一种回收棉产品反开模具
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及模具技术领域,具体是一种回收棉产品反开模具。
背景技术
废旧泡棉包含家具沙发、汽车座椅、内饰件、海绵床垫等,因其本生是不可降解材料,会对环境造成污染,只可掩埋或是焚烧不仅对环境存在一定的污染,而且运输成本比较高,采用废料掩埋的方式还会增加处理成本。可将其进行废旧资源的回收再利用,不仅节约了材料也保护了环境。
在回收棉加工的产品中,有些产品形状不规则、产品密度不同、产品尺寸大小不同等。将其粉碎后加工成可再次使用的产品,因产品的需求不一样产品形状千差万别,就导致有很多产品在正常的模具设计的情况下是无法满足工业化的量产条件。对于凹凸不平且边缘Z轴方向深度较大较薄的产品,用传统模具进行加工时不易堆料,且边部结构难以通过上下挤压成型,通过传统的模具难以将其压制成型,因此,需要一种回收棉产品反开模具,以解决上述技术问题。
发明内容
本发明针对现有技术中存在的技术问题,提供一种回收棉产品反开模具。
本发明解决上述技术问题的技术方案如下:一种回收棉产品反开模具,包括下模、上模,所述下模的侧面设置有侧压模块,所述侧压模块包括多个侧压单元,每个所述侧压单元均包含有侧压气缸、侧压块,所述侧压块安装在所述侧压气缸的活动轴上,所述侧压块与所述下模滑动连接,所述上模的顶部安装有上模支架,所述下模的底部安装有支撑座,所述下模与所述上模接触时滑动连接。
优选地,上述的回收棉产品反开模具,其中所述下模的顶部设置有导向框,所述导向框与所述上模接触时滑动连接。
优选地,上述的回收棉产品反开模具,其中所述支撑座上固定有底板,所述底板上安装有第一底部气缸、第二底部气缸,所述第一底部气缸、第二底部气缸的活动轴贯穿底板和下模,所述第一底部气缸、第二底部气缸上均安装有顶升块,所述上模包括上模本体,所述上模本体上设置有第一通孔、第二通孔,所述第一通孔、第二通孔与两个所述顶升块的位置对应。
优选地,上述的回收棉产品反开模具,其中所述上模本体上设置有加强筋,所述上模支架与所述加强筋固定连接。
优选地,上述的回收棉产品反开模具,其中所述下模上设置有多个缓冲柱,所述缓冲柱用于在所述上模下压时与所述上模支架接触并起到缓冲作用。
优选地,上述的回收棉产品反开模具,其中所述侧压单元有三组,包括第一侧压气缸、第一侧压块、第二侧压气缸、第二侧压块、第三侧压气缸、第三侧压块,所述下模的侧面固定有气缸安装架,所述第一侧压气缸、第二侧压气缸、第三侧压气缸均固定在所述气缸安装架上。
优选地,上述的回收棉产品反开模具,其中所述第一通孔、第二通孔的正投影面积分别与两个所述顶升块的横截面面积相同。
本发明的有益效果是:通过将下模边部设计成开放式结构,并通过滑动连接的侧压块围合,便于挤压成型前的堆料,通过上模和下模挤压堆料将产品底面成型,同时通过侧压气缸推动侧压块对产品边部挤压成型,从而解决了产品边部Z轴深度较大且较薄难以成型的问题。
附图说明
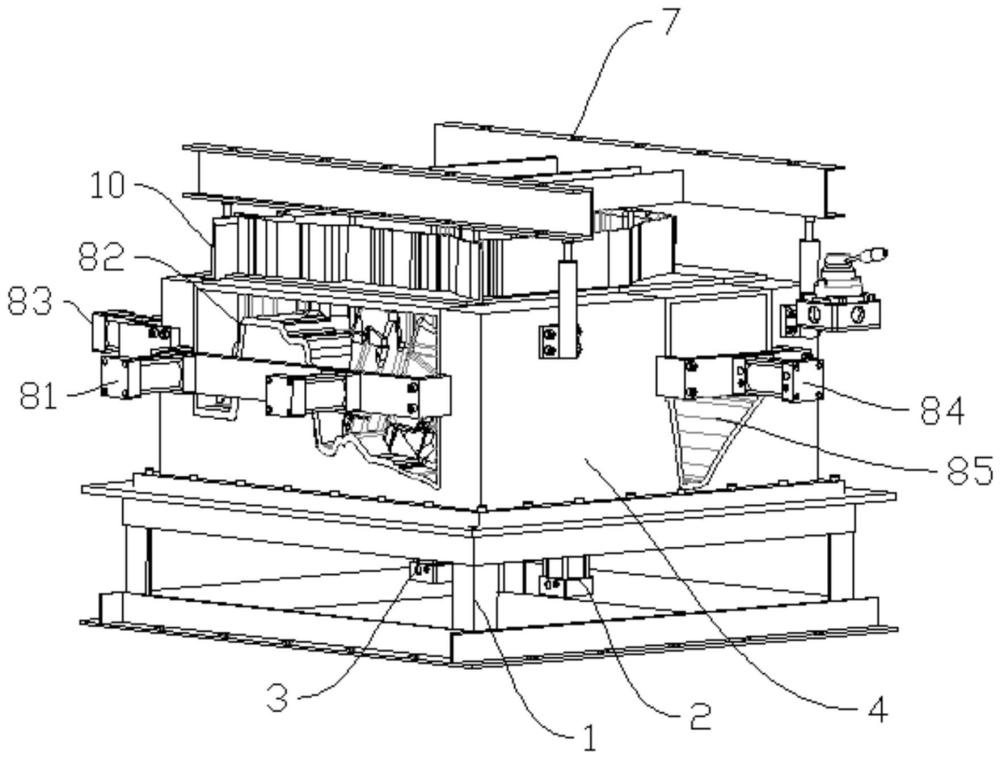
图1为本发明的立体图;
图2为图1的爆炸图;
图3为本发明的正视图;
图4为图3的爆炸图;
图5为本发明的俯视图;
图6为上模的结构示意图;
图7为第一顶升块、第二顶升块的安装结构示意图;
图8为图7的俯视图。
附图中,各标号所代表的部件列表如下:
