成型转换开关连接件的注射模具
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及塑料成型模具,它是成型转换开关连接件的注射模具。
背景技术
如图1所示的扣件是机械设备转换开关连接件,材料为PA66,PA66又叫尼龙66,这种塑料具有较强的弹性。其广泛用于制造机械、汽车、化学与电气装置中的零件,该塑料件的特点是塑件的壁厚为2mm,该塑料件有倒扣位,壁上有一孔,从图中可以看出设置抽芯机构是不可避免的。而现有模具机构,是将成型倒扣位的成型零件设置为活动的,在合模注射成型前,将成型倒扣位的零件用手工安装到模具中,注射成型后,模具推出机构将塑料件和成型倒扣位的零件一同推出模外,在模外用手工将塑料件和成型倒扣位的零件分开,然后将成型倒扣位的零件用手工安装到模内进行下一次浇注成型。这种机构虽然模具结构简单,模具制造成本低,但是它采用手工安装和分离成型倒扣位的零件,于是造成制件尺寸不稳定、制件尺寸差,如果成型倒扣位的零件安装不到位,成型倒扣位的零件掉出安装位,损坏模具的问题时有发生。同时最为重要的是操作者是用手工去安装成型倒扣位的零件,模具一旦闭合,将发生重大工伤事故。为了克服现有技术的不足,特提供如下一种模具机构来解决上述问题。
发明内容
本发明是提供成型转换开关连接件的注射模具。其实施的技术方案是:分型面选择时是将倒扣位的钩子朝下,利用模具开模时,推出机构中的顶针将倒扣位从强脱成型镶件上强制脱出,而壁上的孔采用侧向分型抽芯机构来完成孔的抽芯。通过上述实施解决了现有技术在模外分离制件与成型倒扣位的零件,造成工人劳动强度大,制件尺寸不稳定的问题。解决了工人用手工安装成型倒扣位的零件到模具中,安全得不到保障和成型零件安装不到位损坏模具的问题。成型转换开关连接件的注射模具,其有益效果是:它利用强制脱模机构对倒扣位的脱出;采用侧向分型与抽芯机构对壁上的孔进行抽芯,使其模具结构简单,制造方便,模具自动化程度高,制件尺寸稳定,节省了生产劳动力;同时它适合同类制件和金属压铸模具使用。成型转换开关连接件的注射模具,其特征是:它包括定模部分和动模部分,定模部分由定位圈115、定模座板125、定模板135、定模镶件145、斜导柱265、斜压块285、浇口套255构成,所述定模板135与定模座板125用螺钉紧固连接,定模座板125的上平面用螺钉紧固连接定位圈115,定模板135开设为通框,在所开设的通框中设有定模镶件145,所述定模镶件145与定模座板125用螺钉紧固连接,定模镶件145的下平面开设有成型制件的型腔,所述浇口套255安装在定模座板125和定模板135的孔中,浇口套255的下端与分流道连通,所述斜导柱265安装在定模板135的斜孔中,合模时,斜导柱265斜向插入安装在动模部分的滑块375的斜孔中。所述斜压块285紧固安装在定模板135的台阶孔中,合模时,斜压块285下端的斜面与滑块195的斜面紧贴;动模部分由动模镶件165、滑块压板175、动模板185、滑块195、侧型芯205、复位杆225、复位弹簧235、动模垫板305、顶针固定板315、顶针垫板325、动模座板335、导套445、顶针355、拉料针365、抽芯定位块395、强脱成型镶件415、动模型芯425构成,所述动模板185开设成通框,在所开设的通框中设有动模镶件165,动模镶件165与动模垫板305用螺钉紧固连接,动模镶件165开设有台阶