推件板推出斜齿的模具机构
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及模具制造领域,它是推件板推出斜齿的模具机构。
背景技术
目前,在金属压铸模具和塑料注射模具中,对带有外斜齿或带内斜齿的制品,是将成型外斜齿或内斜齿的成型零件设置为能自动旋转的机构,在模具开模打开后,推出制品时,成型外斜齿或内斜齿的零件随开模推出力旋转脱出制品,虽然这种模具机构能脱出制品的斜齿,但是在实际生产中出现如下问题:当制品上的斜齿是在制品外侧时,模具设计时,模具上的旋转零件这时为模具的型腔,要使模具上的旋转零件旋转就必须设置旋转机构,而设置旋转机构时,旋转机构必须与模架连通,于是就得增设繁多的辅助零件来连通模架与旋转机构,这样就造成模具外形尺寸增大。当制品上的斜齿是在制品内侧壁时,在模具设计时,旋转的成型零件这时是型芯,由于模具内部空间受制品内部空间的限制,在设置成型零件时是随制品内部空间来设置的,如制品内部空间狭小,这时成型零件的尺寸也比较小,于是造成模具在工作中刚度、强度不够的问题出现。同时上述两种模具结构复杂,模具零件繁多,模具制造困难,模具加工周期长,要求制造人员的技术水平高。为了克服上述问题,特提供如下一种新型模具机构来解决上述问题。
发明内容
本发明是提供推件板推出斜齿的模具机构。其实施的技术方案是:如图1所示的制品,制品内侧壁上带有斜齿,制品同轴度要求高,同时制品不得有变形和缺料的缺陷,特别是制品斜齿部位必须和相关斜齿配件相配合,为了确保生产效率和制品的质量,于是模具设为一模二个型腔,采用三板式点浇口的模具结构,利用矩形弹簧使定模滑块与开模作同步动作,使其制品外部形状先脱出定模滑块,制品脱出定模滑块后留于动模方,然后在动模方采用推板推出机构,迫使制品自转达到斜齿脱模的目的。推件板推出斜齿的模具机构,解决了现有模具机构复杂、模具配件繁多、模具制造周期长、模具体积大和制造成本高的一系列问题。
推件板推出斜齿的模具机构,其有益效果是:它由推件板迫使制品自转从成型斜齿的零件上脱出,与现有模具相比较,它结构紧凑,动作可靠,制造方便,模具成本低,模具体积小,模具辅助零件少,它适合金属压铸件和塑料注射件外侧壁或内侧壁带斜齿的制品成型,同时适合同类大角度斜齿制品成型,极大地提高生产效益。
推件板推出斜齿的模具机构,其特征是:它由定模部分和动模部分组成,定模部分设置的第一导柱295贯穿于动模部分,动模部分设置的第二导柱305贯穿于定模部分,所述第一导柱295和第二导柱305通过上述连通后,构成定模部分和动模部分开合模的导向连接机构。请参照图3和图4,所述定模部分由定模座板265、脱浇板255、定模板245、浇口套415、定位环275、拉料杆285、第一导柱295、定模型芯315、型腔镶件325、定模滑块345、矩形弹簧235、定矩螺钉185、第一限位螺钉395、第二限位螺钉405、扣机座335组成。所述定距螺钉185与脱浇板255紧固连接,定距螺钉185的头部位于推板175的孔中。开模时,定距螺钉185的头部与定模板245中孔的台阶相碰。所述定模型芯 315设为倒圆锥形台阶状,定模型芯315设有二件,二件定模型芯315的形状和尺寸相同,二件定模型芯315对称分布安装在型腔镶件325的台阶孔中。定模型芯315下方的倒圆锥部分与型腔镶件325所构成的间隙是制品425上部K处的成型腔。定模型芯315的下端插入斜齿型芯225上端的孔中并与斜齿型芯225上端孔中的底部相碰,所述斜齿型芯225上端的孔的底部与定模型芯315下端面相碰后构成制品425中心上的通孔。型腔镶件325安装在定模板245所开设的凹形框中,所述型腔镶件325与定模板245用螺钉紧固连接。所述定模板245下平面由前向后开设为梯形状凹框,在梯形状凹框的左右两边的斜面上开设有T形凹槽n。