一种适配多型号高速铁路轨道板的张放一体式设备
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及一种高速铁路无砟轨道板预应力钢筋的张拉及放张装置,具体为一种适配多型号高速铁路轨道板的张放一体式设备。
背景技术
随着高铁基建领域的不断发展,我国对高铁轨道板的需求逐年增长。为了提高成型轨道板的抗弯能力和刚度,减少振动和弹性变形,在混凝土浇筑之前需对轨道板中的钢筋束施加规定的张拉力。现有无砟轨道板主要采用固定台座法对钢筋束施加张拉力,该方法通过一根张拉横梁带动钢筋束进行张拉,张拉结束后人工使用力矩扳手对张拉力进行锁紧。但是张拉横梁变形会导致张拉精度低,人工介入环节较多也会降低张拉效率。与此同时,常见的轨道板包含多种规格,每种规格的钢筋间距都不相同,因此每个张拉装置只能对特定型号的轨道板施加张拉力。中国专利201410537753.6设计了一种轨道板预应力张拉千斤顶,该设备通过液压千斤顶对每根钢筋进行独立张拉,代替原来的横梁整体张拉,通过液压马达的旋转带动内六方套筒齿轮,代替了传统的力矩扳手旋紧锁紧螺母。中国专利201611226169.4设计了一种高速铁路轨道板先张法流水机组生产线张拉设备,该设备将各钢筋独立张拉设备设置在流水生产线两侧,并设计对应的横移油缸与进给油缸,使得该设备能够更好地适应流水作业,提升了张拉效率。上述两种方法虽克服了人工介入的缺陷,在一定程度上提高了张拉精度和张拉效率,但是张拉装置中各钢筋的张拉位置与锁紧位置已固定,无法适配多种规格的无砟轨道板。
轨道板张拉工序完成后,需向模具中浇筑混凝土,待其凝固养护后进行张拉力的放张。当前常用的放张方法是采用液压千斤顶对张拉杆进行过张拉,使锁紧螺母旋松,然后人工手持小型放张设备进行张拉力放张,但是,过张拉会破坏混凝土与钢筋的凝结效果,影响轨道板成型质量,人工介入会导致放张效率低且放张过程不可控。中国专利201710048665.3设计了一种高速铁路轨道板先张法流水机组生产线放张设备,该设备采用液压马达提供放张动力,不需对张拉杆进行过张拉即可拆卸螺母,在提高放张效率的同时减少了人工介入。但是,现有放张设备相对位置固定,难以适配不同规格的无砟轨道板。
综上可见,为了满足轨道板成型质量要求,需对其钢筋束实施张拉及放张等工艺过程,而现有轨道板成型方法均需分别设置张拉及放张设备,存在设备操作及维护难度大、制造成本高、占地面积大及不能适配多种规格板型自动化生产等问题。为此,急需设计一种可实现不同型号轨道板钢筋束同工位张拉及放张的一体式设备,简化轨道板成型设备结构,降低设备操作及维护难度,减少占地面积,最终提高轨道板的生产效率。
发明内容
为有效解决传统轨道板张拉和放张过程中存在的设备占地面积大、制造成本高、操作难度大及不能适配多型号轨道板等问题,本发明提出一种能够适配不同型号轨道板的张放一体式设备,该设备可在同一工位完成轨道板的张拉与放张工艺。
