一种软磁铁氧体材料的成型装置
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及磁性材料加工技术领域,具体为一种软磁铁氧体材料的成型装置。
背景技术
软磁铁氧体是以Fe2O3为主成分的亚铁磁性氧化物,采用粉末冶金方法生产,有Mn-Zn、Cu-Zn、Ni-Zn等几类,其中Mn-Zn铁氧体的产量和用量最大,这其中又分为了MnZn功率铁氧体材料、MnZn高磁导率铁氧体材料,在软磁铁氧体成型时大多使用压合方式,完成压合后的软磁铁氧体需要进行进一步的加热烧结,因此传统的成型装置在压合脱膜后,转运时往往会破环已经压合好软磁铁氧体,对后续的烧结造成影响。
现有技术公开号为CN114454538A的中国发明专利公开一种软磁铁氧体成型装置,涉及磁性材料加工技术领域,包括机架,成型腔和压板,成型腔与机架铰接,成型腔一侧连接有翻转机构用以驱动成型腔翻转180°使得成型腔的开口端朝下,压板位于成型腔的正上方在驱动机构下垂直上下运动,成型腔下方设有两组支撑块,两组支撑块底端与机架的底板滑动连接,两组支撑块之间设有间距调节机构用以调节支撑块使其间隙足以容纳成型腔,其一支撑块一侧设有驱动块,驱动块与支撑块一侧采用斜楔机构连接,驱动块顶端与压板的驱动机构连接,该发明将成型腔设置成可翻转的模式,便于加工成型后物料的取出,同时设置活动的支撑块为成型腔提供稳定的支撑,保证了压合成型的稳定性;该装置虽然能够实现对软磁铁氧体的压合,但在进行压合时,往往需要添加不同大小的颗粒进行缝隙的填补,并且在压合完成后,该装置直接将压合后的软磁铁氧体直接放落,容易造成已经压合好的软磁铁氧体方块散开,对后续的烧结造成影响,因此需要一种能够处理进料颗粒的成型装置。
发明内容
现有技术虽然能够实现对软磁铁氧体的压合,但在进行压合时,往往需要添加不同大小的颗粒进行缝隙的填补,并且在压合完成后,该装置直接将压合后的软磁铁氧体直接放落,容易造成已经压合好的软磁铁氧体方块散开,对后续的烧结造成影响,因此需要一种能够处理进料颗粒的成型装置;为实现上述目的,本发明提供如下技术方案:一种软磁铁氧体材料的成型装置,包括壳体组件,所述壳体组件上安装有进料组件、混料组件、输送组件,所述进料组件包括安装在壳体组件上用于添加材料的填料组件;所述混料组件包括安装在壳体组件上用于混合材料的搅拌组件,所述混料组件括安装在搅拌组件上的阀门组件,所述阀门组件包括转动安装在搅拌组件上的扇叶门支架,所述扇叶门支架上固定安装有多个偏转柱,所述扇叶门支架上的多个偏转柱上分别转动安装有半齿轮,所述半齿轮上固定安装有扇叶门,所述阀门组件还包括固定安装在搅拌组件上的限制圈,所述限制圈上设有多个齿条,所述限制圈上的齿条与半齿轮啮合,所述扇叶门支架上还固定安装有拨动连杆,所述拨动连杆上活动安装有传动轴III,所述传动轴III转动安装在搅拌组件上;所述输送组件包括安装在壳体组件上用于放置模具的放模组件;所述输送组件还包括安装在壳体组件上用于输送模具的输模组件;所述输送组件还包括安装在壳体组件上用于震平材料的震平组件,所述输送组件还包括安装在壳体组件上用于压实材料的压实组件。
优选的,所述填料组件包括安装在壳体组件上的支架II,所述支架II上固定安装有进料框、混合室,所述进料框上固定安装有刻度条,所述进料框上滑动安装有挡料板,所述挡料板上固定安装有微型电缸,所述混合室上固定安装有微型电缸,所述微型电缸上通过输送管固定安装有辅料添加板,所述微型电缸固定安装在辅料箱上,所述混合室上还固定安装有塑性软圈I。