定模滑块345设有二件,二件定模滑块345的形状、尺寸相同,定模滑块345的斜面上设有T形凸台p,所述定模滑块345与T形凸台p紧固连接,定模滑块345斜面上的T形凸台p滑动导入定模板245梯形状凹框左右两边斜面上开设的T形凹槽内n。开合模时,连接在定模滑块345斜面上的T形凸台p在定模板245梯形状凹框左右两边斜面上的T形凹槽n内滑动。上述定模板245梯形状凹框斜面上开设的T形凹槽n和连接在定模滑块345斜面上的T形凸台p通过滑动配合后,构成定模滑块345的导向机构。所述定模滑块345上方设有弹簧安装斜孔,弹簧安装斜孔的斜度与定模滑块345的斜面的斜度相同,所述型腔镶件325上部分也开设有一斜孔,型腔镶件325 上的斜孔的斜度与定模滑块345上斜孔的斜度相同,上述二个斜孔处于同一轴心上。所述矩形弹簧235 安装在二个斜孔之间,矩形弹簧235的上端顶住型腔镶件325中的斜孔底部,矩形弹簧235的下端顶住定模滑块345中的斜孔底部。合模时,定模滑块345与型腔镶件325紧贴,定模滑块345的下平面与推件板205的上平面合模时紧贴。所述定模滑块345、型腔镶件325、推件板205通过上述连接后构成一间隙;所构成的间隙是如图1所示制品425下部a、中间部b、凸台t和连接体m的成型腔。请参照图4,定模滑块345的斜面上由下向上设有一缺口,所述第一限位螺钉395安装在定模板245的外侧的横向台阶孔中,第一限位螺钉395的左方小端伸入定模滑块345斜面上的缺口中,开模时,第一限位螺钉395与定模滑块345斜面中的缺口终点f相碰,限位螺钉395与定模滑块345斜面中的缺口终点 f相碰构成定模滑块345的限位。所述定模板245和型腔镶件325左右两方开设有二个圆锥形的第二分流道x,二个第二分流道x的形状、尺寸相同,第二分流道x的大端与开设在定模板245上平面上的主分流道h连通,主分流道h与浇口套415中的主流道s连通。所述浇口套415安装在定模座板265和脱浇板255构成的台阶通孔中,定模座板265和脱浇板255中连接有拉料杆285,所述拉料杆285的下方伸入主分流道h中,拉料杆285的上端与定位环275的下平面紧贴,定位环275紧固安装在定模座板265的中心孔内,所述第二限位螺钉405与脱浇板255紧固连接,第二限位螺钉405的头部在定模座板265的台阶孔内上下浮动,开模时,第二限位螺钉405的头部的下平面与定模座板265的台阶孔的台阶处相碰,合模时,第二限位螺钉405的头部的上平面与定模座板265的上平面平齐。请参照图3,更进一步地,所述定模板245左右两侧面上紧固连接有扣机座335。请参照图6,所述扣机座 335设为长方体状,扣机座335的纵向中心上设有一通孔,扣机座335横向靠下侧方的左右两边设有台阶孔,在台阶孔中设有卡子465、压缩弹簧475、调节螺钉485,所述卡子465的小端与压缩弹簧475 成套装,卡子465的大端设为圆弧面,卡子465的大端从扣机座335的台阶孔中穿过,卡子465的大端从扣机座335的台阶孔中穿过后,其卡子465大端的圆弧面在合模时与紧固连接在动模一方的扣机455 上部的内圆弧面紧贴在一起,卡子465中部的台阶与扣机座335中的台阶孔的台阶相碰,所述压缩弹簧475的一端与卡子465中部的台阶面紧贴,压缩弹簧475的另一端与调节螺钉485的内侧端面紧贴,所述调节螺钉485与扣机座335成螺纹连接。扣机座335、扣机455、卡子475、压缩弹簧475和调节螺钉485通过上述连接后,旋转调节螺钉485的松紧时,可调节扣机座335和扣机455在开合模过程中力度的大小。请参照图3和图2,更进一步地,所述定模座板265上对称分布设有四条第一导柱295,所述第一导柱295紧固安装在定模座板265的台阶孔中,第一导柱295滑动穿过脱浇板255、定模板 245、推件板205、推板175、动模板155中的孔后,其第一导柱295的下部位于模脚145的孔中。