1、支撑座,2、第一底部气缸,3、第二底部气缸,4、下模,5、成型产品,6、上模,61、上模本体,62、第一通孔,63、第二通孔,64、加强筋,7、上模支架,8、侧压模块,81、第一侧压气缸,82、第一侧压块,83、第二侧压气缸,84、第三侧压气缸,85、第三侧压块,86、第二侧压块,9、第一顶升块,10、缓冲柱,11、导向框,12、底板,13、第二顶升块。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
如图1-图8所示,一种回收棉产品反开模具,包括下模4、上模6,上模6包括上模本体61,上模本体61上设置有多条加强筋64,加强筋64上开设有螺纹孔,上模支架7通过螺栓插入螺纹孔内与加强筋64固定连接。加强筋64可加强上模6的结构强度,同时可用于连接上模支架7。上模支架7顶部用于连接液压机。
下模4的底部安装有支撑座1,下模4通过支撑座1固定不动。下模4的顶部设置有导向框11,在导向框11与上模6接触时两者滑动连接。下模4内部整体呈内凹型,在上模6与下模4分离后向下模4内加入称量好的回收棉,随后通过液压机推动上模支架7、上模6下压。
由于成型产品5侧面垂直方向上长度较大,且回收棉流动性较差,本发明在下模4的侧面设置有侧压模块8,侧压模块8包括三个侧压单元,包括第一侧压气缸81、第一侧压块82、第二侧压气缸83、第二侧压块86、第三侧压气缸84、第三侧压块85,下模4的侧面固定有气缸安装架,第一侧压气缸81、第二侧压气缸83、第三侧压气缸84均固定在气缸安装架上。第一侧压块82安装在第一侧压气缸81的活动轴上,第二侧压块86安装在第二侧压气缸83的活动轴上,第三侧压块85安装在第三侧压气缸84的活动轴上。各侧压块与下模4内侧密封且滑动连接。通过从侧面同步挤压成型,便于成型产品5的侧面成型。
支撑座1上固定有底板12,底板12上安装有第一底部气缸2、第二底部气缸3,第一底部气缸2、第二底部气缸3的活动轴贯穿底板12和下模4。第一底部气缸2的活动轴端安装有第二顶升块13,第二底部气缸3的活动轴端安装有第一顶升块9。由于成型产品5上有两个孔,因此,通过此设置可在成型时直接将孔成型。上模本体61上设置有第一通孔62、第二通孔63,第一通孔62、第二通孔63与两个顶升块的位置对应。第一通孔62、第二通孔63的正投影面积分别与两个顶升块的横截面面积相同。
下模4上设置有多个缓冲柱10,缓冲柱10用于在上模6下压时与上模支架7接触并起到缓冲作用。
工作原理:在上模6与下模4分离后,向下模4内加入称量好的回收棉,第一底部气缸2、第二底部气缸3推动两个顶升块上移,随后通过液压机推动上模支架7、上模6下压,由于上模本体61上设置有第一通孔62、第二通孔63,且第一通孔62、第二通孔63与两个顶升块的位置对应,因此在上模6下压的过程中两个顶升块分别穿入第一通孔62、第二通孔63内,从而不影响上模6下压。当上模6与下模4接触时,第一侧压气缸81、第二侧压气缸83、第三侧压气缸84同时动作,推动三个侧压块向内挤压,将其挤压成型后各气缸回复原位,液压机将上模6拉起,随后取出成型产品5即可。通过将下模边部设计成开放式结构,并通过滑动连接的侧压块围合,便于挤压成型前的堆料,通过上模和下模挤压堆料将产品底面成型,同时通过侧压气缸推动侧压块对产品边部挤压成型,从而解决了产品边部Z轴深度较大且较薄难以成型的问题。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅用于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。