所述的一种适配多型号高速铁路轨道板的张拉与放张一体式设备包括轨道、轨道板模具、横向张放一体式装置、纵向张放一体式装置、液压升降机、升降台座、螺母锁紧机构和间距调节机构,所述的升降台座对称分布在轨道板模具周边,所述的升降台座上设置有单根钢筋横向张放一体式装置和纵向张放一体式装置,所述的横、纵向钢筋张放一体式装置包括放张动力机构、与放张动力机构连接的减速箱、与减速箱输出轴相连的张拉杆套筒、与张拉杆套筒相连的张拉动力机构、间距调节机构和螺母锁紧机构,所述的张拉杆套筒与位于模具上的张拉杆一一对应。
所述的升降台座包括支撑架和液压升降机,所述的支撑架的两端与液压升降机固连,横、纵向钢筋张放一体式装置固定在支撑架上,所述的液压升降机包括缸杆、升降板、托架、立柱、滑动机构、缸体、柱塞和底座,缸体底座固定于地面的轨道上,缸杆可推动滑动机构沿着立柱上下运动,所述的滑动机构通过升降板与托架连接,所述的托架用于固定支撑架。工作时,液压缸的缸杆推动滑动机构运动,滑动机构通过升降板带动支撑架上下运动,从而实现张放一体式装置竖直向运动。此外,升降台座内侧还设有用于轨道板模具定位的四根模具定位柱。
所述的横向张放一体式装置包括液压马达、电磁离合器、滚珠丝杠、螺母卡扣、减速箱、液压缸、间距调节齿轮、张拉套、齿条、张拉杆套筒、蜗轮、蜗杆、活塞油腔和活塞密封圈,张拉杆套筒的右端为实心阶梯状。当执行轨道板张拉工艺时,液压缸作为张拉动力机构,张拉杆套筒的右端作为液压缸缸杆,缸杆两端设有活塞密封圈,活塞密封圈的两端对应有活塞油腔。张拉作业时,螺母卡扣将锁紧螺母锁紧后,进油口D进油,出油口C出油,带动张拉杆套筒朝向减速箱的方向移动,待张拉到位后,液压马达B口进油,A口出油,进而驱动蜗杆旋转,然后通过减速箱将扭矩传递给张拉杆套筒,张拉杆套筒旋转拧紧锁紧螺母。当执行轨道板放张工艺时,液压马达作为放张动力机构,待螺母卡扣将锁紧螺母锁紧后,液压马达A口进油,B口出油,进而驱动蜗杆旋转,通过减速箱将扭矩传递给张拉杆套筒,张拉杆套筒旋松锁紧螺母,达到连续可控放张的目的。
所述的纵向张放一体式装置包括液压马达、滚珠丝杠、双排张放装置、减速箱、液压缸、齿条、蜗轮、蜗杆、螺母卡扣、电磁离合器、张拉杆套筒、间距调节齿轮、活塞密封圈和同步齿轮,由于轨道板模具在纵向设置有上、下两排张拉杆,为此纵向张放一体式设备对应设置双排张放装置,所述的间距调节机构安装在下排的张拉杆套筒上。张拉作业时,螺母卡扣将锁紧螺母锁紧后,进油口E进油,带动上下两排张拉杆套筒同时移动,待张拉到位后,液压马达G口进油,H口出油,进而驱动蜗杆旋转,然后通过减速箱和同步齿轮将扭矩传递给上下两排张拉杆套筒,张拉杆套筒旋转拧紧锁紧螺母。当执行轨道板放张工艺时,液压马达作为放张动力机构,待螺母卡扣将锁紧螺母锁紧后,液压马达H口进油,G口出油,进而驱动蜗杆旋转,然后通过减速箱和同步齿轮将扭矩传递给张拉杆套筒,张拉杆套筒旋松锁紧螺母,达到连续可控放张的目的。
所述的间距调节机构由电磁离合器、间距调节齿轮和固定在支撑架上的齿条组成,电磁离合器左半部分固定于张拉杆套筒,右半部分的间距调节齿轮通过轴承与张拉杆套筒连接。具体工作流程为:首先,所述的电磁离合器的线圈通电;然后,与间距调节齿轮固连的磁性转盘和摩擦圆盘结合,为增加结合可靠性,摩擦圆盘采用半金属摩擦材料,磁性转盘左端面设有防滑纹;进一步,液压马达驱动蜗杆旋转,通过减速箱将扭矩传递给张拉杆套筒,张拉杆套筒通过离合器带动间距调节齿轮旋转;最后,间距调节齿轮带动张放一体式装置沿着固定在支撑架上的T型轨道左右移动,从而达到间距调节的目的。
