一种五金件复合注塑的塑胶模具
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及注塑模具领域,尤其是涉及到一种五金件复合注塑的塑胶模具。
背景技术
塑料由合成或天然高分子化合物为原料,以其它化学添加剂为辅助成分,在一定温度和压力下能制成塑性材料和少量固性材料,其可塑性强得到广泛的使用,在此基础上所研发的合成高分子材料也成为了不可或缺的新型材料,并且配合塑料重量低、制造成本低但是可塑性强的特性能有效弥补五金材料的缺点,而五金件与塑料在结合的过程中,往往因熔融塑料在型腔中由于遇到嵌件孔洞、流速不连贯的区域、充模料流中断的区域而以多股形式汇合时,因不能完全熔合而产生线性的熔接缝,熔接缝处的强度等性能很差,应增加背压压力使塑料粘度下降,密度增加以减少熔接缝的行程,基于以上前提,本案研发了一种五金件复合注塑的塑胶模具以解决这个问题。
发明内容
针对现有技术的不足,本发明是通过如下的技术方案来实现:一种五金件复合注塑的塑胶模具,其结构包括:定模板架、动模导柱、压板、垫柱、冷却套、底板,所述定模板架顶端设有动模导柱,动模导柱连接压板,定模板架底端分别设有垫柱与冷却套并与其相连,底板位于定模板架底部位置,定模板架为模具的主体结构,一方面其承载核心构件用于对五金件进行注塑作业,另一方面则是通过与压板的配合实现塑胶原料与五金件的结合使其成型,动模导柱共设有四根且分别位于压板底端面与定模板架顶端面四角位置,通过动模导柱向下缩进带动压板强力快速下压使得五金件与塑胶件在高强度的压合作用力下实现结构结合成型,垫柱结合底板用于为顶端的定模板架提供支撑,并且由冷却套与定模板架相连的特性对复合注塑产品进行降温使其快速冷却成型。
作为本发明进一步技术补充,所述定模板架由顶杆框架、注塑管、下压扇轮、封闭环、承座组成,所述顶杆框架内联接注塑管,注塑管贯穿嵌合连接下压扇轮与封闭环,封闭环底部贴合连接承座,顶杆框架为定模板架的框架结构,并且通过其中部位置设置的一根顶杆实现结构整体与注塑管之间的高度距离调整,通过下压带动注塑管内部的气体向下输出并且为注塑管提供旋转动力,注塑管旋转联动下压扇轮与封闭环运转,承座作为五金件的放置平台,通过顶端的注塑管直接注塑在五金件上使二者相互结合成型,同时依靠承座作为承重结构实现工件的压接。
作为本发明进一步技术补充,所述注塑管由管套、注入内管组成,所述管套嵌合注入内管且二者相互连通,管套为注塑管的外部壳体结构,其作为注塑所用的塑胶原料的输出管道使用,并且由其底部末端的注入内管实现塑胶液体的输出从而完成塑胶液体与五金件之间的结合,并且由注入内管控制塑胶液体的流速以及流量,避免液体在注塑后滴落粘连在结构外部。
作为本发明进一步技术补充,所述管套底端呈环形设有压合囊,所述注入内管分别设有反转套与截停弯板,压合囊采用柔性硅胶材料制成,其呈现环形凸起状且长度大于截停弯板,当其下压时与承座接触时其末端组织结构会因挤压作用发生变形并紧密贴合承座表面形成封闭空间,在此空间内产生一定负压使得注入内管的压力增大,反转套通过嵌合注入内管并与其整体旋转方向相反的自转结构带动截停弯板联动,其主要是通过管套的旋转产生反向旋转动力,并借由该动力使截停弯板联动旋转,截停弯板侧边分层设有弯板结构将注入内管的输出部位进行隔挡,其采用记忆金属材料制成,当其旋转时受到离心力的影响会向外拉伸从而露出注入内管使其顺利注塑,旋转作用力消失后因材质的特性会复原为弯板结构将滴落的塑胶液体截断,有效防止塑胶液体滴落在五金件表面。