请参照图3和图4,动模部分由推件板205、推板175、动模板155、模脚145、动模座板115 组成。所述动模座板115、模脚145、动模板155用螺钉紧固连接;动模座板115、模脚145、动模板 155形成的空腔中设有顶针板125和顶针固定板135,顶针固定板135上连接有复位杆375,复位杆375 滑动穿过动模板155、推板175中的孔后,其复位杆375的上端面与推件板205用第一螺钉505紧固连通。所述动模板155的台阶孔中安装有成型杆165,成型杆165滑动穿过推板175、动模型芯195中的过孔,成型杆165的上端插入如图1所示制品425底部连接体m的孔中,成型杆165的下端与压块 365的上平面紧贴,所述压块365与动模板155用螺钉紧固连接。请参照图3和图2,所述动模板155中对称分布设有四条第二导柱305,动模板155中对称分布设有四条圆线弹簧355,所述第二导柱305紧固安装在动模板155的台阶孔中,第二导柱305滑动插入推板175、推件板205、定模板245的孔中,所述圆线弹簧355安装在动模板155的孔中,圆线弹簧355的上端顶住推板175的下平面,推板175 左右两侧面上用螺钉紧固连接扣机455,合模时,扣机455插入扣机座335中。请参照图6,扣机455 的上端设为球头形,扣机455上端球头形的下方设为内圆弧面,合模时,扣机455的内圆弧面与卡子 465的圆弧面紧贴,开模时,扣机455与卡子465分开并抽出扣机座335。请参照图3,所述扣机455 在推板175左右两侧面上连接的位置尺寸相同。请参照图3,推板175的上平面开设有安装框,在安装框中设有动模型芯195,所述动模型芯195与推板175用第二螺钉515紧固连接,所述动模型芯195 设为凸台形,动模型芯195的上部套装在推件板205的孔中;动模型芯195的上方设有滚珠轴承495,所述滚珠轴承495的外圈紧固安装在动模型芯195上平面所设的凹槽内,滚珠轴承495的内圈与斜齿型芯225下端紧固连接。请参照图5和图4,斜齿型芯225在模具中设有二件,二件斜齿型芯225的形状、尺寸相同,所述斜齿型芯225上端面的中心上设有一个与定模型芯315下端相配合的圆锥孔,斜齿型芯225的中部偏下的圆周面上设有与如图1所示的制品425内部相匹配的斜齿;合模时,斜齿型芯 225中部偏下的斜齿成型出制品425内部的斜齿,开模时,斜齿型芯225中部偏下的斜齿随斜齿型芯 225的旋转从制品425的斜齿中退出,所述斜齿型芯225的下方的圆周面上设有平台,所设的平台是为了保证斜齿型芯225紧固在滚珠轴承495的内圈中。
定模型芯315、型腔镶件325、定模滑块345、斜齿型芯225、成型杆165和推件板205通过连通后构成制品425整体成型。请参照图7,所述动模板155中对称分布设有四支第三限位螺钉445,所述第三限位螺钉445与动模板155紧固连接,第三限位螺钉445的头部在推件板205的孔中上下浮动,开模时,第三限位螺钉445的头部与推件板205中孔的台阶相碰。
附图说明
下面结合附图对本发明进一步说明
图中所示:
图1是制品425的三维示意图。
图2是模具的俯视图。
图3是图2中z-z的剖面结构示意图。
图4是图2中m-m的剖面结构示意图。
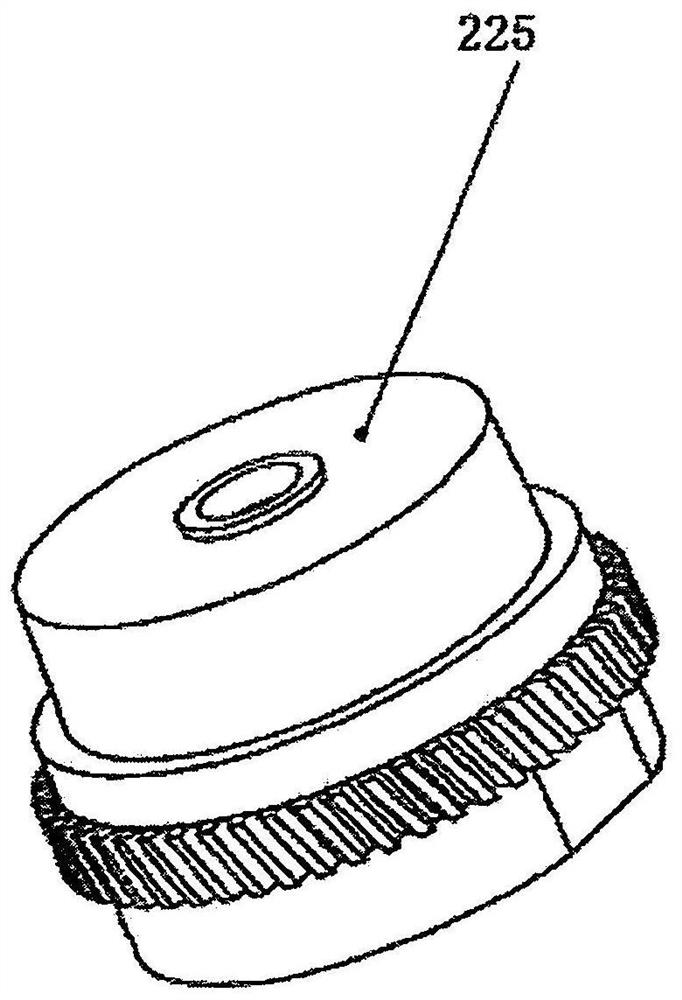
图5是斜齿型芯225的三维示意图。
图6是扣机455与扣机座335的构造连接示意图。
图7是模具开模机构的第二限位螺钉405和第三限位螺钉445在模具中的连接示意图。
图8是模具开模机构的定距螺钉185、圆线弹簧355在模具中的连接示意图。
图中数字编号分别表示:
115——动模座板 125——顶针板 135——顶针固定板