所述的螺母锁紧机构包括张拉杆套筒、张拉套、锁紧螺母、螺母卡扣、异形弹簧、伺服电机和滚珠丝杠。当张拉杆进入张拉杆套筒之后,需由锁紧螺母进行锁紧,此时伺服电机驱动的滚珠丝杠带动张拉套沿着张拉杆套筒轴向移动,张拉套运动到指定位置后压紧与异形弹簧相连的螺母卡扣,待螺母卡扣完全没入张拉套后,可实现锁紧螺母的可靠锁紧。
本发明所述的一种适配多型号高速铁路轨道板的张放一体式设备组成结构简单、生产效率高;张拉与放张工艺均在一个工位进行,设备操作难度低、占地面积小且制造成本低;张放一体式设备与模具上的张拉杆自动定位对齐,无人工介入,自动化程度高;所述的间距调节机构可以实时调整相邻两个张放一体式装置的间距,以适应不同规格型号的轨道板,提升了张放一体式装置的适配性。
附图说明
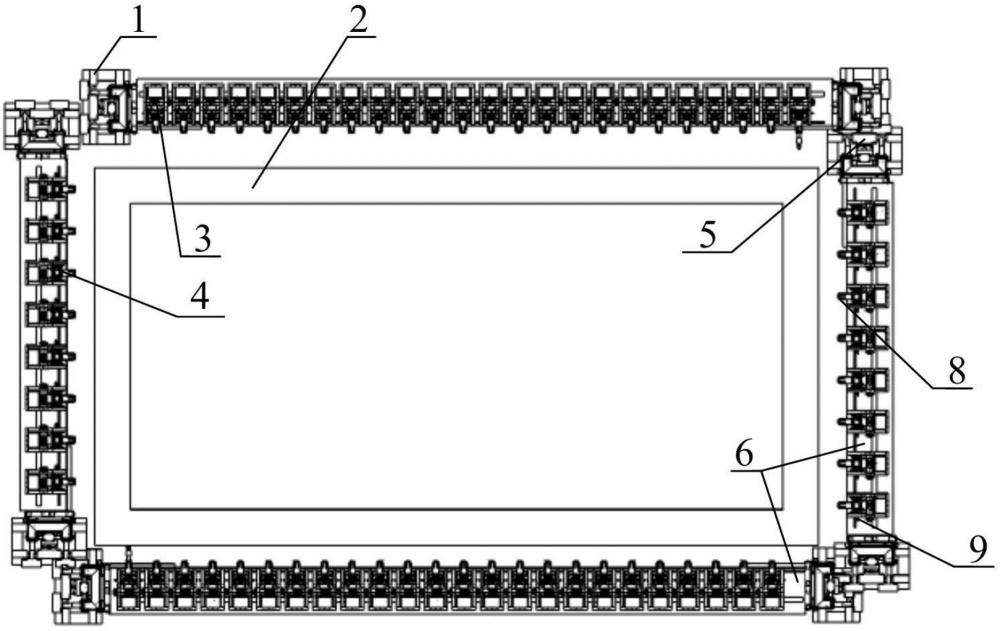
图1为本发明的张放一体式设备整体结构示意图;
图2为升降台座示意图;
图3为液压升降机结构示意图;
图4为横向张放一体式装置外形图;
图5为横向张放一体式装置半剖视图;
图6为纵向张放一体式装置外形图;
图7为纵向张放一体式装置半剖视图;
图8为间距调节机构结构示意图;
图9为电磁离合器内部结构示意图;
图10为螺母锁紧机构示意图;
图11为张拉杆锁紧状态示意图;
图12为张拉杆与锁紧螺母外形图;
图13为螺母卡扣外形图;
图14异形弹簧外形图;
图15为螺母卡扣与异形弹簧连接图;
图中,1-轨道;2-轨道板模具;3-横向张放一体式装置;4-纵向张放一体式装置;5-液压升降机;6-升降台座;7-模具定位柱;8-螺母锁紧机构;9-间距调节机构;10-伺服电机;11-摩擦圆盘;12-线圈;13-磁性转盘;14-锁紧螺母;15-张拉杆;31-液压马达;32-电磁离合器;33-滚珠丝杠;34-螺母卡扣;35-减速箱;36-液压缸;37-间距调节齿轮;38-张拉套;39-齿条;310-张拉杆套筒;311-蜗轮;312-蜗杆;313-活塞油腔;314-活塞密封圈;315-异形弹簧;41-液压马达;42-滚珠丝杠;43-双排张放装置;44-减速箱;45-液压缸;46-齿条;47-蜗轮;48-蜗杆;49-螺母卡扣;410-电磁离合器;411-张拉杆套筒;412-间距调节齿轮;413-活塞密封圈;414-同步齿轮;51-缸杆;52-升降板;53-托架;54-立柱;55-滑动机构;56-缸体;57-柱塞;底座-58;支撑架-61。
具体实施方式
下面结合附图对本发明进行详细描述:
