一种基于IMR膜的多色注塑成型工艺
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及一种基于IMR膜的多色注塑成型工艺,属于笔记本电脑面板生产加工工艺技术领域。
背景技术
当今的笔记本电脑正在根据用途分化出不同的趋势,上网本趋于日常办公以及电影;商务本趋于稳定低功耗获得更长久的续航时间;家用本拥有不错的性能和很高的性价比,游戏本则是专门为了迎合少数人群外出游戏使用的;发烧级配置,娱乐体验效果好。
目前,笔记本电脑的面板的主要生产工艺以下3种,1、单色注塑成型.一种材料通过加热至熔融状态并注入预先设计好的紧密模腔内,冷却得到制品.2、双射注塑成型,通过双射注塑成型机把两种材料加热至熔融状态,一射把材料一射入紧密模腔内,开模后双射成型机把公模旋转180度,把带有一射材料的动模与二射定模合模,二射射台把第二种材料射入模具。开模顶出即是我们想要的制品。3、IMR技术,IMR膜通过送模机供给模具动模,通过模具抽真空,把IMR模吸附在动模上,合模注塑,顶出得到我们想要的制品,此技术只能在单射设备上。
发明内容
本发明的目的在于,提供一种基于IMR膜的多色注塑成型工艺,采用本工艺生产的笔记本电脑面板具有两种生产材料,并且表面具有IMR膜。
为解决上述技术问题,本发明采用如下的技术方案:
一种基于IMR膜的多色注塑成型工艺,采用注塑成型系统,所述注塑成型系统包括第二射台、第三射台、送膜机和注塑成型机;注塑成型机的翻转机构上安装有第一动模和第二动模,注塑成型机的夹紧机构上安装有第一定模和第二定模;所述送膜机安装固定在夹紧装置的上方,所述第一定模和第二定模安装在夹紧机构的一侧,所述第二射台位于夹紧机构的另一侧,所述第二射台的注射口和第二定模的原料进口相连;所述第一动模的进胶口位于第一动模的侧部,所述第三射台位于注塑成型机的一侧,所述第三射台的的注射口朝向所述第一动模,第三射台安装的平移装置上。
前述的一种基于IMR膜的多色注塑成型工艺中,本工艺包括下述方法:通过送膜机把IMR膜送入第一定模内,并对第一定模内的IMR膜进行定位、固定;注塑成型机合模产生高压后平移装置拖动第三射台前进抵住第一动模的进胶口并完成第一种材料注塑;首次注塑完成后平移装置拖动第三射台后退,注塑成型机开模,同步送膜机送膜为第二个循环做准备;注塑成型机开模完成后,第一动模与第二动模通过翻转机构旋转位置互换,然后完成后合模,第二射台把第二种材料射入模具内;注塑成型机开模,第二动模顶出制品,成型机械手取走制品。
前述的一种基于IMR膜的多色注塑成型工艺中,所述注塑成型系统还包括迷你射台和第一射台,所述第一射台位于夹紧机构的一侧,所述第一射台的注射口和第一定模的原料进口相连;所述迷你射台安装在第一定模或者第二定模上,迷你射台的注射口和第一定模或第二定模的原料进口连通。
前述的一种基于IMR膜的多色注塑成型工艺中,本工艺包括下述方法:通过送膜机把IMR膜送入第一定模内,并对第一定模内的IMR膜进行定位、固定;注塑成型机合模产生高压后第一射台完成第一种材料与IMR膜结合注塑;完成第一种材料注塑后冷却至秒,平移装置拖动第三射台前进抵住第一动模的进胶口并完成第二种材料注塑,然后平移装置通过第三射台后退并脱离第一动模;注塑成型机开模,并且送膜机送膜为下一次循环做准备;注塑成型机完成开模后,注塑成型机的锁模机构带动第一动模和第二动模位置互换,然后进行合膜;合膜产生高压后第二射台进行第三种材料的注射,完成第三种材料的注塑后间隔至秒,通过迷你射台将第四种材料完成注射;注塑成型机开模,第二动模顶出制品,注塑成型机的机械手取走制品。
前述的一种基于IMR膜的多色注塑成型工艺中,所述第一种材料用于形成笔记本电脑的显示屏外壳主体,所述第一种材料是ABS材料;所述第二种材料用于形成笔记本电脑的铰链结构护套,所述第二种材料是彩色TPU材料;所述第三种材料用于形成笔记本电脑的边沿护套,所述第三种材料是彩色TPU材料;所述第四种材料用于形成笔记本电脑的LED导光件,所述第四种材料是聚碳酸酯。