孔,在所开设的台阶孔中安装有动模型芯425和抽芯定位块395,动模型芯425的右方设有强脱成型镶件415,强脱成型镶件415与动模型芯425成滑动配合,所述强脱成型镶件415的上端伸入制件275的倒扣位中,动模板185的上平面开设有T形凹槽,在所开设的T形凹槽中滑动配合安装有滑块195,滑块195的左边紧固连接侧型芯205,所述侧型芯205穿过动模镶件165和抽芯定位块395侧面的过孔后,其左端插入制件壁上的孔中,所述导套445与安装在定模板135中的导柱345成滑动配合连接,所述滑块压板175用螺钉紧固在动模板185的T形凹槽中,滑块压板175与动模板185连通后构成滑块195的导轨,动模板185、动模垫板305、模脚465、动模座板335用螺钉紧固连通,在动模垫板305、模脚465、动模座板335形成的空腔中设有顶针固定板315和顶针垫板325,顶针固定板315的台阶孔中设有顶针355、拉料针365、复位杆225,顶针355滑动穿过动模垫板305和动模镶件165上的过孔后,其上端面与制件275接触,拉料针365滑动穿过动模垫板305和动模镶件165上的过孔后,其上端与浇注系统的分流道接触,复位杆225与复位弹簧235套装后,其复位弹簧235的上端顶住动模板185的下平面,下端顶住顶针固定板315的上平面,复位杆225滑动穿过动模垫板305和动模板185上的孔后,其上端面与定模板135的下平面紧贴。
附图说明
下面结合附图对本发明进一步说明。
图中所示:
图1是制件275的结构示意图。
图2是强脱成型镶件415与侧面分型抽芯机构的构造的示意图。
图3是顶针355推动制件275和强脱成型镶件415一起上行时的示意图。
图4是强脱成型镶件415脱出制件275的示意图。
图5是合模浇注时模具宽度方向的剖面结构示意图。
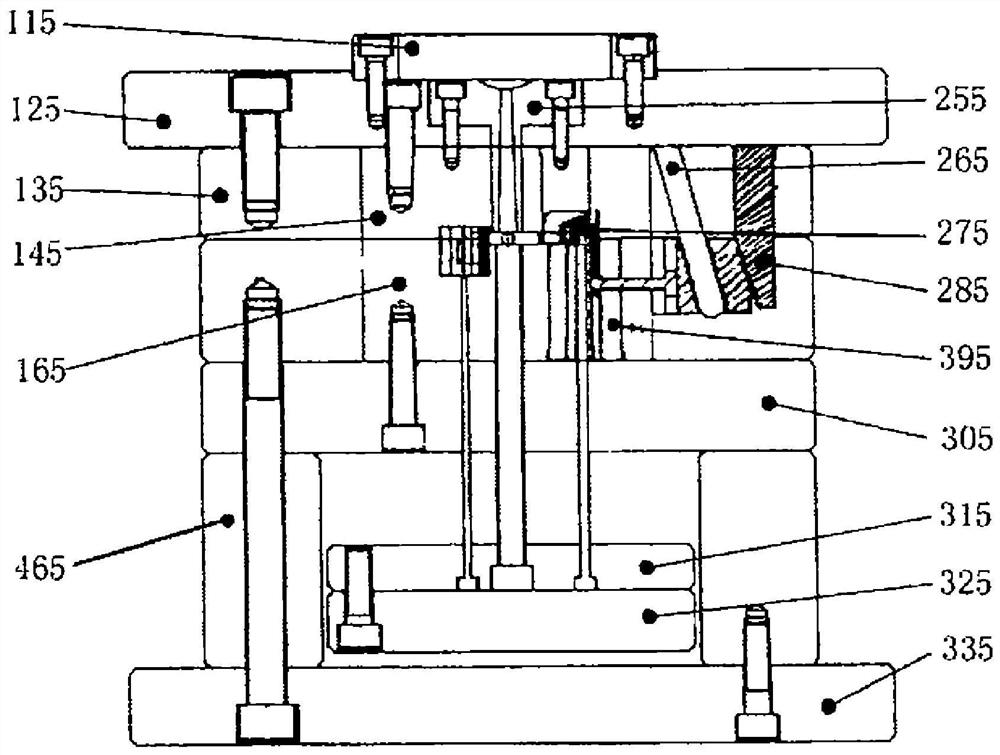
图6是模具长度方向的剖面结构示意图。
图7是模具的俯视图。
图中数字编号分别表示:
115——定位圈 125——定模座板 135——定模板
145——定模镶件 165——动模镶件 175——滑块压板
185——动模板 195——滑块 205——侧型芯
225——复位杆 235——复位弹簧 255——浇口套
265——斜导柱 275——制件 285——斜压块
305——动模垫板 315——顶针固定板 325——顶针垫板
335——动模座板 355——顶针 395——抽芯定位块
415——强脱成型镶件 425——动模型芯
445——导套 465——模脚
具体实施方式:
如图所示是成型转换开关连接件的注射模具。下面对它的构造连接和工作原理作详细说明。
一、构造连接:成型转换开关连接件的注射模具,其特征是:它包括定模部分和动模部分,定模部分由定位圈115、定模座板125、定模板135、定模镶件145、斜导柱265、斜压块285、浇口套255构成,所述定模板135与定模座板125用螺钉紧固连接,定模座板125的上平面用螺钉紧固连接定位圈115,定模板135开设为通框,在所开设的通框中设有定模镶件145,所述定模镶件145与定模座板125用螺钉紧固连接,定模镶件145的下平面开设有成型制件的型腔,所述浇口套255安装在定模座板125和定模板135的孔中,浇口套255的下端与分流道连通,所述斜导柱265安装在定模板135的斜孔中,合模时,斜导柱265斜向插入安装在动模部分的滑块375的斜孔中。