如图1所示为一种适配多型号高速铁路轨道板的张拉与放张一体式设备,该设备包括轨道1、轨道板模具2、横向张放一体式装置3、纵向张放一体式装置4、液压升降机5、升降台座6、螺母锁紧机构8和间距调节机构9,所述的升降台座6对称分布在轨道板模具2周边,所述的升降台座6上设置有单根钢筋横向张放一体式装置3和纵向张放一体式装置4,所述的横、纵向钢筋张放一体式装置包括放张动力机构、与放张动力机构连接的减速箱、与减速箱输出轴相连的张拉杆套筒、与张拉杆套筒相连的张拉动力机构、螺母锁紧机构8和间距调节机构9,所述的张拉杆套筒与位于模具2上的张拉杆一一对应。此设备可分别完成轨道板的张拉及放张工艺,其中张拉工艺的步骤主要为:将铺设好钢筋笼的轨道板模具2逐一运送到张放一体式设备所在位置,升降台座6将张放一体式设备抬升,间距调节机构9调节对应间距并将设备与模具对中,液压升降机5沿地面的轨道1向轨道板模具2内侧移动并将张拉杆送入张拉杆套筒,螺母锁紧机构8将螺母锁紧后,张拉动力机构推动张拉杆套筒实现各钢筋的张拉。放张工艺的步骤主要为:将待放张的轨道板模具2逐一运送到张放一体式设备所在位置,升降台座6抬升,间距调节机构9将设备与模具对中,液压升降机5将张拉杆送入张拉杆套筒,螺母锁紧机构8将螺母锁紧后,放张动力装置通过减速箱带动张拉杆套筒旋松锁紧螺母,待锁紧螺母与模具脱离时,放张工艺结束。
如图2所示为张放一体式设备的升降台座,所述的升降台座6包括支撑架61和液压升降机5,所述的支撑架61的两端与液压升降机5固连,横、纵向钢筋张放一体式装置固定在支撑架61上。如图3所示,所述的液压升降机包括缸杆51、升降板52、托架53、立柱54、滑动机构55、缸体56、柱塞57和底座58,缸体底座58固定于地面的轨道1上,缸杆51可推动滑动机构55沿着立柱54上下运动,所述的滑动机构通过升降板52与托架53连接,所述的托架53用于固定支撑架61。工作时,液压缸的缸杆推动滑动机构运动,滑动机构通过升降板带动支撑架上下运动,从而实现张放一体式装置竖直向运动。此外,升降台座内侧还设有用于轨道板模具定位的四根模具定位柱7。
如图4和图5所示,所述的横向张放一体式装置包括液压马达31、电磁离合器32、滚珠丝杠33、螺母卡扣34、减速箱35、液压缸36、间距调节齿轮37、张拉套38、齿条39、张拉杆套筒310、蜗轮311、蜗杆312、活塞油腔313和活塞密封圈314,张拉杆套筒310的右端为实心阶梯状。当执行轨道板张拉工艺时,液压缸36作为张拉动力机构,张拉杆套筒310的右端作为液压缸缸杆,缸杆两端设有活塞密封圈314,活塞密封圈314的两端对应有活塞油腔313。张拉作业时,螺母卡扣34将锁紧螺母14锁紧后,进油口D进油,出油口C出油,带动张拉杆套筒310朝向减速箱35的方向移动,待张拉到位后,液压马达B口进油,A口出油,进而驱动蜗杆312运动,通过减速箱35将扭矩传递给张拉杆套筒310,张拉杆套筒310旋转拧紧锁紧螺母14。当执行轨道板放张工艺时,液压马达31作为放张动力机构,待螺母卡扣34将锁紧螺母14锁紧后,液压马达A口进油,B口出油,进而驱动蜗杆312运动,通过减速箱35将扭矩传递给张拉杆套筒310,张拉杆套筒旋松锁紧螺母14,达到连续可控放张的目的。