145——模脚 155——动模板 165——成型杆
175——推板 185——定距螺钉 195——动模型芯
205——推件板 225——斜齿型芯 235——矩形弹簧
245——定模板 255——脱浇板 265——定模座板
275——定位环 285——拉料杆 295——第一导柱
305——第二导柱 315——定模型芯 325——型腔镶件
335——扣机座 345——定模滑块 355——圆线弹簧
365——压块 375——复位杆
395——第一限位螺钉 405——第二限位螺钉
415——浇口套 425——制品 445——第三限位螺钉
455——扣机 465——卡子 475——压缩弹簧
485——调节螺钉 495——滚珠轴承 505——第一螺钉
515——第二螺钉
f——表示定模滑块 345斜面上缺口的终点
s——表示浇口套 415中的主流道。
h——表示定模板 245上平面上开设的主分流道。
x——表示第二分流道。
k——表示制品425上部的圆筒。
b——表示制品 425中部。
t——表示制品 425中部b上的凸台。
a——表示制品 425的下部。
m——表示制品 425底部的连接体。
p——表示连接在定模滑块 345斜面上的T形凸台。
n——表示定模板 245梯形状凹框左右两边斜面上开设的T形凹槽。
p1——表示制品 425下部的圆周口部。
具体实施方式:
如图所示是推件板推出斜齿的模具机构,它采用一模二个型腔对称分布的排位,同时采用三板式点浇口的模具结构,利用矩形弹簧使定模滑块同开模时作同步动作,使其制品先脱出定模滑块,制品脱出定模滑块后留于动模方,然后在动模方采用推板推出机构迫使制品自转达到斜齿脱模的目的。
下面对它的工作过程和构造连接作详细说明:
一、构造连接:推件板推出斜齿的模具机构,它由定模部分和动模部分组成,定模部分设置的第一导柱295贯穿于动模部分,动模部分设置的第二导柱305贯穿于定模部分,所述第一导柱295和第二导柱305通过上述连通后,构成定模部分和动模部分开合模的导向连接机构。请参照图3和图4,所述定模部分由定模座板265、脱浇板255、定模板245、浇口套415、定位环275、拉料杆285、第一导柱295、定模型芯315、型腔镶件325、定模滑块345、矩形弹簧235、定矩螺钉185、第一限位螺钉395、第二限位螺钉405、扣机座335组成。所述定距螺钉185与脱浇板255紧固连接,定距螺钉 185的头部位于推板175的孔中。开模时,定距螺钉185的头部与定模板245中孔的台阶相碰。所述定模型芯315设为倒圆锥形台阶状,定模型芯315设有二件,二件定模型芯315的形状和尺寸相同,二件定模型芯315对称分布安装在型腔镶件325的台阶孔中。定模型芯315下方的倒圆锥部分与型腔镶件325所构成的间隙是如图1所示制品425上部K的成型腔。定模型芯315的下端插入斜齿型芯225 上端的孔中并与斜齿型芯225上端孔中的底部相碰,所述斜齿型芯225上端的孔的底部与定模型芯315 下端面相碰后构成制品425中心上的通孔。型腔镶件325安装在定模板245所开设的凹形框中,所述型腔镶件325与定模板245用螺钉紧固连接。所述定模板245下平面由前向后开设为梯形状凹框,在梯形状凹框的左右两边的斜面上开设有T形凹槽n。定模滑块345设有二件,二件定模滑块345的形状、尺寸相同,定模滑块345的斜面上设有T形凸台p,所述定模滑块345与T形凸台p紧固连接,连接在定模滑块345斜面上的T形凸台p滑动导入定模板245梯形状凹框左右两边斜面上开设的T形凹槽 n内。开合模时,连接在定模滑块345斜面上的T形凸台p在定模板245梯形状凹框左右两边斜面上的 T形凹槽n内滑动。上述定模板245梯形状凹框斜面上开设的T形凹槽n和连接在定模滑块345斜面上的T形凸台p通过滑动配合后,构成定模滑块345的导向机构。