一种工夹具全生命周期管控方法及系统
文献发布时间:2023-06-19 10:48:02
技术领域
本发明涉及夹具管控技术领域,具体涉及一种工夹具全生命周期管控方法及系统。
背景技术
设备在进行生产活动过程中,其工夹具存在寿命损耗,其性能直接影响产品的稳定性和一致性。工夹具寿命损耗到达一定程度后,需及时对工夹具进行更换维修,否则会造成产品品质异常。
现有工夹具寿命管控方式为:人工周期性对已上夹工夹具进行寿命检查及统计,保存为纸质档案。但此种管控方式仍存在以下问题:1)存在档案失效风险,同时寿命管控滞后,产品品质失控风险;2)管控过程未闭环,存在人为管控漏洞,未实现自动化管控,缺少防呆校验。
有鉴于此,确有必要提供一种解决上述问题的技术方案。
发明内容
本发明的一目的在于:提供一种工夹具全生命周期管控方法,以解决目前工夹具管控过程未闭环,人为管控存在漏洞,工夹具寿命管控存在滞后性的问题。
为了实现上述目的,本发明采用以下技术方案:
一种工夹具的全生命周期管控方法,包括:
实时读取设备中工夹具的寿命信息,并将所述寿命信息记录至所述寿命实时管控端对应的工夹具中;
确认所述工夹具的信息和版本,以选择对应的设备完成所述工夹具上夹的确认;
确认下夹工夹具的信息及其下夹的原因和下夹仓库,以完成所述下夹工夹具的下夹确认;
检测所述下夹工夹具的状态及下夹原因和下夹仓库的再次确认,以完成所述下夹工夹具的入库确认;管控由外部入库的工夹具的信息,以完成由外部入库工夹具的入库确认;
确认出库工夹具的信息及其出库的原因,以完成所述出库工夹具的出库确认;
检测上夹和/或出库时的工夹具的版本是否与全生命周期管控系统中记录的版本信息一致;
记录所述工夹具的各项操作实时状态生成对应的履历记录。
本发明的另一目的在于,提供一种工夹具全生命周期管控系统,包括:
寿命实时管控端,用于实时读取设备中工夹具的寿命信息,并将所述寿命信息记录至所述寿命实时管控端对应的工夹具中;
上夹管控端,用于确认所述工夹具的信息和版本,以选择对应的设备完成所述工夹具上夹的确认;
下夹管控端,用于确认下夹工夹具的信息及其下夹的原因和下夹仓库,以完成所述下夹工夹具的下夹确认;
入库管控端,包括下夹入库管控模块和来料入库管控模块;所述下夹入库管控模块用于检测所述下夹工夹具的状态及下夹原因和下夹仓库的再次确认,以完成所述下夹工夹具下夹的入库确认;所述来料入库管控模块用于管控由外部入库的工夹具的信息,以完成由外部入库工夹具的入库确认;
出库管控端,用于确认出库工夹具的信息及其出库的原因,以完成所述出库工夹具的出库确认;
出入库版本管控端,用于检测上夹和/或出库时的工夹具的版本是否与全生命周期管控系统中记录的版本信息一致;
履历端,用于记录所述工夹具的各项操作实时状态生成对应的履历记录。
优选的,所述寿命实时管控端包括预警模块和报警反写停机模块;当所述工夹具的寿命信息到达设定的预警寿命值时,所述预警模块发送提醒信息,而报警反写停机模块发送信号至所述设备,实现所述设备的停机管控。
