一种适用于单面接触装夹的变形数据监测方法及装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及一种单面接触装夹的变形监测方法及装置,具体来说是一种具有自动进给、控制支撑力、控制位移量、监测零件变形功能的工艺装备。
背景技术
薄壁零件在加工过程中受初始残余应力、加工残余应力、装夹应力等影响,加工完成后会产生较大变形。由于零件加工变形的影响因素存在不确定性,如材料属性不均匀、材料的本构关系及其对切削的后续影响、切削温度及热应力导致的材料属性变化等,加工变形的精确预测及控制仍是尚未解决的世界难题。
一些学者为解决薄壁零件加工变形在夹具中集成传感器和可控驱动器,在线监测零件加工状态,并调整加工状态,取得了较好的变形控制效果。这种方法使得装夹装置能够感知加工过程中工件和夹紧的状态,自适应调整装夹装置,从而达到控制加工质量、提高加工效率的目的。使用该方法解决薄壁件加工变形预测及控制问题,不需要获取零件的初始残余应力信息,不需要分析多种因素的耦合效果,其将不确定性因素导致的加工变形精确预测难题转化为基于夹紧力、加工变形监测数据等确定性因素的问题求解,为加工变形的精确控制提供了新的思路。例如:Oscar等(Robotics and Computer-IntegratedManufacturing,2017,卷48:209-108)设计一种装置可监测某回转体零件下平面变形力,王骏腾等(机械工程学报,2018,卷54(19):241-248)设计了一种装置可监测叶片类零件铣削加工变形。
在加工薄壁零件时设置可监测加工状态、控制支撑力的辅助支撑有利于减小零件加工变形,并为在线预测和控制零件变形提供数据。现有的在线变形监测方法及装置仅适用于双面夹紧或采用紧固件装夹的情况。而一些夹具装置主要起到提高零件刚性或提供支撑力的作用,由于其支撑位置是加工表面不能双面装夹或使用紧固件进行连接;当零件发生沿支撑端面外法向方向变形时,无法保持装夹状态,造成了变形监测信息的缺失,给变形预测及控制带来了困难。
现有的单面支撑装置其存在一定限制,其装夹方法及夹具控制方式无法适应变形监测的功能。
机械手调式辅助支撑:
(1)机械手调式辅助的预支撑力可重复性低,每一次加工零件的预支撑力都不相同,造成每一次测量装夹力变化的基准不同,测量得到装夹力数据无历史参考价值。
(2)机械手调式辅助支撑无法协同调整多个辅助支撑,后调节的辅助支撑会影响先调节辅助支撑的预支撑力,影响变形监测精度。
(3)机械手调式辅助支撑无法精确控制位移量或支撑力,其对零件变形的影响具有随机性,不利于稳定零件加工质量。
液压自动控制式辅助支撑:
(1)液压自动控制式辅助支撑仅以支撑力信号为控制信号,在加工过程中会自动补偿变形,而无法保持装夹力监测基准,不利于监测零件变形。
(2)液压自动控制式辅助支撑无法根据位移量自适应支撑。
综上,需开发一种适用于单面接触的装夹状态下变形监测的方法及装置。
发明内容
本发明的目的是针对现有的单面装夹装置不能测量装夹力的变化及法向变形的问题,发明一种既能监测支撑件与零件接触面之间的装夹力变化,又能实时测量重新装夹产生的位移量的适用于单面接触装夹的变形数据监测方法及装置。它通过施加一定的预支撑力实现对零件的支撑,锁定夹具位置保持力监测基准,监测夹具装置的作用力及位移,当装夹作用力为零时,调整夹具装置,在保持装夹力监测基准的条件下补偿变形量,并监测变形补偿量及装夹力变化值,作为分析零件变形的依据;监测装置以真空吸盘或液压缓冲器作为支撑头,并具有自锁、根据装夹作用力/位移量自适应调整支撑的功能,可在单面接触状态下支撑零件并监测变形数据。
