一种预制装配式桥梁钢套立柱施工方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及结构构件;建筑材料;用于承重的长条形结构构件的技术领域,特别涉及一种预制装配式桥梁钢套立柱施工方法。
背景技术
随着城市用地的日渐紧张、交通路网的日益复杂,高架桥形式大为缓解了城市及周边路网的拥堵情况,也为远距离跨域交通线的规划提供了便利。由于工程建设期间的人工、设备、材料成本日益提高,为降低施工成本、加快施工进度,高架桥的建设逐步转换为预制组装。
针对桥梁立柱的施工,现有方法通常是得到立柱的各项数据后,在工厂中加工出符合尺寸要求的立柱模具,然后再通过混凝土模具浇筑加工出立柱;然而,当施工现场所需求的立柱高度不一时,就需要对应加工出高度不一的多个模具,当立柱加工完成后,使用过的模具可能因其高度与新的施工现场的立柱高度要求不一致而废弃,同时,工厂生产立柱时需要按照新的立柱高度加工对应高度的模具,导致大量的模具在一次灌浆加工后即被废弃,工厂因尺寸不合产生的模具废弃量远大于模具的自然废弃量,一方面造成材料的大量浪费、工厂的生产成本较高,另一方面在每次立柱加工前都需要花费大量时间从头生产对应高度的模具,立柱的加工效率较低,工厂的生产收益无法得到保障。
进一步来说,传统方法中,立柱底模与预埋底座通过焊接固定,焊接对预埋底座的应力分布等性能造成影响,进而导致立柱底模拆装后的预埋底座的承载性能及平整度大幅下降,这意味着在立柱的加工过程中,立柱模具与预埋底座需要一一对应,同一预埋底座无法对不同的立柱模具进行承载定位,预埋底座的使用基本是一次性的,工作量及加工材料的消耗与使用频次不匹配。
发明内容
本发明解决了现有技术中存在的问题,提供了一种优化的预制装配式桥梁钢套立柱施工方法。
本发明所采用的技术方案是,一种预制装配式桥梁钢套立柱施工方法,所述方法包括以下步骤:
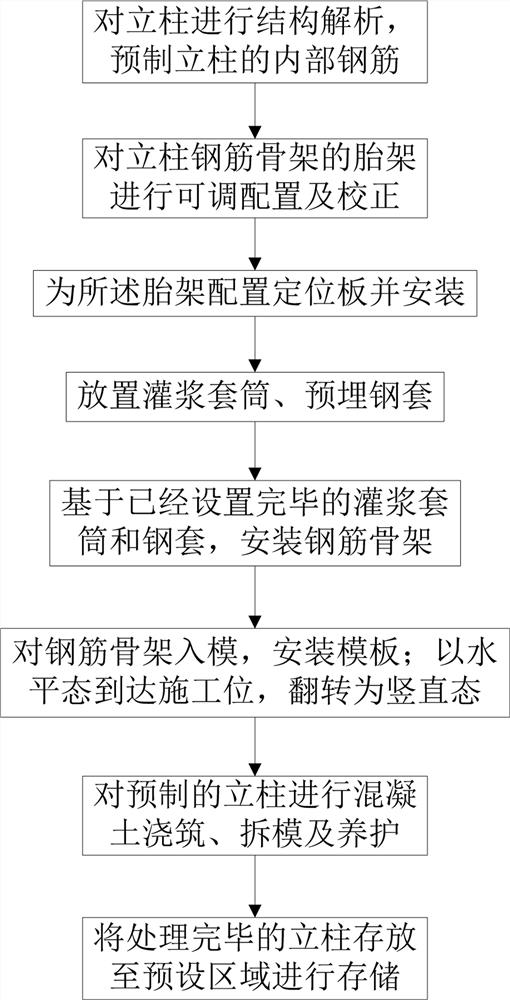
步骤1:对立柱进行结构解析,预制立柱的内部钢筋;
步骤2:对立柱钢筋骨架的胎架进行可调配置及校正;
步骤3:为所述胎架配置定位板并安装;
步骤4:放置灌浆套筒、预埋钢套;
步骤5:基于已经设置完毕的灌浆套筒和钢套,安装钢筋骨架;
步骤6:对钢筋骨架入模,安装模板;以水平态到达施工位,翻转为竖直态;
步骤7:对预制的立柱进行混凝土浇筑、拆模及养护;
步骤8:将处理完毕的立柱存放至预设区域进行存储。
优选地,所述步骤1中,结构解析为对立柱内部的主筋、箍筋、灌浆套筒、预应力波纹管的位置进行建模计算,实现主筋、箍筋和水平筋的定位,预设开孔位;
预制立柱的内部钢筋包括对待弯曲的钢筋进行弯曲加工。
优选地,所述步骤2中,立柱钢筋骨架的胎架包括底座,所述底座上滑动配合设有支架,任一所述支架上设有挂片;
基于立柱的长度和横截面长度,在水平方向上沿立柱的长度和宽度方向调节支架相对于底座的位置,支架与立柱配合;调节挂片的定位孔和定位槽;
校正底座水平,若不水平则用精薄钢板调平,误差小于2mm;校正支架安装位置和垂直度误差小于2mm;校正所有的支架在同一水平面。
优选地,所述步骤3中,对定位板进行底塞安装,所述底塞安装到定位板的对应的孔洞中后,保持未拧紧的状态,将定位板匀速放置在胎架上的预设位置,调节定位板位置直至定位板为竖直。
