一种射频电缆组件自动加工生产线
文献发布时间:2023-06-19 11:14:36
技术领域
本发明涉及了射频电缆的加工领域,尤其是涉及了一种射频电缆组件自动加工生产线。
背景技术
射频电缆是传输射频范围内电磁能量的电缆,射频电缆是各种无线电通信系统及电子设备中不可缺少的元件,在无线通信与广播、电视、雷达、导航、计算机及仪表等方面广泛的应用。射频电缆也叫同轴电缆,是由互相同轴的内导体、外导体以及支撑内外导体的介质组成的,是用于传输射频和微波信号能量的。它是一种分布参数电路,其电长度是物理长度和传输速度的函数,这一点和低频电路有着本质的区别。
现有的射频电缆组件进行加工,都是由人工一步接一步的进行手工操作,无法做到全部自动化的无人工操作生产,而流水线的自动化工作方式是未来的工作趋势,为了解决上述问题,本发明提供了一种射频电缆组件自动加工生产线。
发明内容
本发明的目的在于提供了一种射频电缆组件自动加工生产线,本加工生产线不再需要进行人工操作,更方便、更节省人力。
为实现上述目的,本发明提供如下技术方案:
一种射频电缆组件自动加工生产线,包括传送链与控制机箱,所述传送链上从传送的起始端至结束端依次设置有裁线调节机构、裁线机、剥线机、焊接机、加锡机、感应焊接机、冷却机、注塑机;
所述传送链的起始端外侧转动设置有线辊;
所述传送链的结束端外侧活动设置有收线框;
所述传送链上方设置有滑轨,所述滑轨底部滑动设置有若干个滑板;每个所述滑板底部均设置有电动伸缩杆,且所述电动伸缩杆的伸缩端上均设置有抓手;所述滑轨上设置有若干个摄像装置。
进一步的,所述传动带设置于传送座上。
进一步的,所述线辊转动设置于线辊底座上。
进一步的,每个所述摄像装置均通过万向球头设置与滑轨上。
进一步的,所述控制机箱上设置有操作台与显示设备;所述操作台上设置有控制键。
进一步的,所述控制机箱内设置有中央控制服务器,所述中央控制服务器将裁线机、剥线机、焊接机、加锡机、感应焊接机、冷却机、注塑机、裁线调节机构与控制系统相互连接。
进一步的,所述裁线调节机构包括位于传送链侧方的支撑柱,所述支撑柱生设置有两个相互对应的伸缩杆,所述伸缩杆的伸缩端与传送链的传送方向相互平行;所述伸缩杆的伸缩端上设置有夹臂,且所述夹臂远离伸缩杆伸缩端的一端设置有夹取件。
进一步的,所述夹取件与控制系统相互连接。
与现有技术相比,本发明的有益效果是:
1、抓手、摄像装置、中央控制服务器的设置,使得本发明能够直接由中央控制服务器进行控制,不再需要人工进行操作,更方便、更节省人力;
2、裁线调节机构的设置,能够通过两根伸缩杆的伸缩长度调节,来调节裁线机所裁线的长度;
3、活动设置的收线框,方便对已加工好的射频电缆进行收集。
本发明的目的在于提供了一种射频电缆组件自动加工生产线,本加工生产线不再需要进行人工操作,更方便、更节省人力。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
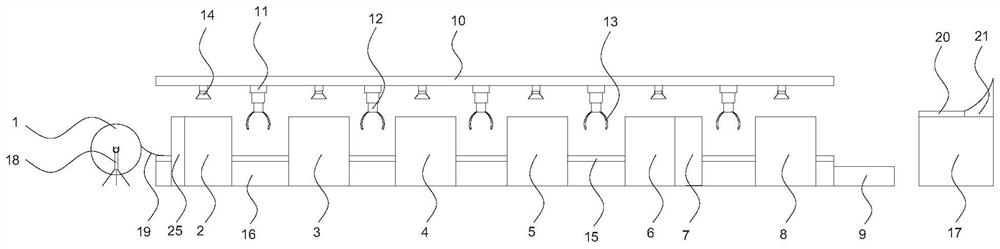
图1是本发明最佳实施例的结构示意图;
图2是本发明最佳实施例的控制机箱结构示意图;
图3是本发明最佳实施例的中央控制服务器上连接的各部件;
图4是本发明最佳实施例的裁线调节机构的俯视图;
图5是本发明最佳实施例的裁线调节机构的侧视图。
图中:1、线辊;2、裁线机;3、剥线机;4、焊接机;5、加锡机;6、感应焊接机;7、冷却机;8、注塑机;9、收线框;10、滑轨;11、滑板;12、电动伸缩杆;13、抓手;14、摄像装置;15、传送链;16、传送座;17、控制机箱;18、线辊底座;19、射频线;20、操作台;21、显示设备;22、控制键;23、中央控制服务器;24、控制系统;25、裁线调节机构;251、支撑柱;252、伸缩杆;253、夹臂;254、夹取件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅如下图,本发明提供以下技术方案:
如图1-5所示,一种射频电缆组件自动加工生产线,包括传送链15与控制机箱17,所述传送链15上从传送的起始端至结束端依次设置有裁线调节机构25、裁线机2、剥线机3、焊接机4、加锡机5、感应焊接机6、冷却机7、注塑机8;
所述传送链15的起始端外侧转动设置有线辊1;