本发明的技术方案之一是:
一种适用于单面接触装夹状态的变形数据监测方法,其特征在于:使用带有弹性元件的装夹单元,调整装夹单元的支撑端面与零件表面接触,并施加一定的预支撑力实现装夹对零件的支撑并使弹性元件产生预变形,通过力传感器监测由于内应力变化引起的装夹作用力变化;设置一个阈值F,此阈值F小于预支撑力并大于等于零,当零件变形方向为端面的外法向并且支撑端面与零件表面之间的装夹作用力小于等于阈值F时调整装夹单元,使支撑端面与零件表面接触力再次达到设定值的同时测量支撑端面的位移量,如此循环,直至加工结束,记录加工过程中的接触力和位移量的变化,为下一步决策提供依据。
在装夹单元的夹具元件中布置力传感器监测装夹作用力;以支撑头进给信号和力信号作为控制夹具自锁的信号,控制夹具根据支撑力自适应调整支撑,并在加工过程中保持自锁,保持支撑力监测基准;在加工过程中监测装夹装置的支撑力变化及变形补偿值,作为分析零件变形的依据。
通过弹性元件施加装夹力,弹性元件一端与工件接触,记为A端,另一端可移动或自锁,记为B端,移动B端使装夹作用力达到预设值,锁定B端位置,并在此次变形数据监测过程中保持此位置作为力监测基准,监测装夹力变化值。
通过弹性元件施加装夹力,移动弹性元件B端使装夹作用力达到预设值,锁定B端位置,并在此次变形数据监测过程中保持此位置作为变形补偿量监测基准,监测变形补偿量。
带有弹性元件的装夹单元为可调液压缓冲器,在支撑头中布置力传感器监测支撑力,布置位移传感器监测位移,在加工零件前施加预支撑力,加工过程中调节可调液压缓冲器的阻尼孔关闭,使其保持刚性状态为零件提供支撑;在加工间隙监测支撑力的变化值,当零件变形方向为端面的外法向并且支撑端面与零件表面之间的接触力为零时,调节调液压缓冲器阻尼孔打开,在保证装夹力监测基准不变的情况下其自动补偿变形量,并获取新的装夹力信息及变形补偿量。
带有弹性元件的装夹单元为真空吸盘或磁吸盘,在不破坏零件的情况下建立零件与支撑头间的连接,在加工间隙监测装夹力变化值。
本发明的技术方案之二是:
一种适用于单面接触装夹状态的变形数据监测装置,其特征在于:其由驱动元件、机械自锁元件、机械自锁控制元件、支撑力监测元件、支撑头元件、位移监测元件构成;驱动元件用于控制监测装置的自动进给,机械自锁控制元件以支撑力监测元件信号、驱动元件进给信号、位移监测元件信号为依据控制机械自锁元件锁定该装置并保持装夹状态,位移监测元件用于监测装置位移量,支撑力监测元件布置在装置支撑头元件与机械自锁元件间或在支撑头与零件接触面上布置支撑力监测元件,监测支撑力及支撑力变化值。
根据设置的支撑力实现自适应支撑,机械自锁元件同时受驱动元件进给信号与预支撑力有关的信号控制,当仅接收驱动元件进给信号时其打开,监测装置在驱动元件控制下进给;当接收驱动元件进给信号及预支撑力达到阈值的信号时其自锁,控制装置停止进给;其他情况下机械自锁元件均保持自锁状态,保持装置装夹状态。
根据设置的位移量实现自适应支撑,机械自锁元件同时受驱动元件进给信号与位移传感器的信号控制,当仅接收驱动元件进给信号时其打开,监测装置在驱动元件控制下进给;当接收驱动元件进给信号及位移达到预设值的信号时其自锁,控制装置停止进给;其他情况下机械自锁元件均保持自锁状态,保持装置装夹状态。
驱动通过气压或液压实现,自锁通过常闭钳制器或气动夹紧缸或液压夹紧缸实现,支撑力控制通过采用顺序阀或压力开关或力传感器实现,位移控制通过位移传感器实现。
本发明的有益效果是:
1.可实现多个辅助支撑元件的协同控制,减小装夹力的不均匀。
2.可自动控制各辅助支撑元件装夹力,减小由于初始形状误差引起的装夹力不均匀。