优选地,所述步骤4中,将灌浆套筒与底塞适配,在胎架上按序安装;
基于立柱的高度调整胎架,以定位板的位置为基准确定预埋的钢套的位置,将预埋的钢套放置在调整好的胎架上,利用胎架调整并确保钢套为竖直,钢套的预留孔洞与灌浆套筒、定位板的对应孔同轴设置;
相邻的灌浆套筒的进出浆口并列且朝外设置。
优选地,所述步骤5包括以下步骤:
步骤5.1:在预埋的钢套内,基于预留的孔洞安装环形箍筋,所述环形箍筋箍设于钢套内壁处;
步骤5.2:从预埋的钢套中贯穿穿设立柱的主筋,在主筋的端头处安放密封塞后插入对应的灌浆套筒内;
步骤5.3:调整灌浆套筒,使灌浆套筒与主筋所在的钢套的孔洞同轴,拧紧定位板的螺栓杆;对定位板与灌浆套筒、灌浆套筒与主筋的端部间进行密封;
步骤5.4:在所有的灌浆套筒的外部套设若干用于加固的箍筋;以U型钢筋对任一灌浆套筒的进出浆口进行定位;
步骤5.5:设置立柱的上下侧和左右侧的箍筋;
步骤5.6:基于步骤5.5的立柱的上下侧和左右侧的箍筋,安装竖向拉钩钢筋;所有的钢筋的交叉处绑扎和/或焊接;
步骤5.7:安装防裂钢筋网片,所述网片处设有垫块和防雷地接钢板;
步骤5.8:将主筋与其对应的钢套的孔洞间塞焊,主筋与钢套对应的内壁间以辅助焊接筋连接。
优选地,所述步骤6包括以下步骤:
步骤6.1:配置山字形的带有雨水槽的宽面模板;
步骤6.2:在所述宽面模板的一侧顶部对应凸起设置第一侧面模板,将钢筋骨架水平吊运至宽面模板上,钢筋骨架的一侧与第一侧面模板贴合;进行加工精度确认;
步骤6.3:在宽面模板的另一侧顶部对应凸起设置第二侧面模板,所述第二侧面模板与钢筋骨架的另一侧贴合;
步骤6.4:在水平设置的钢筋骨架的顶部加盖顶面模板,并紧固,将底模板设置在翻转板的顶部,将处理完毕的钢筋骨架吊运至滑轨上,所述滑轨一端铰接有翻转板,翻转板相背于滑轨的一侧为施工位,固定定位板和底模板,底模板与宽面模板、第一侧面模板、第二侧面模板和顶面模板对应;
步骤6.5:翻转板翻转,设置模板后的钢筋骨架为竖直态,吊设移动至施工位上。
优选地,所述步骤7中,拆模时的拆除顺序为宽面模板、第一侧面模板或第二侧面模板、第二侧面模板或第一侧面模板、顶面模板。
优选地,所述步骤7中,对预制的立柱以泵送式浇筑,浇筑过程中保持浇筑导管高度高于混凝土面一定距离。
优选地,所述步骤8中,预设区域为网格化设置,每个预制的立柱对应相应的存放格,相邻的网格间设有操作用间隙;每个网格内铺设有细沙垫层。
本发明涉及一种优化的预制装配式桥梁钢套立柱施工方法,对立柱进行结构解析后,预制立柱的内部钢筋;
对立柱钢筋骨架的胎架进行可调配置及校正,支架在底座上前后滑动调整距离,以匹配不同长度的钢筋骨架绑扎,克服现有技术中桥梁立柱钢筋笼绑扎平台适配性差不可调节的问题;
为胎架配置定位板并安装后,放置灌浆套筒、预埋钢套,安装钢筋骨架,解决了钢套内环形箍筋安装及焊接难题,便于后续钢套立柱浇筑、成品翻转运输的精细化施工,解决了钢套立柱钢筋骨架自重较大且荷载不均布所导致的钢筋骨架吊装过程中灌浆套筒偏位的问题;
集成了由底模和侧模构成的模块化立柱加工模具,对钢筋骨架入模,安装模板,以水平态到达施工位,翻转为竖直态;对预制的立柱进行混凝土浇筑、拆模及养护后,将处理完毕的立柱存放至预设区域进行存储。