作为本发明进一步技术补充,所述下压扇轮由嵌合管、旋盘组成,所述嵌合管外部联接旋盘,嵌合管为下压扇轮与管套之间的连接载体,通过内螺纹实现二者的嵌合连接同时不会对二者的旋转造成阻碍,通过内螺纹使得管套在旋转时会对嵌合管形成一个反向旋转作用力并由此带动旋盘运转,旋盘在旋转下压的过程中向下压进并在注塑管的上方位置对范围内的压力进行增强。
作为本发明进一步技术补充,所述嵌合管侧边设有卡柱,所述旋盘侧边呈环形等距设有斥磁板与缓冲囊,卡柱通过凸起状结构体嵌合管套从而防止二者连接脱落,斥磁板为磁性与吸磁板所具备的磁性相反的磁板材料,通过旋盘带动其改变自身高度并在下降的过程中接近吸磁板所产生的磁力场将注塑管包围在内,由二者相斥所形成的对冲特性使得注塑液体与五金件的粘度下降,从而减少熔接缝的生成,缓冲囊则是用于保护斥磁板以防止其与封闭环发生碰撞。
作为本发明进一步技术补充,所述封闭环由弹簧管、阻流环板、闭合囊泡组成,所述弹簧管底端侧边相对设有阻流环板与闭合囊泡,弹簧管作为封闭环的支撑结构,依靠结构弹性使得阻流环板与闭合囊泡,阻流环板在与承座接触时阻隔闭合囊泡与承座接触面的范围,防止塑胶液体流出,闭合囊泡则是借助其柔性材质填充嵌件孔洞,最大化程度上减少因孔洞而产生的熔接缝。
作为本发明进一步技术补充,所述承座底端分别设有扣板与吸磁板,扣板作为强化吸磁板连接承座的固定结构,主要是为了避免吸磁板在与斥磁板产生排斥作用时受到反向斥力的影响而脱落,吸磁板则是由设立于注塑管下方位置与斥磁板磁力相互排斥的磁性材料制成,借由该结构在二者间形成排斥磁场并覆盖五金件的背压压力。
本发明应用于五金件复合注塑技术方面,主要是为了解决五金件与塑料在结合的过程中因不能完全熔合而产生线性的熔接缝导致结合强度差的问题;
本发明通过在结构上设有定模板架来解决这个问题,利用下压扇轮与承座之间结构相斥所形成的对冲特性使得注塑液体与五金件的粘度下降,并且配合封闭环填充嵌件孔洞,阻隔闭合囊泡与承座接触面的范围,最大化程度上减少因孔洞以及因压力过低、粘度较高等因素所产生的熔接缝,促进五金件与塑胶液体熔合,提高五金件与塑胶液体间的结合强度。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
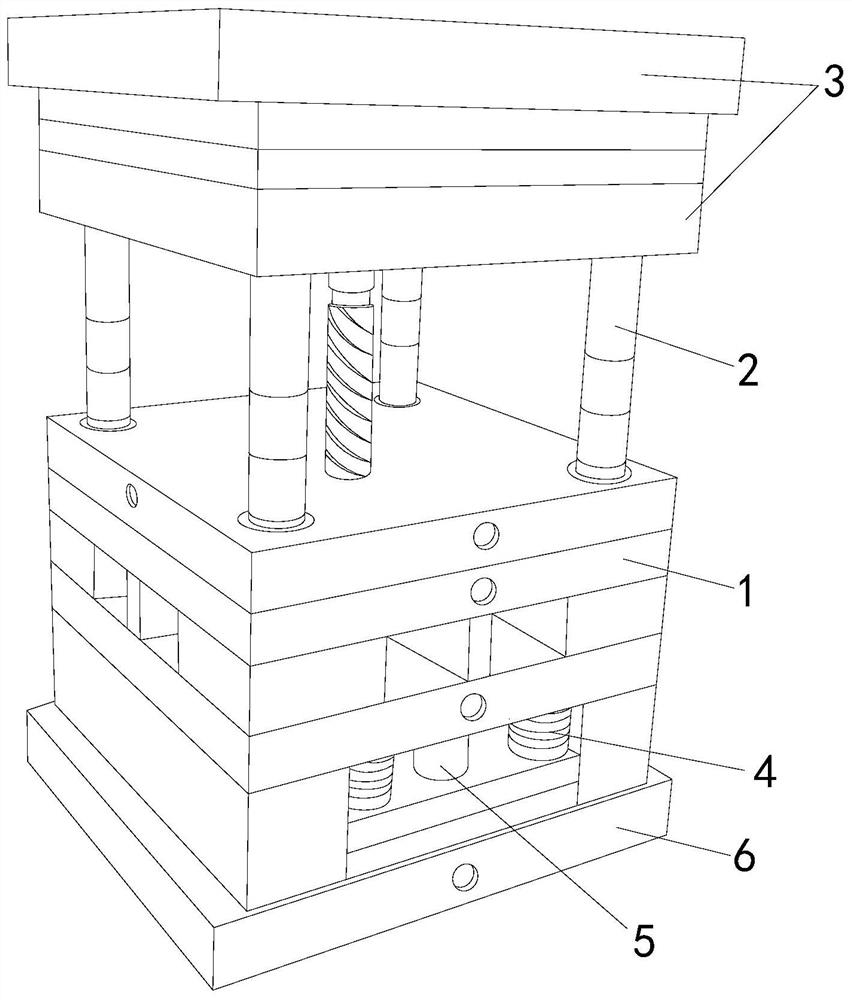
图1为本发明一种五金件复合注塑的塑胶模具的外部结构示意图。
图2为本发明一种五金件复合注塑的塑胶模具的定模板架结构侧剖图。
图3为本发明一种五金件复合注塑的塑胶模具的定模板架的注塑管结构侧剖图。
图4为本发明一种五金件复合注塑的塑胶模具的定模板架的下压扇轮结构仰视图。
图5为本发明一种五金件复合注塑的塑胶模具的定模板架的封闭环结构侧剖图。
图中:定模板架-1、动模导柱-2、压板-3、垫柱-4、冷却套-5、底板-6、顶杆框架-10、注塑管-11、下压扇轮-12、封闭环-13、承座-14、管套-110、注入内管-111、压合囊-110a、反转套-111a、截停弯板-111b、嵌合管-120、旋盘-121、卡柱-120a、斥磁板-121a、缓冲囊-121b、弹簧管-130、阻流环板-131、闭合囊泡-132、扣板-140、吸磁板-141。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式以及附图说明,进一步阐述本发明的优选实施方案。