如图6和图7所示,所述的纵向张放一体式装置包括液压马达41、滚珠丝杠42、双排张放装置43、减速箱44、液压缸45、齿条46、蜗轮47、蜗杆48、螺母卡扣49、电磁离合器410、张拉杆套筒411、间距调节齿轮412、活塞密封圈413和同步齿轮414,由于轨道板模具在纵向设置有上、下两排张拉杆,为此纵向张放一体式设备对应设置双排张放装置43,所述的间距调节机构安装在下排的张拉杆套筒411上。张拉作业时,螺母卡扣49将锁紧螺母14锁紧后,进油口E进油,带动上下两排张拉杆套筒同时移动,待张拉到位后,液压马达G口进油,H口出油,进而驱动蜗杆48运动,通过减速箱44和同步齿轮414将扭矩传递给上下两排张拉杆套筒,张拉杆套筒411旋转拧紧锁紧螺母14。当执行轨道板放张工艺时,液压马达41作为放张动力机构,待螺母卡扣49将锁紧螺母14锁紧后,液压马达H口进油,G口出油,进而驱动蜗杆48运动,通过减速箱44和同步齿轮414将扭矩传递给张拉杆套筒411,张拉杆套筒411旋松锁紧螺母14,达到连续可控放张的目的。
如图8所示,所述的间距调节机构9包括电磁离合器32、间距调节齿轮37和固定在支撑架上的齿条39,电磁离合器32左半部分固定于张拉杆套筒310,右半部分的间距调节齿轮37通过轴承与张拉杆套筒310连接。具体工作流程为:首先,图9所示的电磁离合器32的线圈12通电;然后,与间距调节齿轮37固连的磁性转盘13和摩擦圆盘11结合,为增加结合可靠性,摩擦圆盘11采用半金属摩擦材料,磁性转盘13左端面设有防滑纹;进一步,液压马达31驱动蜗杆312旋转,通过减速箱35将扭矩传递给张拉杆套筒310,张拉杆套筒310通过离合器32带动间距调节齿轮37旋转;最后,间距调节齿轮37带动张放一体式装置沿着固定在支撑架上的T型轨道左右移动,从而达到间距调节的目的。
如图10所示,螺母锁紧机构8包括张拉杆套筒310、张拉套38、锁紧螺母14、螺母卡扣34、异形弹簧315、伺服电机10和滚珠丝杠33。当张拉杆15进入如图11所示的张拉杆套筒310之后,需对如图12所示的锁紧螺母14进行锁紧,此时伺服电机10驱动的滚珠丝杠33带动张拉套38沿着张拉杆套筒310轴向移动,张拉套38运动到指定位置后会压紧如图13所示的螺母卡扣34,所述的螺母卡扣34与图14的异形弹簧315相连,其连接方式如图15所示,待螺母卡扣34完全没入张拉套38后,可实现锁紧螺母14的可靠锁紧,锁紧状态如图11所示。
为满足一种适配多型号高速铁路轨道板的张放一体式设备张拉和放张工艺同工位作业需求,需在各轨道板模具内预埋包含模具张拉杆间距、规定张拉力等信息的射频芯片,结合所述的一种适配多型号高速铁路轨道板的张放一体式设备各部件组成原理,具体的张拉/放张流程如下:
首先,带有射频芯片的轨道板模具被运送到四个定位支座7上,张放一体式装置识别芯片中的信息,并将信息分别传递给间距调节控制系统和张拉力控制系统。