优选的,所述上夹管控端中设置有上夹防呆模块,所述上夹防呆模块用于检索并确认所述工夹具的状态及上夹位置。
优选的,所述下夹管控端中设置有下夹防呆模块,所述下夹防呆模块中设置所述下夹工夹具在下夹时需选择下夹原因及下夹后的放置区域才可完成下夹操作。
优选的,所述入库管控端还设置有入库防呆模块,所述入库防呆模块包括下夹入库防呆模块和来料入库防呆模块;所述下夹入库防呆模块用于确认所述下夹工夹具的入库操作,所述来料入库防呆模块用于确认由外部入库工夹具的入库操作。
优选的,所述出库管控端还设置有出库防呆模块,用于校验所述出库工夹具的在库状态,正常状态时才可完成其出库操作。
相比于现有技术,本发明的有益效果在于:
1)本发明提供的全生命周期管控方法及系统可以达到工夹具寿命值的实时监控,寿命信息的实时推送体现,且能全面可追溯工夹具的履历,解决了目前工夹具管控过程未闭环,人为管控存在漏洞,工夹具寿命管控存在滞后性的问题。
2)本发明的管控系统还具有寿命预警模块、报警反写停机模块及多项防呆校验功能,杜绝了因工夹具损坏引起的品质风险,同时避免了人工管控漏洞,大大降低了企业的生产成本。
附图说明
图1为本发明预警模块的界面示意图。
图2为本发明预警模块信息提醒的界面示意图。
图3为本发明报警反写停机模块的界面示意图。
图4为本发明报警反写停机模块的设备提醒的界面示意图。
图5为本发明上夹管控功能的第一界面示意图。
图6为本发明上夹管控功能的第二界面示意图。
图7为本发明上夹管控功能的第三界面示意图。
图8为本发明上夹管控功能的第四界面示意图。
图9为本发明上夹防呆模块的第一界面示意图。
图10为本发明上夹防呆模块的第二界面示意图。
图11为本发明上夹防呆模块的第三界面示意图。
图12为本发明上夹防呆模块的第四界面示意图。
图13为本发明下夹防呆模块的第一界面示意图。
图14为本发明下夹防呆模块的第二界面示意图。
图15为本发明下夹防呆模块的第三界面示意图。
图16为本发明下夹入库防呆模块的第一界面示意图。
图17为本发明下夹入库防呆模块的第二界面示意图。
图18为本发明履历端的第一界面示意图。
图19为本发明履历端的第二界面示意图。
图20为本发明管控系统的结构示意图。
具体实施方式
为使本发明的技术方案和优点更加清楚,下面将结合具体实施方式和说明书附图,对本发明及其有益效果作进一步详细的描述,但本发明的实施方式不限于此。
实施例1
一种工夹具的全生命周期管控方法,包括:
实时读取设备中工夹具的寿命信息,并将所述寿命信息记录至所述寿命实时管控端对应的工夹具中;
确认所述工夹具的信息和版本,以选择对应的设备完成所述工夹具上夹的确认;
确认下夹工夹具的信息及其下夹的原因和下夹仓库,以完成所述下夹工夹具的下夹确认;
检测所述下夹工夹具的状态及下夹原因和下夹仓库的再次确认,以完成所述下夹工夹具的入库确认;管控由外部入库的工夹具的信息,以完成由外部入库工夹具的入库确认;