本发明减少材料浪费,节约成本,装配式的处理方式代替了传统一体化处理,实现了各零部件及模板等的重复使用,提高效率、减少浪费,可操作性强,精度高,施工进度快,提高机具设备的使用率,安全环保,不产生污染。
附图说明
图1为本发明的方法流程图;
图2为本发明中省略预埋钢套后的胎架与立柱钢筋骨架配合的结构示意图;
图3为本发明的定位板和灌浆套筒配合的结构示意图;
图4为本发明中预埋钢套与胎架配合的结构示意图;
图5为本发明中宽面模板和第一侧面模板完成装配时的结构示意图;
图6为本发明中安装模板后的钢筋骨架从水平态到达竖直态的结构示意图;
图7为本发明中施工位的结构示意图。
具体实施方式
下面结合实施例对本发明做进一步的详细描述,但本发明的保护范围并不限于此。
本发明涉及一种预制装配式桥梁钢套立柱施工方法,可以在标准化工厂内设置原材料堆放区、钢筋加工区、钢筋骨架绑扎区、模板安装及浇筑区、成品堆放区,成品出厂区,形成流水作业且互不影响,在堆放区设置装车空间和运输通道。
所述方法包括以下步骤。
步骤1:对立柱进行结构解析,预制立柱的内部钢筋。
所述步骤1中,结构解析为对立柱内部的主筋、箍筋、灌浆套筒、预应力波纹管的位置进行建模计算,实现主筋、箍筋和水平筋的定位,预设开孔位;
预制立柱的内部钢筋包括对待弯曲的钢筋进行弯曲加工。
本发明中,采用BIM技术对施工图进行深化计算,获取钢筋尺寸及形状数据,通过对立柱内部箍筋、主筋、灌浆套筒、预应力波纹管进行三维建模和三维透视,实现主筋、箍筋、水平筋的精确定位,避免立柱内部构件间的相互冲突碰撞,并为主筋、水平筋在端头板上开孔提供位置和数据依据;将通过BIM软件优化后的箍筋截面数据录入数控设备对钢筋原材进行弯曲加工,将钢筋半成品堆放在存放区,根据BIM所提供的箍筋数据进行复核并进行标识、整齐码放,防止箍筋错乱。
步骤2:对立柱钢筋骨架1的胎架进行可调配置及校正。
所述步骤2中,立柱钢筋骨架1的胎架包括底座2,所述底座2上滑动配合设有支架3,任一所述支架3上设有挂片;
基于立柱的长度和横截面长度,在水平方向上沿立柱的长度和宽度方向调节支架3相对于底座2的位置,支架3与立柱配合;调节挂片的定位孔和定位槽;
校正底座2水平,若不水平则用精薄钢板调平,误差小于2mm;校正支架3安装位置和垂直度误差小于2mm;校正所有的支架3在同一水平面。
本发明中,立柱钢筋骨架1的胎架由底座2、支架3、挂片配合定位板4组成,其中,支架3包括伸出钢筋端定位板支架、中间主筋挂片架立支架、套筒端定位板支架、钢套头支撑支架,挂片包括上下缘主筋挂片、左右缘主筋挂片、下缘箍筋挂片,所有的支架和挂片配合立柱钢筋骨架1可调设置,保证立柱钢筋骨架1不发生挠度变形;绑扎钢筋骨架1的胎架的支架3与底座2采用滑轮可移动式组合连接,支架3在底座2上前后滑动调整距离,以匹配不同长度的钢筋骨架1绑扎;支架3也可以左右调节,以匹配不同立柱的截面尺寸;整体来说,胎架可根据生产的立柱的型号来进行调节安装,相比于固定尺寸的胎架,能节约生产时间,减少场地的浪费,提高生产效率。