所述定模滑块345上方设有弹簧安装斜孔,弹簧安装斜孔的斜度与定模滑块345的斜面的斜度相同,所述型腔镶件325上部分也开设有一斜孔,型腔镶件325上的斜孔的斜度与定模滑块345上斜孔的斜度相同,上述二个斜孔处于同一轴心上。所述矩形弹簧235安装在二个斜孔之间,矩形弹簧235的上端顶住型腔镶件325中的斜孔底部,矩形弹簧235的下端顶住定模滑块345中的斜孔底部。合模时,定模滑块345与型腔镶件325紧贴,定模滑块345的下平面与推件板205的上平面合模时紧贴。所述定模滑块345、型腔镶件325、推件板 205通过上述连接后构成一间隙;所构成的间隙是如图1所示制品425下部a、中间部b、凸台t和连接体m的成型腔。请参照图4,定模滑块345的斜面上由下向上设有一缺口,所述第一限位螺钉395 安装在定模板245的外侧的横向台阶孔中,第一限位螺钉395的左方小端伸入定模滑块345斜面上的缺口中,开模时,第一限位螺钉395与定模滑块345斜面中的缺口终点f相碰,限位螺钉395与定模滑块345斜面中的缺口终点f相碰构成定模滑块345的限位。所述定模板245和型腔镶件325左右两方开设有二个圆锥形的第二分流道x,二个第二分流道x的形状、尺寸相同,第二分流道x的大端与开设在定模板245上平面上的主分流道h连通,主分流道h与浇口套415中的主流道s连通。所述浇口套415安装在定模座板265和脱浇板255构成的台阶通孔中,定模座板265和脱浇板255中连接有拉料杆285,所述拉料杆285的下方伸入主分流道h中,拉料杆285的上端与定位环275的下平面紧贴,定位环275紧固安装在定模座板265的中心孔内,所述第二限位螺钉405与脱浇板255紧固连接,第二限位螺钉405的头部在定模座板265的台阶孔内上下浮动,开模时,第二限位螺钉405的头部的下平面与定模座板265的台阶孔的台阶处相碰,合模时,第二限位螺钉405的头部的上平面与定模座板 265的上平面平齐。请参照图3,更进一步地,所述定模板245左右两侧面上紧固连接有扣机座335。请参照图6,所述扣机座335设为长方体状,扣机座335的纵向中心上设有一通孔,扣机座335横向靠下侧方的左右两边设有台阶孔,在台阶孔中设有卡子465、压缩弹簧475、调节螺钉485,所述卡子 465的小端与压缩弹簧475成套装,卡子465的大端设为圆弧面,卡子465的大端从扣机座335的台阶孔中穿过,卡子465的大端从扣机座335的台阶孔中穿过后,其卡子465大端的圆弧面在合模时与紧固连接在动模一方的扣机455上部的内圆弧面紧贴在一起,卡子465中部的台阶与扣机座335中的台阶孔的台阶相碰,所述压缩弹簧475的一端与卡子465中部的台阶面紧贴,压缩弹簧475的另一端与调节螺钉485的内侧端面紧贴,所述调节螺钉485与扣机座335成螺纹连接。扣机座335、扣机455、卡子475、压缩弹簧475和调节螺钉485通过上述连接后,旋转调节螺钉485的松紧时,可调节扣机座 335和扣机455在开合模过程中力度的大小。请参照图3和图2,更进一步地,所述定模座板265上对称分布设有四条第一导柱295,所述第一导柱295紧固安装在定模座板265的台阶孔中,第一导柱295 滑动穿过脱浇板255、定模板245、推件板205、推板175、动模板155中的孔后,其第一导柱295的下部位于模脚145的孔中。
