一种三色模
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及注塑模具设计领域,特别涉及一种三色模。
背景技术
随着生活水平的不断提高,人们对生活用品的外观、功能和品质要求越来 越高,此类产品的呈现需要更高要求的模具,使模具结构更加复杂,传统方 法一般需要模具三套,在生产过程中将塑胶件取下后在通过两次注塑,形成 三种颜色;或用不同的模具先注塑成不同的零件,然后组装形成成品,无论 产品经多次分开注塑成型还是组装成型,成品的外观不良率高、尺寸稳定性 较差。
因此,现有技术有待于改进。
发明内容
针对现有技术存在的问题,本发明提供一种三色模,设有三啤位,分别 为第一啤位、第二啤位和第三啤位,具体方案如下:
所述第一啤位、第二啤位和第三啤位围绕模具中轴线等分分布,所述三 色模包括动模和定模,通过动模每次绕中心轴旋转120°来实现产品从第一啤 位到第一啤位再到第二啤位的转移,进而完成三色产品的注塑成型;
所述定模包括流道板以及A板,所述A板上于所述第一啤位、第二啤位、 第三啤位分别设第一啤型腔组件、第二啤型腔组件、第三啤型腔组件,所述 动模包括B板,所述B板上于每一啤位均设有若干个后模镶件,三个啤位的后 模镶件结构相同,所述第一啤型腔组件、第二啤型腔组件、第三啤型腔组件 结构不同,所述第一啤型腔组件与所述后模镶件在合模后形成产品第一色胶 位,所述后模镶件与所述后模镶件在合模后形成产品第一色胶位,所述第二 啤型腔组件与所述后模镶件在合模后形成产品第二色胶位,第三啤型腔组件与所述后模镶件在合模后形成产品第三色胶位。
优选地,所述第一啤型腔组件、第二啤型腔组件以及第三啤型腔组件均 由多个前模镶件及多个铲基组成,所述前模镶件的形状及数量根据产品形状 设计,所述铲基用于在开模时打开前模镶件;
优选地,所述前模镶件可横向移动的安装于所述A板,所述铲基相对于所 述流道板固定安装,并通过一个T块一一对应的与所述前模镶件连接,开模时, 所述流道板与所述A板打开的同时,铲基带动所述前模镶件横向打开。
优选地,所述动模还设若干顶针、上顶针板以及下顶针板,所述顶针用 于在产品注塑完成并开模时将产品顶出;
具体的,所述顶针下端固定安装于所述上顶针板,所述上顶针板与下顶 针板在A板与B板打开后再分开,所述下顶针板相对于所述B板固定连接安装, 上顶针板相对于所述下顶针板上移,继而带动所述顶针将产品从后模镶件上 顶出。
优选地,所述定模或动模上设有若干根定位柱,所述动模或定模上对应 设有若干个定位孔,用于保证模具的平衡。
优选地,所述定位柱的数量为三根。
优选地,该三色模还设有若干扣基,用于保证模具的平衡。
优选地,所述扣基的数量为三个。
本发明提供的三色模,具有以下有益效果:
1、应用于三色产品的注塑成型,加工简单方便,模具结构小,造模成本 低;
2、产品一次成型,降低机台因素导致产品不良率,降低人为放板因素导 致产品不良率;
3、节省生产周期,从而降低生产成本。
附图说明
图1为本发明具体实施例的立体结构示意图;
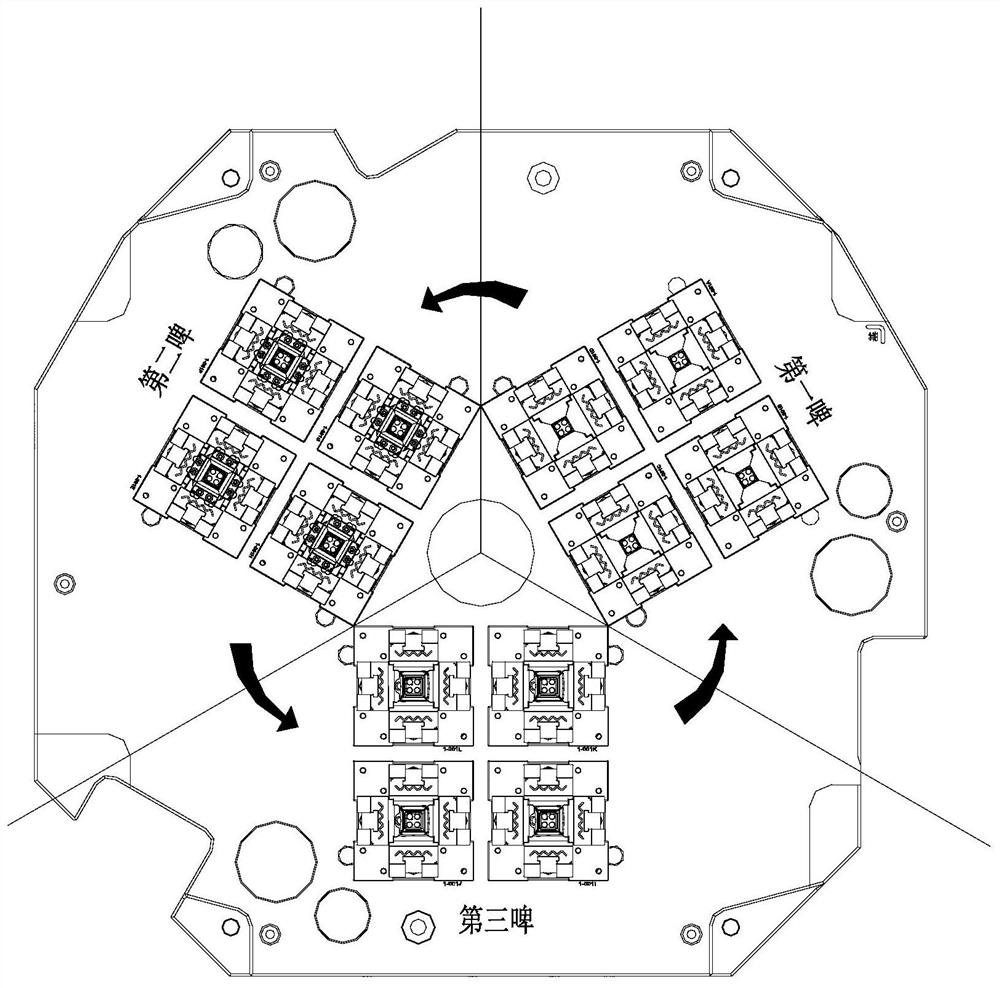
图2本发明具体实施例的工作原理示意图;
图3为定模的立体爆炸结构示意图;
图4为定模的仰视图;
图5为第一啤型腔组件的立体爆炸结构示意图;
图6为动模的立体爆炸结构示意图;