3.通过力传感器可以监测装夹力的变化,并可通过装夹力的变化预测变形。
4.采用了可控驱动器,可调整支撑力,可用于调整装夹状态,控制零件变形。
5.集成了力传感器和位移传感器,可用于监测零件变形。
6.通过预支撑力信号、位移量信号和驱动装置信号控制机械自锁装置,可实现根据设定支撑力或位移量自适应支撑,并在加工过程中保持装夹状态,为支撑力监测提供基准
7.采用可调液压缓冲器作为支撑头,可在较小的支撑力下监测较大变形,并可在加工过程中调整辅助支撑装置刚性,提高零件刚性、防止弹性让刀。
本发明通过实时监测支撑力的变化,并通过恢复支撑力达到预设值时装夹单元中的支撑件产生的位移量获取加工变形值,为下一步分析和消除加工变形提供依据。
本发明不仅适用于外环面监测,也适用于内环面监测。
附图说明
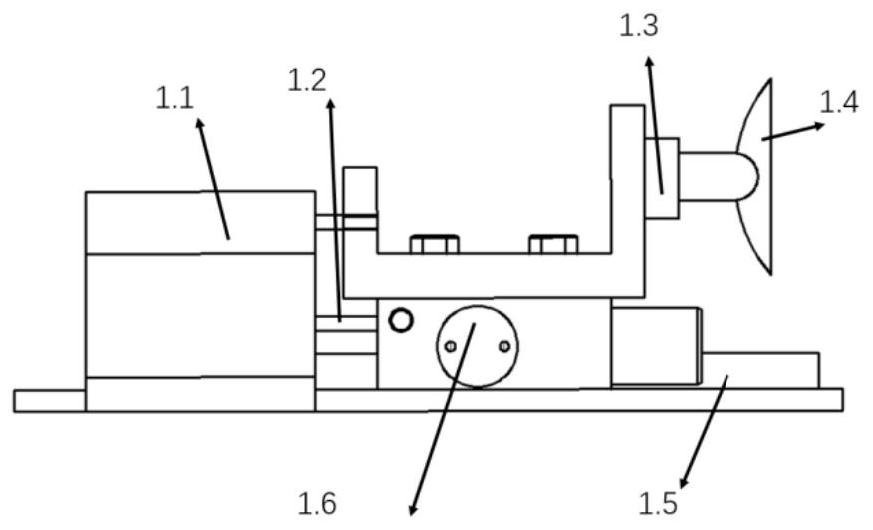
图1为本发明的单面接触装夹状态的变形数据监测装置结构示意图之一(支撑头为真空吸盘)。
图2为本发明的单面接触装夹状态的变形数据监测装置结构示意图之二(支撑头为液压缓冲器)。
图3为本发明的单面接触装夹状态的变形数据监测装置控制示意图。
图4为本发明的单面接触装夹状态的变形数据监测方法变形监测原理。
图中:1.1-气缸、1.2-位移传感器、1.3-力传感器、1.4-真空吸盘、1.5轨道、1.6-气控常闭钳制器、1.7可调液压缓冲器。
具体实施方式
以下结合附图和实例来说明本发明的具体实施方法,本发明不限于该实施例。
如图 1-4所示。
一种适用于单面接触装夹状态的变形数据监测方法,首先,使用图1、2所示的带有弹性元件的装夹单元,调整装夹单元的支撑端面与零件表面接触,并施加一定的预支撑力实现装夹单元对零件的支撑并使弹性元件产生预变形,,其次,通过力传感器监测由于内应力变化引起的装夹作用力变化;设置一个阈值F,阈值F小于预支撑力并大于等于零;第三,当零件变形方向为端面的外法向并且支撑端面与零件表面之间的装夹作用力小于等于阈值F时调整装夹装置,通过弹性元件在保持接触力监测基准的情况下监测并补偿变形量,如此重复,持续监测装夹力的变化和调整装夹单元的支撑头的位置,直至加工结束,记录全部数据。
在夹具元件中布置力传感器监测装夹作用力;以支撑头进给信号和力信号作为控制夹具自锁的信号,控制夹具根据支撑力自适应调整支撑,并在加工过程中保持自锁,保持支撑力监测基准。通过弹性元件施加装夹力,弹性元件一端与工件接触,记为A端,另一端可移动或自锁,记为B端,移动B端使装夹作用力达到预设值,锁定B端位置,并在此次变形数据监测过程中保持此位置作为力监测基准,监测装夹力变化值。通过弹性元件施加装夹力,移动弹性元件B端使装夹作用力达到预设值,锁定B端位置,并在此次变形数据监测过程中保持此位置作为变形补偿量监测基准,监测变形补偿量。选用可调液压缓冲器作为支撑头,布置力传感器监测支撑力,布置位移传感器监测位移,在加工零件前可施加预支撑力,加工过程中调节可调液压缓冲器阻尼孔关闭,使其保持刚性状态为零件提供支撑;在加工间隙监测支撑力的变化值,当零件变形方向为端面的外法向并且支撑端面与零件表面之间的接触力为零时,调节调液压缓冲器阻尼孔打开,如图2所示在保证装夹力监测基准不变的情况下其自动补偿变形量,并获取新的装夹力信息及变形补偿量。可以选用真空吸盘或磁吸盘作为支撑头,如图1所示,在不破坏零件的情况下建立零件与装置间的固定连接,在加工间隙监测装夹力变化值。