前述的一种基于IMR膜的多色注塑成型工艺中,所户迷你射台包括储料装置、射出活塞、加热管和射嘴,所述射嘴设置在加热管的另一端,所述射出活塞和加热管的另一端连通,所述储料装置和加热管的中部连通。
与现有技术相比,本发明采用本工艺生产的笔记本电脑面板具有两种生产材料,并且表面具有IMR膜。产品的主体材料是工程塑胶,产品的主体的周遭选用弹性塑胶,产品的表面铺设IMR膜,主体起到支撑的作用,具有一定的强度,周遭起到防摔功能,防止因为发生碰撞致使产品损坏,IMR膜则能够提供更加绚丽的色彩。
附图说明
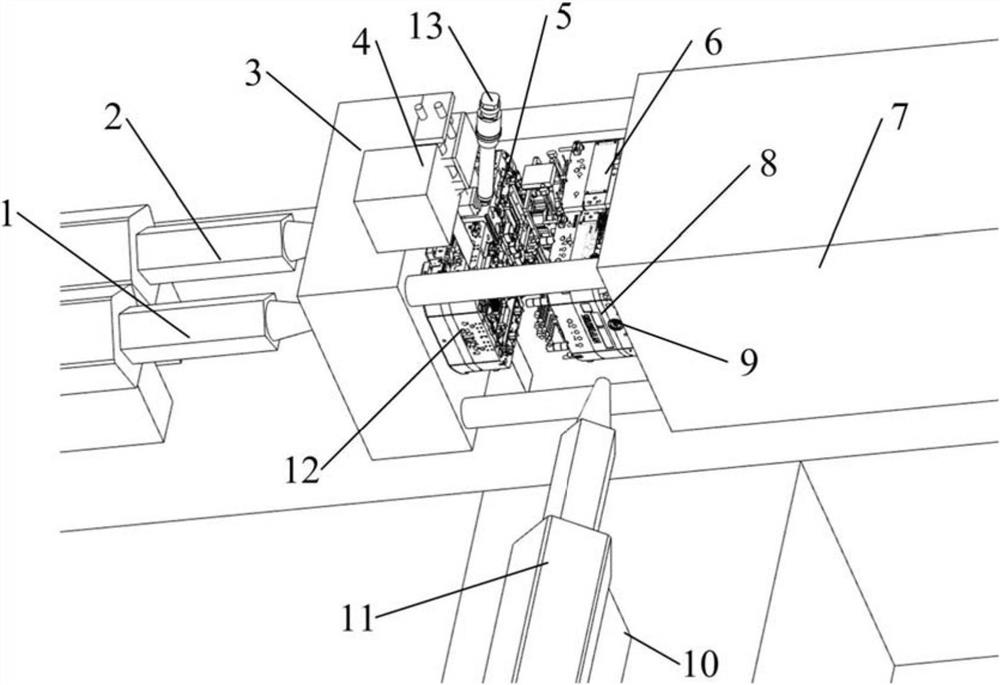
图1是本发明的一种实施例的结构示意图;
图2是迷你射台的一种实施例的结构示意图;
图3是输出产品的分解结构图。
附图标记:1-第一射台,2-第二射台,3-夹紧机构,4-送膜机,5-第二定模,6-第二动模,7-注塑成型机,8-第一动模,9-进胶口,10-平移装置,11-第三射台,12-第一定模,13-迷你射台,14-储料装置,15-射出活塞,16-加热管,17-射嘴。
下面结合附图和具体实施方式对本发明作进一步的说明。
具体实施方式
本发明的实施例1:一种基于IMR膜的多色注塑成型工艺,采用注塑成型系统,所述注塑成型系统包括第二射台2、第三射台11、送膜机4和注塑成型机7;注塑成型机7的翻转机构上安装有第一动模8和第二动模6,注塑成型机7的夹紧机构3上安装有第一定模12和第二定模5;所述送膜机4安装固定在夹紧装置的上方,所述第一定模12和第二定模5安装在夹紧机构3的一侧,所述第二射台2位于夹紧机构3的另一侧,所述第二射台2的注射口和第二定模5的原料进口相连;所述第一动模8的进胶口9位于第一动模8的侧部,所述第三射台11位于注塑成型机7的一侧,所述第三射台11的的注射口朝向所述第一动模8,第三射台11安装的平移装置10上。
本工艺包括下述方法:通过送膜机4把IMR膜送入第一定模12内,并对第一定模12内的IMR膜进行定位、固定;注塑成型机7合模产生高压后平移装置10拖动第三射台11前进抵住第一动模8的进胶口9并完成第一种材料注塑;首次注塑完成后平移装置10拖动第三射台11后退,注塑成型机7开模,同步送膜机4送膜为第二个循环做准备;注塑成型机7开模完成后,第一动模8与第二动模6通过翻转机构旋转位置互换,然后完成后合模,第二射台2把第二种材料射入模具内;注塑成型机7开模,第二动模6顶出制品,成型机7械手取走制品。
所述注塑成型系统还包括迷你射台13和第一射台1,所述第一射台1位于夹紧机构3的一侧,所述第一射台1的注射口和第一定模12的原料进口相连;所述迷你射台13安装在第一定模或者第二定模上,迷你射台13的注射口和第一定模或第二定模的原料进口连通。
本工艺包括下述方法:通过送膜机4把IMR膜送入第一定模12内,并对第一定模12内的IMR膜进行定位、固定;注塑成型机7合模产生高压后第一射台1完成第一种材料与IMR膜结合注塑;完成第一种材料注塑后冷却3至10秒,平移装置10拖动第三射台11前进抵住第一动模8的进胶口9并完成第二种材料注塑,然后平移装置10通过第三射台11后退并脱离第一动模8;注塑成型机7开模,并且送膜机4送膜为下一次循环做准备;注塑成型机7完成开模后,注塑成型机7的锁模机构带动第一动模8和第二动模6位置互换,然后进行合膜;合膜产生高压后第二射台2进行第三种材料的注射,完成第三种材料的注塑后间隔3至10秒,通过迷你射台13将第四种材料完成注射;注塑成型机7开模,第二动模6顶出制品,注塑成型机7的机械手取走制品。