确认出库工夹具的信息及其出库的原因,以完成所述出库工夹具的出库确认;
检测上夹和/或出库时的工夹具的版本是否与全生命周期管控系统中记录的版本信息一致;
记录所述工夹具的各项操作实时状态生成对应的履历记录。
实施例2
一种工夹具全生命周期管控系统,包括:
寿命实时管控端,用于实时读取设备中工夹具的寿命信息,并将寿命信息记录至寿命实时管控端对应的工夹具中;
上夹管控端,用于确认工夹具的信息和版本,以选择对应的设备完成工夹具上夹的确认;
下夹管控端,用于确认下夹工夹具的信息及其下夹的原因和下夹仓库,以完成下夹工夹具的下夹确认;
入库管控端,包括下夹入库管控模块和来料入库管控模块;下夹入库管控模块用于检测下夹工夹具的状态及下夹原因和下夹仓库的再次确认,以完成下夹工夹具的入库确认;来料入库管控模块用于管控由外部入库的工夹具的信息,以完成由外部入库工夹具的入库确认;
出库管控端,用于确认出库工夹具的信息及其出库的原因,以完成出库工夹具的出库确认;
出入库版本管控端,用于检测上夹和/或出库时的工夹具的版本是否与全生命周期管控系统中记录的版本信息一致;
履历端,用于记录工夹具的各项操作实时状态生成对应的履历记录。
进一步地,寿命实时管控端包括预警模块和报警反写停机模块;当工夹具的寿命信息到达设定的预警寿命值时,预警模块发送提醒信息,而报警反写停机模块发送信号至设备,实现设备的停机管控。
进一步地,上夹管控端中设置有上夹防呆模块,上夹防呆模块用于检索并确认工夹具的状态及上夹位置。
进一步地,下夹管控端中设置有下夹防呆模块,下夹防呆模块中设置下夹工夹具在下夹时需选择下夹原因及下夹后的放置区域才可完成下夹操作。
进一步地,入库管控端还设置有入库防呆模块,入库防呆模块包括下夹入库防呆模块和来料入库防呆模块;下夹入库防呆模块用于确认下夹工夹具的入库操作,来料入库防呆模块用于确认由外部入库工夹具的入库操作。
进一步地,出库管控端还设置有出库防呆模块,用于校验出库工夹具的在库状态,正常状态时才可完成其出库操作。
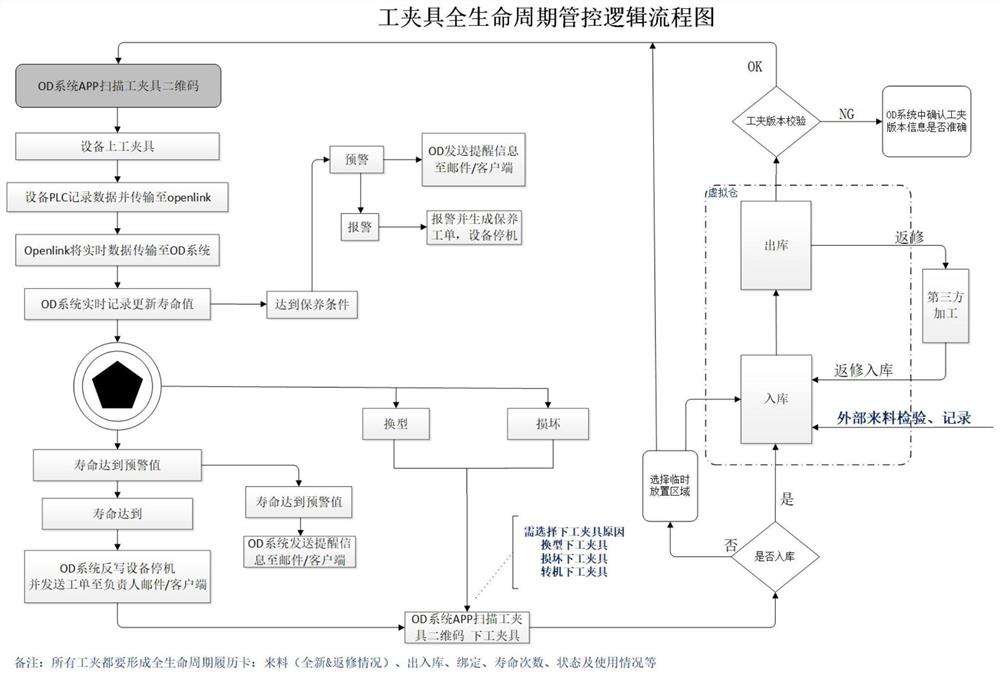
具体的,本发明的工夹具全生命周期管控系统的操作方法为:
1、寿命实时管控:
1.1预警模块:系统实时监控工夹具的使用情况,当到达设定预警寿命值时,系统会将提醒信息通过系统企业微信端/邮件发送至负责人。
1.2报警反写停机模块:当到达设定寿命值时,系统将发送反写停机信号到设备,实现设备停机控制,并且会将提醒信息通过系统企业微信端/邮件发送至负责人。
2、上夹管控:
2.1开发系统APP,使用移动端工具(平板、PDA等)扫描工夹具二维码或输入工夹具编号,确认工夹具详细信息及版本,选择对应设备,经上夹二次确认后完成上夹。
2.2上夹防呆模块:
①上夹具时,系统会检索该工夹具状态(已上夹,在库、出库、维修中、已下夹、禁用),当状态异常,工夹具不能上夹。