本发明中,支架3上还设有若干个定位通孔和用于固定立柱主筋的限位帽,限位帽与定位通孔一一对应,同时在其侧面固定有设有调节孔的调节座,实现对支架的精准调平及定位;为固定立柱主筋、不使主筋发生转动及位置变化,对伸出钢筋端的定位板4进行加工,定位板4末端采用圆孔伸出5cm以确保精度;立柱钢筋笼胎架尾部的套筒定位板4采用套筒固定端结合立柱底模的形式,既起套筒定位的作用,同时又是浇筑过程中立柱的底模板。
本发明中,立柱钢筋骨架1拼装前,对其胎架各个部件进行验收复测,挂片的开孔开槽位置精确测量;拼装过程中胎架底座2安装水平,用水准仪进行测量,用精薄钢板进行调平,精度控制在2mm以内;各支架3安装位置精确、状态垂直,精度控制在2mm以内;胎架安装完成后对各支架3整体测量,保证每个支架3处于同一条线上,防止主筋安装时产生变形。
步骤3:为所述胎架配置定位板4并安装。
所述步骤3中,对定位板4进行底塞安装,所述底塞安装到定位板4的对应的孔洞中后,保持未拧紧的状态,将定位板4匀速放置在胎架上的预设位置,调节定位板4位置直至定位板4为竖直。
步骤4:放置灌浆套筒5、预埋钢套6。
所述步骤4中,将灌浆套筒5与底塞适配,在胎架上按序安装;
基于立柱的高度调整胎架,以定位板4的位置为基准确定预埋的钢套6的位置,将预埋的钢套6放置在调整好的胎架上,利用胎架调整并确保钢套6为竖直,钢套6的预留孔洞与灌浆套筒5、定位板4的对应孔同轴设置;
相邻的灌浆套筒5的进出浆口12并列且朝外设置。
本发明中,定位板4的孔洞与承台定位框、钢套6的开孔位置完全一致,孔洞的孔距、孔径的偏差小于±2mm,定位板4既可以起到灌浆套筒5定位的作用,同时又是之后浇筑过程中立柱的底模板,采用货架式堆放。
本发明中,定位板4安装前先进行底塞安装,底塞(密封柱塞)由螺栓、柱塞、连接螺杆组成,为本领域公知技术,在其被安装到定位板4后,连接螺杆不拧紧,保持底塞的活动性,将底塞安装到定位板4对应的孔洞上后,用龙门吊将定位板4匀速平稳地放置在胎架上,调节定位板4的位置直至垂直度为90°,垂直度的偏差小于0.1°。
本发明中,灌浆套筒5按顺序依次安装好、拧入底塞,并检查是否密实、紧固并保证底塞与灌浆套筒5可以轻微活动。
本发明中,根据预制立柱高度调整移动胎架,从定位板4确定钢套6放的位置,用龙门吊将钢套6平稳放在调整好的胎架上;利用胎架调整,确保钢套垂直度与定位板4一致;钢套6预留孔洞,包括但不限于主筋塞焊孔、浇筑孔、振捣孔及吊点孔等与灌浆套筒5、定位板4的孔洞的轴心一致。
本发明中,用水平尺放在钢套6两侧调整位置,以钢卷尺从定位板4测量到钢套6四个顶点的距离,进而确定钢套6的最终位置。
步骤5:基于已经设置完毕的灌浆套筒5和钢套6,安装钢筋骨架。
所述步骤5包括以下步骤:
步骤5.1:在预埋的钢套6内,基于预留的孔洞安装环形箍筋7,所述环形箍筋7箍设于钢套6内壁处;
步骤5.2:从预埋的钢套6中贯穿穿设立柱的主筋8,在主筋8的端头处安放密封塞后插入对应的灌浆套筒5内;
步骤5.3:调整灌浆套筒5,使灌浆套筒5与主筋8所在的钢套6的孔洞同轴,拧紧定位板4的螺栓杆;对定位板4与灌浆套筒5、灌浆套筒5与主筋8的端部间进行密封;
步骤5.4:在所有的灌浆套筒5的外部套设若干用于加固的箍筋9;以U型钢筋11对任一灌浆套筒5的进出浆口12进行定位;
步骤5.5:设置立柱的上下侧和左右侧的箍筋10;
步骤5.6:基于步骤5.5的立柱的上下侧和左右侧的箍筋10,安装竖向拉钩钢筋;所有的钢筋的交叉处绑扎和/或焊接;
