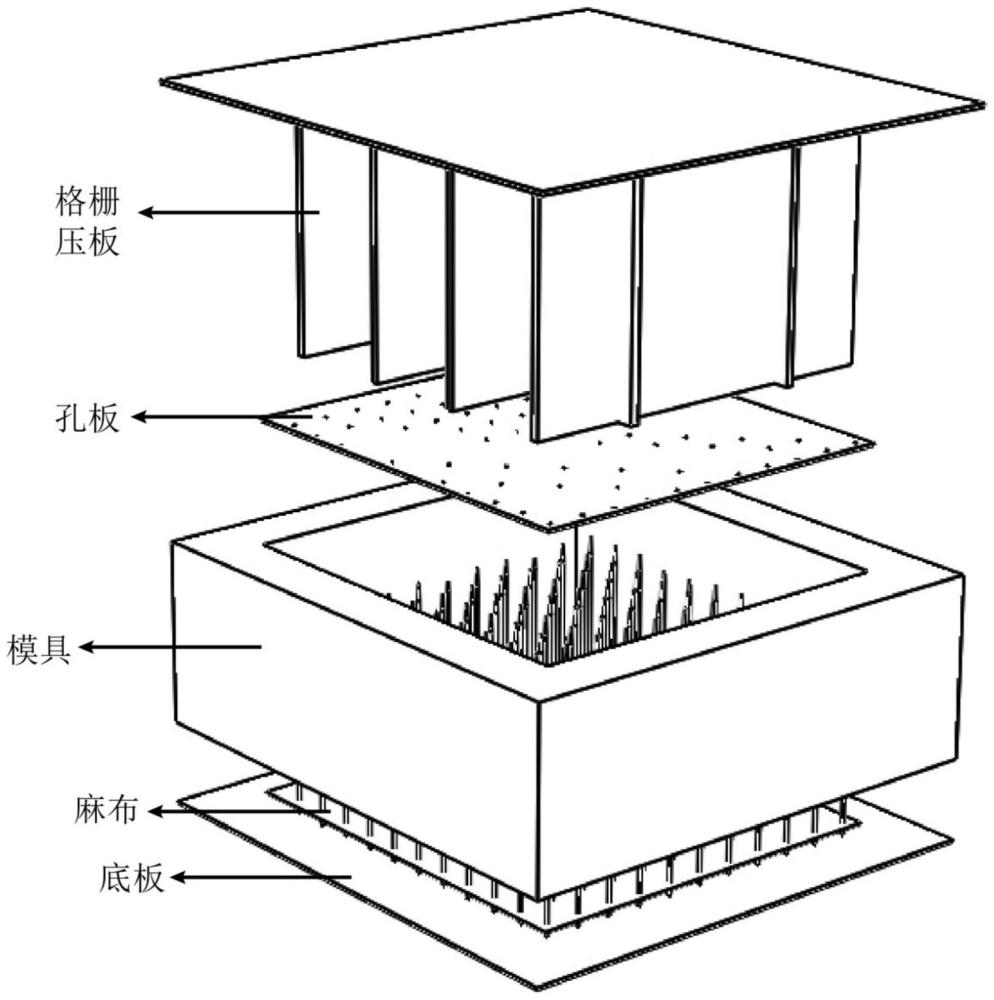
图1为缝纫刨花夹芯板预成型体的成型装置。
图2为缝纫刨花夹芯板预成型体。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
实施例1
本实施例提供了一种木质基黄麻纤维缝纫刨花夹芯板的制造方法,预成型体成型装置如图1所示,具体包括以下步骤:
本实施例产品选用黄麻纤维布(25S*25S),纤维密度为1.5g/cm
预成型体成型装置采用不锈钢制作,包括底板、模具、孔板和格栅压板。具体尺寸为:底板外形尺寸为440mm×420mm,中部焊接一排排不锈钢圆柱,圆柱顶端呈锥形,圆柱直径2mm,总高度150mm,圆柱中心间距为10mm×10mm;模具外形尺寸为440mm×420mm,内部尺寸为340mm×320mm,高度150mm;小孔板外形尺寸为338mm×318mm,大孔板外形尺寸为438mm×418mm,中部有一排排圆孔,孔径2.5mm~3mm,孔中心间距10mm×10mm;格栅压板外形尺寸440mm×420mm,栅板高度200mm,厚度5mm。
将预成型体成型装置涂刷脱模剂。测刨花的含水率,裁剪黄麻纤维布,尺寸为长320mm,宽340mm。称黄麻纤维布的重量,再分别称量刨花,胶,固化剂的重量,使得最终热压后制成的预成型体密度为0.7g/cm
实施例2
本实施例提供了一种生物质基玄武岩纤维缝纫刨花夹芯板的制造方法,预成型体成型装置如图1所示,具体包括以下步骤:
本实施例产品选用玄武岩纤维布(25S*25S);胶粘剂采用酚醛树脂胶粘剂,固化温度为100℃~170℃;缝纫线为玄武岩纤维,尺寸为1mm;刨花为玉米秸秆刨花,刨花尺寸为:长18mm~15mm,宽3mm~6mm,厚0.2mm~0.6mm。
预成型体成型装置与实施例1相同。
将预成型体成型装置涂刷脱模剂。测刨花的含水率,裁剪玄武岩纤维布,尺寸为长320mm,宽340mm。称玄武岩纤维布的质量,再分别称量刨花和胶的质量,使得最终热压后制成的预成型体密度为0.7g/cm