实施例
请参阅图1,本发明提供一种五金件复合注塑的塑胶模具,其结构包括:定模板架1、动模导柱2、压板3、垫柱4、冷却套5、底板6,所述定模板架1顶端设有动模导柱2,动模导柱2连接压板3,定模板架1底端分别设有垫柱4与冷却套5并与其相连,底板6位于定模板架1底部位置,定模板架1为模具的主体结构,一方面其承载核心构件用于对五金件进行注塑作业,另一方面则是通过与压板3的配合实现塑胶原料与五金件的结合使其成型,动模导柱2共设有四根且分别位于压板3底端面与定模板架1顶端面四角位置,通过动模导柱2向下缩进带动压板3强力快速下压使得五金件与塑胶件在高强度的压合作用力下实现结构结合成型,垫柱4结合底板6用于为顶端的定模板架1提供支撑,并且由冷却套5与定模板架1相连的特性对复合注塑产品进行降温使其快速冷却成型。
请参阅图2,本发明提供一种五金件复合注塑的塑胶模具,其结构包括:所述定模板架1由顶杆框架10、注塑管11、下压扇轮12、封闭环13、承座14组成,所述顶杆框架10内联接注塑管11,注塑管11贯穿嵌合连接下压扇轮12与封闭环13,封闭环13底部贴合连接承座14,顶杆框架10为定模板架1的框架结构,并且通过其中部位置设置的一根顶杆实现结构整体与注塑管11之间的高度距离调整,通过下压带动注塑管11内部的气体向下输出并且为注塑管11提供旋转动力,注塑管11旋转联动下压扇轮12与封闭环13运转,承座14作为五金件的放置平台,通过顶端的注塑管11直接注塑在五金件上使二者相互结合成型,同时依靠承座14作为承重结构实现工件的压接,所述承座14底端分别设有扣板140与吸磁板141,扣板140作为强化吸磁板141连接承座14的固定结构,主要是为了避免吸磁板141在与斥磁板121a产生排斥作用时受到反向斥力的影响而脱落,吸磁板141则是由设立于注塑管11下方位置与斥磁板121a磁力相互排斥的磁性材料制成,借由该结构在二者间形成排斥磁场并覆盖五金件的背压压力。
请参阅图3,本发明提供一种五金件复合注塑的塑胶模具,其结构包括:所述注塑管11由管套110、注入内管111组成,所述管套110嵌合注入内管111且二者相互连通,管套110为注塑管11的外部壳体结构,其作为注塑所用的塑胶原料的输出管道使用,并且由其底部末端的注入内管111实现塑胶液体的输出从而完成塑胶液体与五金件之间的结合,并且由注入内管111控制塑胶液体的流速以及流量,避免液体在注塑后滴落粘连在结构外部,所述管套110底端呈环形设有压合囊110a,所述注入内管111分别设有反转套111a与截停弯板111b,压合囊110a采用柔性硅胶材料制成,其呈现环形凸起状且长度大于截停弯板111b,当其下压时与承座14接触时其末端组织结构会因挤压作用发生变形并紧密贴合承座14表面形成封闭空间,在此空间内产生一定负压使得注入内管111的压力增大,反转套111a通过嵌合注入内管111并与其整体旋转方向相反的自转结构带动截停弯板111b联动,其主要是通过管套110的旋转产生反向旋转动力,并借由该动力使截停弯板111b联动旋转,截停弯板111b侧边分层设有弯板结构将注入内管111的输出部位进行隔挡,其采用记忆金属材料制成,当其旋转时受到离心力的影响会向外拉伸从而露出注入内管111使其顺利注塑,旋转作用力消失后因材质的特性会复原为弯板结构将滴落的塑胶液体截断,有效防止塑胶液体滴落在五金件表面。