步骤5.7:安装防裂钢筋网片,所述网片处设有垫块和防雷地接钢板;
步骤5.8:将主筋8与其对应的钢套6的孔洞间塞焊,主筋8与钢套6对应的内壁间以辅助焊接筋连接。
本发明中,步骤5.1根据BIM提供数据,将预先加工好的环形箍筋7在钢套6内部预留好的孔洞中进行环形箍筋7的设置和焊接。
本发明中,步骤5.2中,主筋8通过钢套6的孔洞后,在主筋8端头40cm处安放密封塞,依次插入对应的灌浆套筒5内。
本发明中,钢套6包括套体,垂直于套体内壁设有若干翅片,所有的翅片上对应设有用于穿设环形箍筋7的孔,而用于穿设主筋8的钢套6的孔洞位于钢套6端部的外缘,使得一个或多个主筋8可以贯穿由相邻的翅片、套体内壁和环形箍筋7组成的空间;由于翅片仅用于穿设环形箍筋7,图中未示出;预埋钢套6与定位板4间的距离接近立柱的总长。
本发明中,步骤5.3中,密封可以采用玻璃胶进行。
本发明中,步骤5.4中,箍筋9间距10公分,箍筋9不得与套筒5焊接;在灌浆套筒5的顶部加设一道箍筋9,加固灌浆套筒5、防止密封塞松动;灌浆套筒5进出浆口12垂直朝外,同时采用U型钢筋11对灌浆套筒5的进出浆口12加固防止偏位;U型钢筋11是指以一钢筋托住进出浆口12的一端,以U型钢筋11的两端与此钢筋进行连接,进出浆口12从两者间穿出并基于两者定位。
本发明中,步骤5.5中,对于立柱的上侧、下侧、左侧和右侧的箍筋10,非加密区的箍筋10间距15cm,加密区的箍筋10间距10cm,用扎丝绑扎牢靠,扎丝绑扎方向统一朝内绑扎。
本发明中,步骤5.6中,竖向拉钩钢筋与立柱的长度方向平行。
本发明中,步骤5.7中,作为保护层的防裂钢筋网片厚度不小于25mm。
步骤6:对钢筋骨架1入模,安装模板;以水平态到达施工位,翻转为竖直态。
所述步骤6包括以下步骤:
步骤6.1:配置山字形的带有雨水槽的宽面模板13;
步骤6.2:在所述宽面模板13的一侧顶部对应凸起设置第一侧面模板14,将钢筋骨架1水平吊运至宽面模板13上,钢筋骨架1的一侧与第一侧面模板14贴合;进行加工精度确认;
步骤6.3:在宽面模板13的另一侧顶部对应凸起设置第二侧面模板,所述第二侧面模板与钢筋骨架1的另一侧贴合;
步骤6.4:在水平设置的钢筋骨架1的顶部加盖顶面模板,并紧固,将底模板设置在翻转板16的顶部,将处理完毕的钢筋骨架1吊运至滑轨15上,所述滑轨15一端铰接有翻转板16,翻转板16相背于滑轨15的一侧为施工位,固定定位板4和底模板,底模板与宽面模板13、第一侧面模板14、第二侧面模板和顶面模板对应;
步骤6.5:翻转板16翻转,设置模板后的钢筋骨架1为竖直态,吊设移动至施工位上。
本发明中,立柱钢模板由底模板和四片侧模(宽面模板13、第一侧面模板14、第二侧面模板和顶面模板)组成,根据预制构件的高差变化和便于模板装拆的原则,侧模分片分段制造,面板采用12mm厚钢板,顺直度偏差为±1mm,平整度偏差为±1mm,竖向和横向龙骨钢楞采用200mm×100mm×12mm方管。
