一种石墨加工组合刀具
文献发布时间:2023-06-19 09:26:02
技术领域
本发明属于石墨刀具技术领域,具体涉及一种石墨加工组合刀具。
背景技术
石墨刀具是近代工业中用来加工石墨、合金非铁材质的金钢石涂层刀具,用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的与量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
现有的石墨加工组合刀具在使用的时候将其安装在加工设备上,然后进行高速旋转,对其加工件实现高速旋转加工,从而保证其达到切削开孔作用,但是该刀具在工作中,其表面的废料沾付在其表面,由于没有清洁组件对其进行清洁,导致其废料影响刀具的加工精度和定位的问题,为此我们提出一种石墨加工组合刀具。
发明内容
本发明的目的在于提供一种石墨加工组合刀具,以解决上述背景技术中提出的问题。
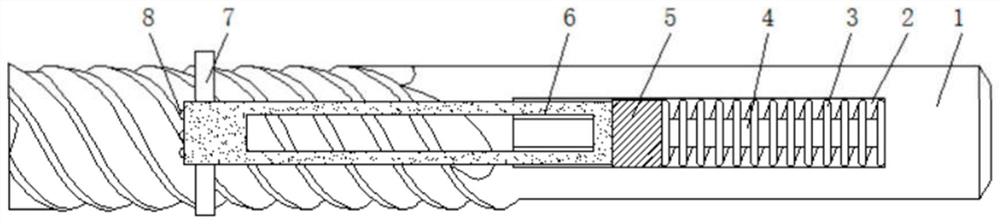
为实现上述目的,本发明提供如下技术方案:一种石墨加工组合刀具,包括刀具,所述刀具表面自前端始依次设有导向螺旋刃、切削螺旋刃和精制扩孔螺旋刃;所述刀具一端表面开设有安装孔,所述安装孔内部贯穿有压块,所述压块一端表面设置有弹簧,所述压块两侧表面均固定有连接板,所述连接板内侧设置有清洁环,所述清洁环内内壁固定有软刷毛,所述软刷毛端部与刀具表面相互贴合。
优选的,所述清洁环的纵截面为圆形结构,所述连接板的纵截面为F型结构。
优选的,所述连接板侧壁开设有观察孔,所述压块的纵截面为矩形结构。
优选的,所述连接板一端外壁开设有球型槽,所述球型槽内部镶嵌有滚珠。
优选的,所述连接板与压块之间通过焊接连接,所述压块端部贯穿有导杆,所述导杆一端位于弹簧内侧,且导杆两端均固定在安装孔内部。
优选的,所述刀具由刀杆和刀头组成,所述刀头为螺旋结构,且螺旋的夹角为二十度。
优选的,所述导向螺旋刃为多刃螺旋刃,螺旋的夹角为20°。
优选的,所述切削螺旋刃为多刃螺旋刃,当直径d≦8mm,刃数n≦4;当直径8 优选的,所述切削螺旋刃的刃口前角的刃口前边和刃尖径向夹角为3°;刃口后角的刃口后边和刃尖法向夹角为7.5°。 优选的,所述精制扩孔螺旋刃为多刃螺旋刃,其刃口后角增加了一段0.5mm长圆弧段;刃口前角做r=0.1mm圆弧角。 与现有技术相比,本发明的有益效果是: (1)通过设计的弹簧和压块,对其清洁环实现安装的同时对其实现按压,保证其根据实际刀具位置进行及时的调整,使其清洁更加快速便捷,通过设计的清洁环,清洁环套设在刀具外部,方便对软刷毛进行组装固定,保证软刷毛呈圆形阵列分布在刀具外壁上实现清洁,通过设计的软刷毛,软刷毛位于刀具外部,从而可以对刀具表面的废料实现快速清洁处理,避免其沾付在刀具表面影响刀具定位加工精度。 (2)通过设计的滚珠,滚珠镶嵌安装在连接板端部,具有良好的自转能力,从而保证连接板与加工件之间避免在工作中产生磨损通过设计的导杆,贯穿安装在压块上,从而对压块和弹簧实现安装限位,避免其从安装孔内脱离。 (3)由于石墨特有的自润滑特征,通过本专利设计的刀具最后一段的扩孔,可以获得公差范围0.005mm以内的孔径要求,同时获得比较高的内孔光洁度。 附图说明 图1为本发明的主视图; 图2为本发明连接板与清洁环的组装侧视图; 图3为本发明刀具的侧视图; 图4为本发明刀具的外形示意图; 图5为本发明刀具的精制扩孔螺旋刃截面示意图。 图中:1、刀具;2、安装孔;3、弹簧;4、导杆;5、压块;6、连接板;7、清洁环;8、滚珠;9、软刷毛;A1、导向螺旋刃;A2、切削螺旋刃;A3、精制扩孔螺旋刃。 具体实施方式 下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。 