图7为本发明具体实施例在合模状态下的剖面视图;
图8为本发明具体实施例在开模状态下的剖面视图。
具体实施方式
以下结合附图和具体实施例,对本发明进一步说明。
本实施例提供一种三色模,设有三啤位,分别为第一啤位、第二啤位和 第三啤位,所述第一啤位、第二啤位和第三啤位围绕模具中轴线等分分布, 所述三色模包括动模1和定模2,通过动模1每次绕中心轴旋转120°来实现产 品从第一啤位到第一啤位再到第二啤位的转移,进而完成三色产品的注塑成 型;所述定模2包括面板21、热流道板22、水口板23、流道板24以及A板25, 所述A板25上于所述第一啤位、第二啤位、第三啤位分别设第一啤型腔组件26、 第二啤型腔组件27、第三啤型腔组件28,所述动模1包括B板11,所述B板11 上于每一啤位均设有四个后模镶件12,三个啤位的后模镶件12结构相同,所 述第一啤型腔组件26、第二啤型腔组件27、第三啤型腔组件28结构不同,所 述第一啤型腔组件26与所述后模镶件11在合模后形成产品第一色胶位,所述 后模镶件12与所述后模镶件12在合模后形成产品第一色胶位,所述第二啤型 腔组件27与所述后模镶件12在合模后形成产品第二色胶位,第三啤型腔组件 28与所述后模镶件12在合模后形成产品第三色胶位。
参照图6至图8,所述第一啤型腔组件26、第二啤型腔组件27以及第三啤 型腔组件28均由多个前模镶件261及多个铲基262组成,所述前模镶件261的形 状及数量根据产品形状设计,所述铲基262用于在开模时打开前模镶件261; 具体的,所述前模镶件261可横向移动的安装于所述A板25,所述铲基262相对 于所述流道板24固定安装,并通过一个T块263一一对应的与所述前模镶件261 连接,开模时,所述流道板24与所述A板25打开,铲基262带动所述前模镶件 261打开。
所述前模镶件261还通过行位压板264定位安装。
所述动模1还设若干顶针13、上顶针板14以及下顶针板15,所述顶针13用 于在产品注塑完成并开模时将产品顶出;具体的,所述顶针13下端固定安装 于所述上顶针板14,所述上顶针板14与下顶针板15在A板25与B板11打开后再 分开,具体的,所述下顶针板15相对于所述B板11固定连接安装,上顶针板14 相对于所述下顶针板15上移,继而带动所述顶针13将产品100从后模镶件12上 顶出。具体的,所述上顶针板14和下顶针板15均为三块,对应三个啤位。
所述定模2上还设有三根定位柱29以及三个定位槽30,对应的,所述动模 1上设有三个定位孔16以及三个定位块17,用于保证模具的平衡;所述三色模 还设有三个扣基3,也是用于保证模具的平衡。
本实施例提供的三色模,具有以下优点:
1、加工简单方便,减小模具结构,降低造模成本;
2、产品一次成型,降低机台因素导致的产品不良率,降低人为放板因素 导致的产品不良率;
3、节省生产周期,从而降低生产成本。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围, 凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构 变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范 围内。
- 一种具有三色叠模的水性三色纸箱印刷机
- 一种三色模结构