请参阅图4,本发明提供一种五金件复合注塑的塑胶模具,其结构包括:所述下压扇轮12由嵌合管120、旋盘121组成,所述嵌合管120外部联接旋盘121,嵌合管120为下压扇轮12与管套110之间的连接载体,通过内螺纹实现二者的嵌合连接同时不会对二者的旋转造成阻碍,通过内螺纹使得管套110在旋转时会对嵌合管120形成一个反向旋转作用力并由此带动旋盘121运转,旋盘121在旋转下压的过程中向下压进并在注塑管11的上方位置对范围内的压力进行增强,所述嵌合管120侧边设有卡柱120a,所述旋盘121侧边呈环形等距设有斥磁板121a与缓冲囊121b,卡柱120a通过凸起状结构体嵌合管套110从而防止二者连接脱落,斥磁板121a为磁性与吸磁板141所具备的磁性相反的磁板材料,通过旋盘121带动其改变自身高度并在下降的过程中接近吸磁板141所产生的磁力场将注塑管11包围在内,由二者相斥所形成的对冲特性使得注塑液体与五金件的粘度下降,从而减少熔接缝的生成,缓冲囊121b则是用于保护斥磁板121a以防止其与封闭环13发生碰撞。
请参阅图5,本发明提供一种五金件复合注塑的塑胶模具,其结构包括:所述封闭环13由弹簧管130、阻流环板131、闭合囊泡132组成,所述弹簧管130底端侧边相对设有阻流环板131与闭合囊泡132,弹簧管130作为封闭环13的支撑结构,依靠结构弹性使得阻流环板131与闭合囊泡132,阻流环板131在与承座14接触时阻隔闭合囊泡132与承座14接触面的范围,防止塑胶液体流出,闭合囊泡132则是借助其柔性材质填充嵌件孔洞,最大化程度上减少因孔洞而产生的熔接缝。
实施例2
结合第一实施例而引出的第二实施例说明,结合图2、图3与图4,所述顶杆框架10内联接注塑管11,注塑管11贯穿嵌合连接下压扇轮12与封闭环13,封闭环13底部贴合连接承座14,所述管套110嵌合注入内管111且二者相互连通,所述管套110底端呈环形设有压合囊110a,所述注入内管111分别设有反转套111a与截停弯板111b,所述嵌合管120外部联接旋盘121,所述嵌合管120侧边设有卡柱120a,所述旋盘121侧边呈环形等距设有斥磁板121a与缓冲囊121b,在注塑时,由注入内管111实现塑胶液体的输出并在五金件表面形成结合体,由旋盘121带动其改变自身高度并在下降的过程中接近吸磁板141所产生的磁力场将注塑管11包围在内,由二者相斥所形成的对冲特性使得注塑液体与五金件的粘度下降并增强背压压力,减少熔接缝的生成。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神或基本特征的前提下,不仅能够以其他的具体形式实现本发明,还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围,因此本发明要求保护范围由所附的权利要求书及其等同物界定,而不是上述说明限定。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种塑胶和五金件复合注塑的塑胶模具
- 一种塑胶和五金件复合注塑的塑胶模具