可根据设置的支撑力实现自适应支撑,其控制方法如下:机械自锁元件同时受驱动元件进给信号与预支撑力有关的信号控制,当仅接收驱动元件进给信号时其打开,装置在驱动元件控制下进给;当接收驱动元件进给信号及预支撑力达到阈值的信号时其自锁,控制装置停止进给;其他情况下机械自锁元件均保持自锁状态,保持装置装夹状态。可根据设置的位移量实现自适应支撑,其控制方法如下:机械自锁元件同时受驱动元件进给信号与位移传感器的信号控制,当仅接收驱动元件进给信号时其打开,装置在驱动元件控制下进给;当接收驱动元件进给信号及位移达到预设值的信号时其自锁,控制装置停止进给;其他情况下机械自锁元件均保持自锁状态,保持装置装夹状态。在加工过程中监测装夹装置的支撑力变化及变形补偿值,作为分析零件变形的依据。如图4所示。
实施例二。
如图1、2所示。
一种适用于单面接触装夹状态的变形数据监测装置,其由驱动元件、机械自锁元件、机械自锁控制元件、支撑力监测元件、支撑头元件、位移监测元件构成;驱动元件可控制该装置自动进给,机械自锁控制元件以支撑力监测元件信号、驱动元件进给信号、位移监测元件信号为依据控制机械自锁元件锁定该装置并保持装夹状态,位移监测元件用于监测装置位移量,支撑力监测元件布置在装置支撑头元件与机械自锁元件间布置或支撑头与零件接触面上布置支撑力监测元件,监测支撑力及支撑力变化值。驱动通过气压或液压实现,自锁通过常闭钳制器或气动夹紧缸或液压夹紧缸实现,支撑力控制通过采用顺序阀或压力开关或力传感器实现,位移控制通过位移传感器实现。如图1所示:变形数据监测装置由气缸、常闭钳制器、力传感器、位移传感器、顺序阀、气控截止阀、支撑头构成,支撑头可选用真空吸盘或液压缓冲器,选用真空吸盘作为支撑头。根据支撑力自适应支撑时,给气缸和常闭钳制器通气,各辅助支撑元件同步进给;当各支撑元件接触零件表面并达到预设支撑力时,顺序阀打开,控制常闭钳制器的气控截止阀泄压,钳制器固定装置状态,位移传感器可记录各辅助支撑元件的位置、力传感器可记录各辅助支撑装置的装夹力,调节可调液压缓冲器阻尼孔关闭,装置泄压后保持自锁状态,之后可开始加工。当需要根据位移量自适应支撑时,通过位移信号控制顺序阀,当力传感器记录支撑力为零时,记录此时位移量x,当位移传感器测量值与x差值达到设定阈值时,顺序阀打开,控制常闭钳制器的气控截止阀泄压,钳制器固定装置状态,位移传感器可记录各辅助支撑元件的位置、力传感器可记录各辅助支撑装置的装夹力,装置泄压后保持自锁状态,之后可开始加工。加工间隙,测量并记录各装夹点的装夹力变化值。
如图2选用可调液压缓冲器作为支撑头。根据支撑力自适应支撑时,通过力信号和进给信号控制钳制器自锁,给气缸和常闭钳制器通气,各辅助支撑元件同步进给;当各支撑元件接触零件表面并达到预设支撑力时,顺序阀打开,控制常闭钳制器的气控截止阀泄压,钳制器固定装置状态,位移传感器可记录各辅助支撑元件的位置、力传感器可记录各辅助支撑装置的装夹力,调节可调液压缓冲器阻尼孔关闭,装置泄压后保持自锁状态,之后可开始加工。根据位移量自适应支撑时,通过位移信号及进给信号控制钳制器自锁,当力传感器记录支撑力为零时,记录此时位移量x,当位移传感器测量值与x差值达到设定阈值时,顺序阀打开,控制常闭钳制器的气控截止阀泄压,钳制器固定装置状态,位移传感器可记录各辅助支撑元件的位置、力传感器可记录各辅助支撑装置的装夹力,装置泄压后保持自锁状态,之后可开始加工。在加工间隙,测量各装夹点的装夹力,如果某装夹点装夹力为零则打开此处可调液压缓冲器阻尼孔,记录变形补偿值及装夹力变化值,并记录其他装夹点的装夹力变化值。控制原理如图3所示。
本发明未涉及部分与现有技术相同或可采用现有技术加以实现。
- 一种适用于单面接触装夹的变形数据监测方法及装置
- 一种适用于单面接触装夹的变形数据监测方法及装置