请参照图3和图4,动模部分由推件板205、推板175、动模板155、模脚145、动模座板115 组成。所述动模座板115、模脚145、动模板155用螺钉紧固连接;动模座板115、模脚145、动模板 155形成的空腔中设有顶针板125和顶针固定板135,顶针固定板135上连接有复位杆375,复位杆375 滑动穿过动模板155、推板175中的孔后,其复位杆375的上端面与推件板205用第一螺钉505紧固连通。所述动模板155的台阶孔中安装有成型杆165,成型杆165滑动穿过推板175、动模型芯195中的过孔,成型杆165的上端插入如图1所示制品425底部连接体m的孔中,成型杆165的下端与压块 365的上平面紧贴,所述压块365与动模板155用螺钉紧固连接。请参照图3和图2,所述动模板155中对称分布设有四条第二导柱305,动模板155中对称分布设有四条圆线弹簧355,所述第二导柱305紧固安装在动模板155的台阶孔中,第二导柱305滑动插入推板175、推件板205、定模板245的孔中,所述圆线弹簧355安装在动模板155的孔中,圆线弹簧355的上端顶住推板175的下平面,推板175 左右两侧面上用螺钉紧固连接扣机455,合模时,扣机455插入扣机座335中。请参照图6,扣机455 的上端设为球头形,扣机455上端球头形的下方设为内圆弧面,合模时,扣机455的内圆弧面与卡子 465的圆弧面紧贴,开模时,扣机455与卡子465分开并抽出扣机座335。请参照图3,所述扣机455 在推板175左右两侧面上连接的位置尺寸相同。请参照图3,推板175的上平面开设有安装框,在安装框中设有动模型芯195,所述动模型芯195与推板175用第二螺钉515紧固连接,所述动模型芯195 设为凸台形,动模型芯195的上部套装在推件板205的孔中;动模型芯195的上方设有滚珠轴承495,所述滚珠轴承495的外圈紧固安装在动模型芯195上平面所设的凹槽内,滚珠轴承495的内圈与斜齿型芯225下端紧固连接。请参照图5和图4,斜齿型芯225在模具中设有二件,二件斜齿型芯225的形状、尺寸相同,所述斜齿型芯225上端面的中心上设有一个与定模型芯315下端相配合的圆锥孔,斜齿型芯225的中部偏下的圆周面上设有与如图1所示的制品425内部相匹配的斜齿;合模时,斜齿型芯 225中部偏下的斜齿成型出制品425内部的斜齿,开模时,斜齿型芯225中部偏下的斜齿随斜齿型芯 225的旋转从制品425的斜齿中退出,所述斜齿型芯225的下方的圆周面上设有平台,所设的平台是为了保证斜齿型芯225紧固在滚珠轴承495的内圈中。
定模型芯315、型腔镶件325、定模滑块345、斜齿型芯225、成型杆165和推件板205连通后构成制品425的整体成型。请参照图7,所述动模板155中对称分布设有四支第三限位螺钉445,所述第三限位螺钉445与动模板155紧固连接,第三限位螺钉445的头部在推件板205的孔中上下浮动,开模时,第三限位螺钉445的头部与推件板205中孔的台阶相碰。
二、工作过程:首先将定模部分安装在注射机不能移动一方,将动模部分安装在注射机能够移动的一方。请参照图3,工作时,注射机带动模具动模部分后移,在这动作过程中a-a分型面打开,于是动模板155和推板175分开,这时安装在动模板155中的成型杆165从如图1所示的制品425底部连接体m的孔中抽出。在动模板155和推板175分开的同时,圆线弹簧355失去压力弹起,并顶住推板175不随动模板155作后移动作。继续开模时,请参照图4,这时紧固连接在动模板155上的第三限位螺钉445的头部与推件板205中孔的台阶相碰,于是动模板155拉动第三限位螺钉445拖动推件板205、推板175、定模板245在第一导柱295上向动模方向作滑移动作。请参照图3,由于推件板205、推板175、定模板245被安装在定模板245侧面的扣机座335和安装在推板175侧面的扣机455锁紧,于是推件板205、推板175、定模板245三者之间是不能打开的。当动模板155拉动第三限位螺钉445 拖动推件板205、推板175、定模板245向动模方向运动到一定距离后,这时紧固连接在脱浇板255上的定距螺钉185的头部与定模板245中孔的底部相碰,于是定模板245与脱浇板255从b-b分型面处打开。