请参阅图1至图3,本发明提供一种技术方案:一种石墨加工组合刀具,包括刀具1,刀具1表面自前端始依次设有导向螺旋刃A1、切削螺旋刃A2和精制扩孔螺旋刃A3;刀具1一端表面开设有安装孔2,安装孔2内部贯穿有压块5,压块5一端表面设置有弹簧3,通过设计的弹簧3和压块5,对其清洁环7实现安装的同时对其实现按压,保证其根据实际刀具1位置进行及时的调整,使其清洁更加快速便捷,压块5两侧表面均固定有连接板6,连接板6内侧设置有清洁环7,通过设计的清洁环7,清洁环7套设在刀具1外部,方便对软刷毛9进行组装固定,保证软刷毛9呈圆形阵列分布在刀具1外壁上实现清洁,清洁环7内内壁固定有软刷毛9,通过设计的软刷毛9,软刷毛9位于刀具1外部,从而可以对刀具1表面的废料实现快速清洁处理,避免其沾付在刀具1表面影响刀具定位加工精度,软刷毛9端部与刀具1表面相互贴合,清洁环7的纵截面为圆形结构,连接板6的纵截面为F型结构。 本实施例中,优选的,连接板6侧壁开设有观察孔,压块5的纵截面为矩形结构,连接板6一端外壁开设有球型槽,球型槽内部镶嵌有滚珠8,通过设计的滚珠8,滚珠8镶嵌安装在连接板6端部,具有良好的自转能力,从而保证连接板6与加工件之间避免在工作中产生磨损。 本实施例中,优选的,连接板6与压块5之间通过焊接连接,压块5端部贯穿有导杆4,通过设计的导杆4,贯穿安装在压块5上,从而对压块5和弹簧3实现安装限位,避免其从安装孔2内脱离,导杆4一端位于弹簧3内侧,且导杆4两端均固定在安装孔2内部,刀具1由刀杆和刀头组成,刀头为螺旋结构,且螺旋的夹角为二十度。 本发明的工作原理及使用流程:本发明中的刀具1在使用的时候,可以将其通过刀杆组装在加工设备上,进行加工切削,在加工中,其连接板6的滚珠8与加工件表面相互贴合,其保证刀具1在转动中,不会影响其连接板与加工件之间产生磨损,本发明在挤压中,其压块5对弹簧3进行挤压,从而保证刀具1停止加工抬升后,弹簧3对其施加弹力,推动清洁环7内部的软刷毛9在其刀具1表面滑移,从而达到清洁作用,使刀具1表面保持清洁,不会影响其定位精度。 导向螺旋刃A1为多刃螺旋刃,螺旋的夹角为20°。导向段的长度一般情况下可以与刀具直径相同。 切削螺旋刃A2为多刃螺旋刃,当直径d≦8mm,刃数n≦4;当直径8 切削螺旋刃A2的刃口前角的刃口前边和刃尖径向夹角为3°;刃口后角的刃口后边和刃尖法向夹角为7.5°。 切削螺旋刃A2的加工尺寸严格按照所加工孔公差值进行设计; 例如设加工孔直径为D,孔的公差要求为0~+0.005mm,则b段的刃口直径为D-0.025~D-0mm;具体实施依据所加工石墨材料的密度不同做如下设计: 石墨密度1.6-1.7g/cm3刃口直径为D-0.025-0.02mm
当直径d≦8mm,一般刃数n≦4; 当直径8 当直径12 如此同比递增,一般情况刃数的增加,有利于切削,但是增加刀具的制作成本,一般根据直径大小匹配最经济的刃数; 刃口前角:刃口前边和刃尖径向夹角为3°; 刃口后角:刃口后边和刃尖法向夹角为7.5°; 切削螺旋刃A2的尺寸一般情况下和加工的孔径的深度相关联 设加工孔的深度为h, 当d>h时,一般情况下设计b=d; 当d≦h时,一般情况下设计b≧h,可以取b=1.2h; 精制扩孔螺旋刃A3为多刃螺旋刃,其刃口后角增加了一段0.5mm长圆弧段;刃口前角做r=0.1mm圆弧角。与切削螺旋刃A2刃口区别在于后角后移,增加了一段0.5mm长度的孔径同等圆弧段,d=D,刃口尖角做r=0.1mm圆弧角; 由于d=D,所以该段的加工实际情况是通过挤压扩孔实现,在切削螺旋刃A2已经进行了合理的控制,留下的加工余量是可以满足精制扩孔螺旋刃A3有效的加工的,而且精制扩孔螺旋刃A3加工时的刀具转速需要降低为前段加工时转速的30-40%。 尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。