实施例2:一种基于IMR膜的多色注塑成型工艺,采用注塑成型系统,所述注塑成型系统包括第二射台2、第三射台11、送膜机4和注塑成型机7;注塑成型机7的翻转机构上安装有第一动模8和第二动模6,注塑成型机7的夹紧机构3上安装有第一定模12和第二定模5;所述送膜机4安装固定在夹紧装置的上方,所述第一定模12和第二定模5安装在夹紧机构3的一侧,所述第二射台2位于夹紧机构3的另一侧,所述第二射台2的注射口和第二定模5的原料进口相连;所述第一动模8的进胶口9位于第一动模8的侧部,所述第三射台11位于注塑成型机7的一侧,所述第三射台11的的注射口朝向所述第一动模8,第三射台11安装的平移装置10上。
本工艺包括下述方法:通过送膜机4把IMR膜送入第一定模12内,并对第一定模12内的IMR膜进行定位、固定;注塑成型机7合模产生高压后平移装置10拖动第三射台11前进抵住第一动模8的进胶口9并完成第一种材料注塑;首次注塑完成后平移装置10拖动第三射台11后退,注塑成型机7开模,同步送膜机4送膜为第二个循环做准备;注塑成型机7开模完成后,第一动模8与第二动模6通过翻转机构旋转位置互换,然后完成后合模,第二射台2把第二种材料射入模具内;注塑成型机7开模,第二动模6顶出制品,成型机7械手取走制品。
所述注塑成型系统还包括迷你射台13和第一射台1,所述第一射台1位于夹紧机构3的一侧,所述第一射台1的注射口和第一定模12的原料进口相连;所述迷你射台13安装在第一定模或者第二定模上,迷你射台13的注射口和第一定模或第二定模的原料进口连通。
本工艺包括下述方法:通过送膜机4把IMR膜送入第一定模12内,并对第一定模12内的IMR膜进行定位、固定;注塑成型机7合模产生高压后第一射台1完成第一种材料与IMR膜结合注塑;完成第一种材料注塑后冷却3至10秒,平移装置10拖动第三射台11前进抵住第一动模8的进胶口9并完成第二种材料注塑,然后平移装置10通过第三射台11后退并脱离第一动模8;注塑成型机7开模,并且送膜机4送膜为下一次循环做准备;注塑成型机7完成开模后,注塑成型机7的锁模机构带动第一动模8和第二动模6位置互换,然后进行合膜;合膜产生高压后第二射台2进行第三种材料的注射,完成第三种材料的注塑后间隔3至10秒,通过迷你射台13将第四种材料完成注射;注塑成型机7开模,第二动模6顶出制品,注塑成型机7的机械手取走制品。
所述第一种材料用于形成笔记本电脑的显示屏外壳主体,所述第一种材料是ABS材料,ABS材料具有较高的强度,是笔记本电脑外壳的常用材料,用于保护笔记本电脑的屏幕以及内部电路板等;所述第二种材料用于形成笔记本电脑的铰链结构保护层,所述笔记本电脑的铰链结构指的是用于连接笔记本电脑屏幕以及主机的结构,铰链结构采用ABS材料,护套结构则是采用了具有较好弹性的彩色TPU材料,一方面能够防止磕碰后产生损坏,另一方面能够增加笔记本电脑的色彩,所述第二种材料是彩色TPU材料;所述第三种材料用于形成笔记本电脑的边沿保护层,所述第三种材料是彩色TPU材料,笔记本电脑的边沿护套用于包覆笔记本电脑的显示屏外壳主体,同样一方面防止外壳碰撞受损,另一方面可以增加笔记本电脑的外观观赏性;所述第四种材料用于形成笔记本电脑的LED导光件,所述第四种材料是聚碳酸酯,笔记本电脑有发光LED灯珠,若灯珠直接发光照射眼睛,眼睛会有不适感,通过透明的LED导光件把光线折射,这样既能有灯光指示还很柔和,LED导光件体积较小,所以为此专门设计了迷你射台。值得注意的是,采用本申请的技术方案能够在产品不下线的前提下完成四种构件、材料的注塑,并且同时完成了IMR膜的植入。
所户迷你射台包括储料装置14、射出活塞15、加热管16和射嘴17,所述射嘴17设置在加热管16的另一端,所述射出活塞15和加热管16的另一端连通,所述储料装置14和加热管16的中部连通。其中,储料装置14用于存储注射料,将注射料射入加热管16,通过加热管16将注射料加热后在射出活塞15的作用下通过射嘴射入模具当中。
- 一种基于IMR膜的多色注塑成型工艺
- 一种基于IMR膜的多色注塑成型系统