在这一打开动作中,请参照图4,制品425与第二分流道x中的浇注余料下端拉断,制品425与浇注余料拉断后,浇注余料被安装在定模座板265中的拉料杆285扣留于脱浇板255的下平面上,而制品425这时随定模板245作后移动作。继续开模时,请参照图3和图4,定距螺钉185拖动脱浇板255 向动模方向运动,于是脱浇板255与定模座板265从c-c分型面处打开。在脱浇板255和定模座板265 打开时,留于拉料杆285上的浇注余料被脱浇板255推出。浇注余料从脱浇板255与定模板245的分型面b-b之间的打开间隙靠自重掉出模外。继续开模,请参照图4,当开模到一定距离后,连接在脱浇板255上的第二限位螺钉405的头部与定模座板265中孔的台阶处相碰时,于是第二限位螺钉405限制脱浇板255不再向动模方向运动。请参照图8,而连接在脱浇板255上的定距螺钉185的头部此时与定模板245中孔的台阶相碰,于是定距螺钉185限制住定模板245不再向动模方向运动。而紧固连接在动模板155上的第三限位螺钉445的头部与推件板205中孔的台阶相碰,于是动模板155继续拖动第三限位螺钉445拉动推件板205和推板175向动模方向运动。请参照图3,在这动作中,紧固连接在推板175左右两侧面的扣机455从紧固连接在定模板245左右两侧面的扣机座335中抽出;于是定模板245与推件板205从d-d分型面处打开。在定模板245与推件板205打开时,安装在定模板245 中的定模滑块345失去压力,于是安装在定模滑块345中的矩形弹簧235弹起并推动定模滑块345沿定模板245梯形状凹框的斜面向动模方向作斜向滑移运动。在这一动作中,定模滑块345的内侧面与制品425分开,定模滑块345的下平面推动制品425中的连接体m把制品425推向动模一方。当定模滑块345运动到一定距离后,请参照图4,这时紧固在定模板245中的第一限位螺钉395的左端由于位于定模滑块345斜面的缺口中,当定模滑块345向动模方向运动到第一限位螺钉395与定模滑块345 斜面上开设的缺口终点f相碰时,于是第一限位螺钉395限制定模滑块345停止运动。同时制品425 以完全从定模一方脱出,并留于动模一方的斜齿型芯225上。注射机带动模具动模部分继续后移,当分型面d-d的开模间距大于制品425总高的5-10倍后,不影响制品425脱出时,动模部分停止后移动作。这时,注射机顶杆伸入动模座板115中心上的孔中,推动顶针板125带动安装在顶针固定板135 中的复位杆375上行,复位杆375推动推件板205上行,由于推件板205的上平面与如图1所示制品 425的下部的圆周口部p1接触在一起的,于是在推件板205上行时,制品425也随推件板205上行,由于制品425随推件板205上行,而与制品425内部的斜齿相匹配的斜齿型芯225中的斜齿、随滚珠轴承495的内圈旋转,这时推件板205一边推动制品425上行,制品425一边随斜齿型芯225的旋转从斜齿型芯225的斜齿中退出。当制品425与斜齿型芯225完全分离后,最后推件板205将制品425 推出模外。(注:由于斜齿型芯225的下端设有滚珠轴承495,滚珠轴承495的外圈紧固在动模型芯195 中,滚珠轴承495的内圈紧固套装在斜齿型芯225的下端,于是在推件板205推动制品425时,斜齿型芯225带动滚珠轴承495的内圈旋转,在推件板205推动制品425上行时,这时制品405在推件板 205的作用下,一边作上行动作驱动斜齿型芯225旋转,一边从斜齿型芯225的斜齿上脱出。推件板 205在推动制品425作上行时斜齿型芯225相对推件板205是在作后移动作。而实际上推件板205和制品425是在作上行动作,斜齿型芯225只是在作同一水平面的旋转动作。
- 推件板推出斜齿的模具机构
- 一种利用弹簧,推件板二级推出模具机构