所述斜压块285紧固安装在定模板135的台阶孔中,合模时,斜压块285下端的斜面与滑块195的斜面紧贴;动模部分由动模镶件165、滑块压板175、动模板185、滑块195、侧型芯205、复位杆225、复位弹簧235、动模垫板305、顶针固定板315、顶针垫板325、动模座板335、导套445、顶针355、拉料针365、抽芯定位块395、强脱成型镶件415、动模型芯425构成,所述动模板185开设成通框,在所开设的通框中设有动模镶件165,动模镶件165与动模垫板305用螺钉紧固连接,动模镶件165开设有台阶孔,在所开设的台阶孔中安装有动模型芯425和抽芯定位块395,动模型芯425的右方设有强脱成型镶件415,强脱成型镶件415与动模型芯425成滑动配合,所述强脱成型镶件415的上端伸入制件275的倒扣位中,动模板185的上平面开设有T形凹槽,在所开设的T形凹槽中滑动配合安装有滑块195,滑块195的左边紧固连接侧型芯205,所述侧型芯205穿过动模镶件165和抽芯定位块395侧面的过孔后,其左端插入制件壁上的孔中,所述导套445与安装在定模板135中的导柱345成滑动配合连接,所述滑块压板175用螺钉紧固在动模板185的T形凹槽中,滑块压板175与动模板185连通后构成滑块195的导轨,动模板185、动模垫板305、模脚465、动模座板335用螺钉紧固连通,在动模垫板305、模脚465、动模座板335形成的空腔中设有顶针固定板315和顶针垫板325,顶针固定板315的台阶孔中设有顶针355、拉料针365、复位杆225,顶针355滑动穿过动模垫板305和动模镶件165上的过孔后,其上端面与制件275接触,拉料针365滑动穿过动模垫板305和动模镶件165上的过孔后,其上端与浇注系统的分流道接触,复位杆225与复位弹簧235套装后,其复位弹簧235的上端顶住动模板185的下平面,下端顶住顶针固定板315的上平面,复位杆225滑动穿过动模垫板305和动模板185上的孔后,其上端面与定模板135的下平面紧贴。
二、工作原理:当模具安装到注射机上,注射完毕保压和冷却后,在注射机的带动下,动模部分和定模部分从定模板135与动模板185接触处分开,在定模板135与动模板185分开的同时,安装在定模板135中的斜导柱265迫使滑块195作模具外侧方向的平移动作,滑块195带动紧固连接在其上的侧型芯205从制件275壁上的孔中抽出,浇注系统的凝料在拉料针365的拉力作用下脱出浇口套255并与制件275一起被拉到动模一方。注射机带动动模部分继续后移,当动模板185与定模板135之间的打开距离大于制件275和浇注系统的凝料总高5-10倍后,注射机停止运动,这时注射机顶杆推动顶针垫板325带动安装在顶针固定板315上的顶针355将制件275从强脱成型镶件415上推出模外。[注:强脱成型镶件415在顶针355推动制件275时是随制件275一起向上动作的,当强脱成型镶件415向上运动一段距离后,由于动模型芯425后方的台阶与强脱成型镶件415后端的挂台相碰,于是强脱成型镶件415被限制住,不再随制件275动作,顶针355继续推动制件275上行,这时制件275的倒扣处已有一个弹性变形的空间,于是制件275被顶针355从强脱成型镶件415上推出模外。]
- 成型转换开关连接件的注射模具
- 一种用于制造带齿轮连接件的注射成型模具