所述传送链15的结束端外侧活动设置有收线框9;
所述传送链15上方设置有滑轨10,所述滑轨10底部滑动设置有若干个滑板11;每个所述滑板11底部均设置有电动伸缩杆12,且所述电动伸缩杆12的伸缩端上均设置有抓手13;所述滑轨10上设置有若干个摄像装置14。
进一步的,所述传动带设置于传送座16上。
进一步的,所述线辊1转动设置于线辊底座18上,线辊1上缠绕有射频线19。
进一步的,每个所述摄像装置14均通过万向球头设置与滑轨10上。
进一步的,所述控制机箱17上设置有操作台20与显示设备21;所述操作台20上设置有控制键22。
进一步的,所述控制机箱17内设置有中央控制服务器23,所述中央控制服务器23将裁线机2、剥线机3、焊接机4、加锡机5、感应焊接机6、冷却机7、注塑机8、裁线调节机构25与控制系统24相互连接。
进一步的,所述裁线调节机构25包括位于传送链15侧方的支撑柱251,所述支撑柱251生设置有两个相互对应的伸缩杆252,所述伸缩杆252的伸缩端与传送链15的传送方向相互平行;所述伸缩杆252的伸缩端上设置有夹臂253,且所述夹臂253远离伸缩杆252伸缩端的一端设置有夹取件254。
进一步的,所述夹取件254与控制系统24相互连接。
裁线调节机构25及裁线机2的作用:可以根据客户要求的长度,将大卷线缆裁成一根根设定长度。
剥线机3的作用:剥出射频线19线缆需要的内外导体设计尺寸,与连接器内外导体焊接的时候能达到最大的阻抗匹配,从而能最好的取得电性能指标。
焊接机4的作用:使射频线19线缆内部导体与连接器内部导体进行无缝焊接,满足阻抗匹配的原理,使得焊接点饱满,不会有虚焊存在。
加锡机5及感应焊接机6的作用相同:都是为了保证射频线19线缆外部导体与连接器外壳进行充分焊接,保证了射频线19线缆的电性能,使得电磁波能够进行有效传输。
注塑机7的作用:保护好射频线19线缆焊接处的薄弱点,避免在以后弯曲过程中造成快速损坏,极大的延长了射频线19线缆的使用寿命。
根据上述的自动化加工生产线,具体的工作原理如下:
射频线19跟着线辊1在线辊1底座上转动实现放线功能,之后射频线19在传送链15上经过裁线调节机构25时,因为之前已经将裁线调节机构25上的距离调节至需要的长度,所用夹臂253在中央控制服务器23的控制中将达到规定长度的射频线19夹紧,经过裁线机2的裁线功能,将已裁剪好的射频线19在传送链15的作用下进入下一个程序剥线机3,此时利用抓手13的抓取效果,再通过中央控制服务器23的控制作用,在滑轨10上滑动以实现抓手13及抓手13上射频线19的移动过程,剥线机3利用旋转刀头剥出射频线19线缆所需要的内外导体尺寸,对固定长度射频线19线缆的2头依次进行加工,两头剥好的射频线19继续经过传送链15的传送作用进入下一个程序焊接机4,焊接机4通过电流加热电极,进行连接器内部导体与电缆内部导体的焊接,焊锡膏预先通过设备自动注射进连接器内部导体,调节好焊接功率及焊接时间,实现自动焊接的效果,传送链15将焊接好后的射频线19传送至下一个程序加锡机5,加锡机5将焊锡片紧紧包裹在射频线19线路外部,方便下一步的焊接,然后同样在传送链15的传送作用下进入感应焊接机64,感应焊接机64将已包裹锡片的射频线19线缆插入感应焊接机64外壳,放置到感应焊接机64的感应设备上进行焊接,感应设备通过感应功率加热焊锡片融化,使射频线19线缆的外导体与连接器的外导体进行有效结合,在感觉焊接机4工作之前先要打开冷却机7,使得射频线19线缆在感应焊接机64工作时一直将温度控制在20度以内,然后将已焊接好的射频线19线缆再次在传送链15的作用下进入注塑机8,注塑机8将焊接完内外导体的射频线19线缆的连接器置身于磨具中,将热塑性塑料或热固性塑料利用塑料成型的模具制成各种形状的塑料制品,最后已加工完成的射频线19线缆在传送链15的作用下传送至收线框9中,方便工作人员将已完成的线缆运输至下一个程序,如:包装。上述每个相邻的过程中均利用摄像装置14及抓手13来完成定位、固定过程。
本发明的目的在于提供了一种射频电缆组件自动加工生产线,本加工生产线不再需要进行人工操作,更方便、更节省人力。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种射频电缆组件自动加工生产线
- 三文鱼自动加工生产线及自动加工方法