本发明中,将宽面模板13平放,对宽面模板13的表面进行除锈、打磨抛光,达到镜面效果为止,去除浮锈、油污、蜡质及尘土,涂抹脱模剂,拼接处以胶带贴密实,防止浇筑过程中漏浆;将第一侧面模板14清理打磨后,用龙门吊吊起平稳放在宽面模板13的边楞上,拼接处孔洞对齐、用精轧螺纹钢螺帽拧紧;随后进行钢筋骨架1吊运,吊运过程中平稳慢速,保证钢筋骨架1不会变形,将钢筋骨架1缓慢平稳匀速放置到已经对接完毕的宽面模板13和第一侧面模板14中;入模后,对灌浆套筒5进出浆口止浆塞进行检查,包括有无松动脱落、玻璃胶是否涂抹均匀、有无缝隙、保护层垫块是否有破损,如有破损及时清理更换;检查箍筋绑扎是否结实到位;钢筋骨架1入模检查无误后,进行第二侧面模板安装,安装完成后翻转顶面模板,用龙门吊缓慢匀速平稳的放在第一侧面模板14和第二侧面模板上,精确调整模板孔洞位置,用精轧螺纹钢螺帽拧紧。
本发明中,翻转平台采用滑轮式轨道设计,根据预制立柱的高度,翻转板16在轨道进行滑动匹配调节,将底模板推向翻转板16并与翻转板16采用螺栓连接;此为本领域技术人员容易理解的内容,本领域技术人员可以自行设计。
本发明中,准备就绪后,吊起已经完成合模的钢筋骨架1,将带雨水槽的宽面模板13连接在滑动承台上,连接固定好,将钢筋骨架1及侧模与底模板对应连接;以翻转板16对预制的立柱进行翻转吊装,翻转板16翻转后预制立柱为竖直态,以龙门吊吊设于施工位上。
步骤7:对预制的立柱进行混凝土浇筑、拆模及养护。
所述步骤7中,拆模时的拆除顺序为宽面模板13、第一侧面模板14或第二侧面模板、第二侧面模板或第一侧面模板、顶面模板。
所述步骤7中,对预制的立柱以泵送式浇筑,浇筑过程中保持浇筑导管高度高于混凝土面一定距离。
本发明中,施工位设置有浇筑台座17,安装前对地基进行处理并且压实,设置预埋钢板18,随后浇筑台座17采用定制的工字钢在预埋钢板18上并排放置且有一定间距,如4cm,将定位板4以卡扣的形式固定于工字钢间的槽内,使得四个截面有效且稳固的安装在浇筑台座17之上。
本发明中,浇筑操作平台则采用两种长度的槽钢作为骨架,其间布设有一定宽度的通道,平台可以支撑在立柱模板顶层的横肋上,根据预制的立柱型号,前后左右调节螺杆尺寸匹配放置到合模后的立柱顶端。
本发明中,将浇筑操作平台吊装安放完毕后,预制立柱混凝土浇筑采用泵送式浇筑,浇筑过程中保持浇筑导管高度高于混凝土面1.2m左右,避免因混凝土下落距离过高造成混凝土离析;采用自密实混凝土朝预制钢套6处的立柱进行浇筑,浇筑完成后清除钢套6头表面多余混凝土。
本发明中,混凝土浇筑完成并达到一定的强度后,拆除混凝土浇筑操作平台和模板,拆除次序为浇筑操作平台、宽面模板14、两个侧模板和顶面模板,拆模时将吊具挂在模板拆除孔洞上,一面模板精轧螺纹钢螺帽拆除完毕后,缓慢匀速提起模板、将模板平放在模板堆放区,模板全部拆除完成后,清除钢套6头底部四周的混凝土残渣。
本发明中,养护为喷淋洒水养护,养护时间为7天。
步骤8:将处理完毕的立柱存放至预设区域进行存储。
所述步骤8中,预设区域为网格化设置,每个预制的立柱对应相应的存放格,相邻的网格间设有操作用间隙;每个网格内铺设有细沙垫层。
本发明中,为节约存储场地,同时立柱一般存储时间周期短,故立柱的存储采取竖立的方式,至立柱出厂时进行翻转运输。
本发明中,每个网格的前后间距一般为50公分,方便立柱的存储和提放。
本发明中,以细沙垫层防止地面不平而导致的立柱倾倒。
本发明中,还需要对立柱进行凿毛处理,凿除表面浮浆至露出骨料。
- 一种预制装配式桥梁钢套立柱施工方法
- 一种装配式桥梁预制立柱模板垂直度检测装置