然后,液压升降机5完成张放一体式装置竖直向定位,电磁离合器32上电工作,间距调节控制系统根据从芯片中识别的张拉杆间距信息调节液压马达31旋转,将扭矩依次传递到蜗杆312、减速箱35和张拉杆套筒310,张拉杆套筒310带动间距调节齿轮37旋转,间距调节齿轮37沿着固定在支撑架上的齿条39水平移动设定的距离,从而可通过控制液压马达实现张放一体式装置的水平定位;定位结束后,张放一体式装置进给,张拉杆15进入张拉杆套筒310中,进而伺服电机10工作,滚珠丝杠33推动张拉套38沿张拉杆套筒310轴向移动,待螺母卡扣34完全没入张拉套38后,与张拉杆15相连的锁紧螺母14可靠锁紧,如图11所示为螺母锁紧状态;此时,根据生产工艺流程判断为需对轨道板模具进行张拉时,具体的张拉过程如下:
张拉力控制系统根据从芯片中识别的张拉力信息控制液压缸36产生规定张拉力,进油口D进油,活塞密封圈314向右移动达到所需要求,然后停止进油口D进油,进入持荷阶段;持荷阶段结束后,液压马达31的B口进油,液压马达31旋转,将转矩依次传递到蜗杆312、减速箱35和张拉杆套筒310内的锁紧螺母14,锁紧螺母14转动后锁紧固定;螺母锁紧后,伺服电机10再次工作,控制滚珠丝杠33拉动张拉套38沿张拉杆套筒310轴向回退,待螺母卡扣34完全脱离张拉套38后,异形弹簧315将螺母卡扣34复位,张拉杆与张拉杆套筒310分离,张拉工艺结束。
当上一张轨道板模具的张拉工艺结束后,将其运送到下一个工位,另一张带有芯片信息的轨道板模具被运送到四个定位支座7上,此时,张放一体式装置识别芯片中的信息,并将信息分别传递给各控制系统。当所识别的张拉杆间距与上一张轨道板不同时,间距调节控制系统根据从芯片中识别的张拉杆间距信息调节液压马达31旋转,将转矩依次传递到蜗杆312、减速箱35和张拉杆套筒310,张拉杆套筒310带动间距调节齿轮37旋转,间距调节齿轮37沿着固定在支撑架上的齿条39水平移动设定的距离,从而通过间距调节控制系统控制液压马达实现张放一体式装置水平定位;接着液压升降机5完成张放一体式装置竖直向定位,定位结束后,张放一体式装置进给,张拉杆15进入张拉杆套筒310中,螺母卡扣34在张拉套38的作用下将锁紧螺母14可靠锁紧,此时,根据生产工艺流程判断为需对轨道板模具进行张拉时,仍重复上述张拉过程。当根据生产工艺流程判断为需对轨道板模具进行放张工序时,具体的放张过程如下:
放张控制系统控制液压马达31反向旋转,将转矩依次传递到蜗杆312、减速箱35和张拉杆套筒310内的锁紧螺母14,使锁紧螺母14旋松,直至与轨道板模具2完全分离;进一步,伺服电机10再次工作,控制滚珠丝杠拉动张拉套38沿张拉杆套筒310轴向回退,待螺母卡扣34完全脱离张拉套38后,异形弹簧315将螺母卡扣34复位,张拉杆与张拉杆套筒310分离,放张工艺结束。
本发明所述的一种适配多型号高速铁路轨道板的张放一体式设备组成结构简单、生产效率高;张拉与放张工艺均在一个工位进行,设备操作难度低、占地面积小且制造成本低;张放一体式设备与模具上的张拉杆自动定位对齐,无人工介入,自动化程度高;所述的间距调节机构可以实时调整相邻两个张放一体式装置的间距,以适应不同规格型号的轨道板,提升了张放一体式装置的适配性。
说明书实施例所记载的内容仅仅是对发明构思实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也及于本领域技术人员根据本发明构思所能够想到的等同技术手段。