②系统检索设备上装工夹具位置,该位置未上夹,不能开机,例:角封上封头。
③若未确认,则发送报警提醒信息至相关责任人客户端,进行周期性提醒,此周期可设置。
④上夹确认由质量保证(QA)相关人员完成(扫描加密的工号二维码或输入工号)
⑤校验设备当前生产型号与工夹具型号一致才可上夹。
⑥工夹具工序所属、具体位置、数量、型号后台校验,校验通过才可上夹具。
3、下夹管控:
3.1使用系统APP扫描工夹具二维码或输入工夹具编号,确认工夹具详细信息,选择下夹原因,经下夹二次确认后完成下夹。
3.2下夹防呆模块:
①下夹具时,要求必须选择下夹原因:换型下夹、损坏下夹、返修下夹,转机下夹。
②工夹具下夹完成后,需选择临时放置区(维修间)或入库,选择临时放置区时,需选择或备注具体临时放置区域;此项二选一为必选,此项为入库申请,操作完成后才可完成下夹,否则无法真正完成下夹动作。
4、入库管控:
4.1下夹入库管控模块:工夹具下夹入库时,系统根据下夹选择的原因自动标记工夹具状态,经入库二次确认后完成入库。
4.2来料入库管控模块:全新工夹或返修工夹由外部入库时需在系统上办理入库单,输入入库工夹具信息,经入库二次确认后完成入库。
4.3下夹入库防呆模块:下夹入库,必须选择标记工夹具下夹原因;制造员工(MPE)选择原因和入库申请操作后,此入库工夹自动推送至入库申请列表中,由工夹仓人员进行入库确认后完成入库操作。
4.4来料入库防呆模块:来料入库,必须重新编辑录入工夹具台账信息(工夹具编码、工夹具类型、所属组织、负责人、寿命信息、返修过程等)。其中,对于寿命更新、来料入库台账编辑等关键步骤设置权限管控。
5、出库管控:
5.1工夹具出库时在系统上办理出库单,选择出库原因及出库工夹具,经确认后完成出库。
5.2出库防呆模块:
①出库时,必须校验此工夹具的在库状态(正常、返修中、损坏、报废等);
②正常状态可出库,否则禁止出库操作,并提示工夹具的具体状态信息;
③出库时,工夹仓人员需要校验确认工夹具版本,校验通过后才可出库。
6、出入库版本管控:
①工夹具出库时,系统自动校验出库工夹具当前版本号与系统管控设置的版本号是否一致;若不一致,则不允许出库,并显示“此工夹具版本号与系统管控版本不一致,请确认此工夹具版本号”提示信息;
②上夹时,需要确认进行工夹具实物的版本,并将确认结果在APP端输入/选择,实物版本确认与系统设置版本进行校验,校验通过则可继续上夹操作,校验不通过不允许进行后续操作;
③MPE确认工夹实物版本并输入/选择后,QA需要进行二次确认。
7、履历端:
①对工夹具的各项操作实时记录,生成对应的履历记录;
②可追溯查看任意时间工夹具状态及操作记录。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
- 一种工夹具全生命周期管控方法及系统
- 一种燃煤电厂全生命周期智能管控系统及方法