优选的,所述搅拌组件包括转动安装在壳体组件上的传动轴II,所述传动轴II上固定安装有转动支架,所述转动支架上转动安装有转动管、传动轴I、出料腔,所述传动轴II上还固定安装有传动斜齿轮,所述传动轴I上固定安装有斜齿轮I,所述斜齿轮I与传动轴II上的传动斜齿轮啮合,所述传动轴II上还固定安装有传动轮,所述搅拌组件还包括固定安装在壳体组件上的电机I,所述电机I输出轴上固定安装有传动轮,所述电机I输出轴上的传动轮与传动轴II上的传动轮通过传动带进行带传动,所述传动轴I上还固定安装有传动轮,所述转动管上固定安装有传动轮,所述转动管上的传动轮通过传动带与传动轴I上的传动轮进行带传动,所述转动管上还固定安装有塑性软圈II、混料室,所述转动管上滑动安装有挡料滑动板,所述转动支架上固定安装有电动马达,所述电动马达输出轴上固定安装有传动螺杆,所述电动马达的传动螺杆上螺纹安装有推动支架,所述转动支架上还固定安装有震动圈,所述震动圈上滑动安装有震动头I,所述震动头I上固定安装有弹簧,所述震动头I上的弹簧第一端固定安装在震动头I上,所述震动头I上的弹簧第二端固定安装在震动圈上,所述混料室上固定安装有震动凸块、转动盘,所述震动凸块与震动头I配合,所述转动盘上固定安装有限制圈,所述转动盘上转动安装有扇叶门支架,所述传动轴III转动安装在震动圈上,所述出料腔与转动盘固定安装。
优选的,所述放模组件包括固定安装在壳体组件上的模具放置室,所述模具放置室上滑动安装有偏转轴,所述偏转轴上转动安装有偏转夹头,所述偏转夹头上设有扭簧,所述放模组件还包括滑动安装在壳体组件上的滑动卡接头,所述滑动卡接头上固定安装有弹簧,所述滑动卡接头上的弹簧第一端固定安装在滑动卡接头上,所述滑动卡接头上的弹簧第二端固定安装在壳体组件上,所述滑动卡接头与偏转夹头活动安装,所述模具放置室上滑动放置有多个模具框。
优选的,所述输模组件包括固定安装在壳体组件上的电机II,所述电机II输出轴上固定安装有转动辊I,所述输模组件还包括转动安装在壳体组件上的转动辊II,所述转动辊II与转动辊I通过传动带进行带传动,所述传动带上安装有多个拨动支架,所述输模组件还包括固定安装在壳体组件上的出料板。
优选的,所述震平组件包括固定安装在壳体组件上的震动支撑板,所述震动支撑板上固定安装有限制条,所述震动支撑板上滑动安装有震动头II,所述震动头II上固定安装有弹簧I,所述弹簧I第一端固定安装在震动头II上,所述弹簧I第二端固定安装在震动支撑板上。
优选的,所述压实组件包括固定安装在壳体组件上的模具垫、模压支撑架,所述模压支撑架上固定安装有双头电机,所述双头电机输出轴上固定安装有斜齿轮,所述模压支撑架上转动安装有双向螺杆,所述双向螺杆上固定安装有斜齿轮,所述双向螺杆上的斜齿轮与双头电机输出轴上的斜齿轮啮合,所述双向螺杆上螺纹安装有下压动块、上压动块,所述下压动块与模具垫滑动安装。
优选的,所述推动支架上设有弧形槽,所述挡料滑动板上设有弧形凸起,所述推动支架上的弧形槽与挡料滑动板上的弧形凸起活动安装。
本发明与现有技术相比的有益效果是:(1)通过阀门组件和搅拌组件配合,能够实现对材料的充分混合和搅拌,并通过阀门组件能够实现对搅拌后的材料快速取出,提高了工作效率;(2)通过震平组件和压实组件,能够实现对材料的双向压合,使得压合效果更好,并通过输送组件,能够快速将压合后的材料进行转运;(3)通过放模组件和输送组件配合,能够实现对材料快速上料,并通过整平组件和压实组件实现对混合后的材料进行快速处理,避免了因处理较慢而出现材料干结的现象。
附图说明
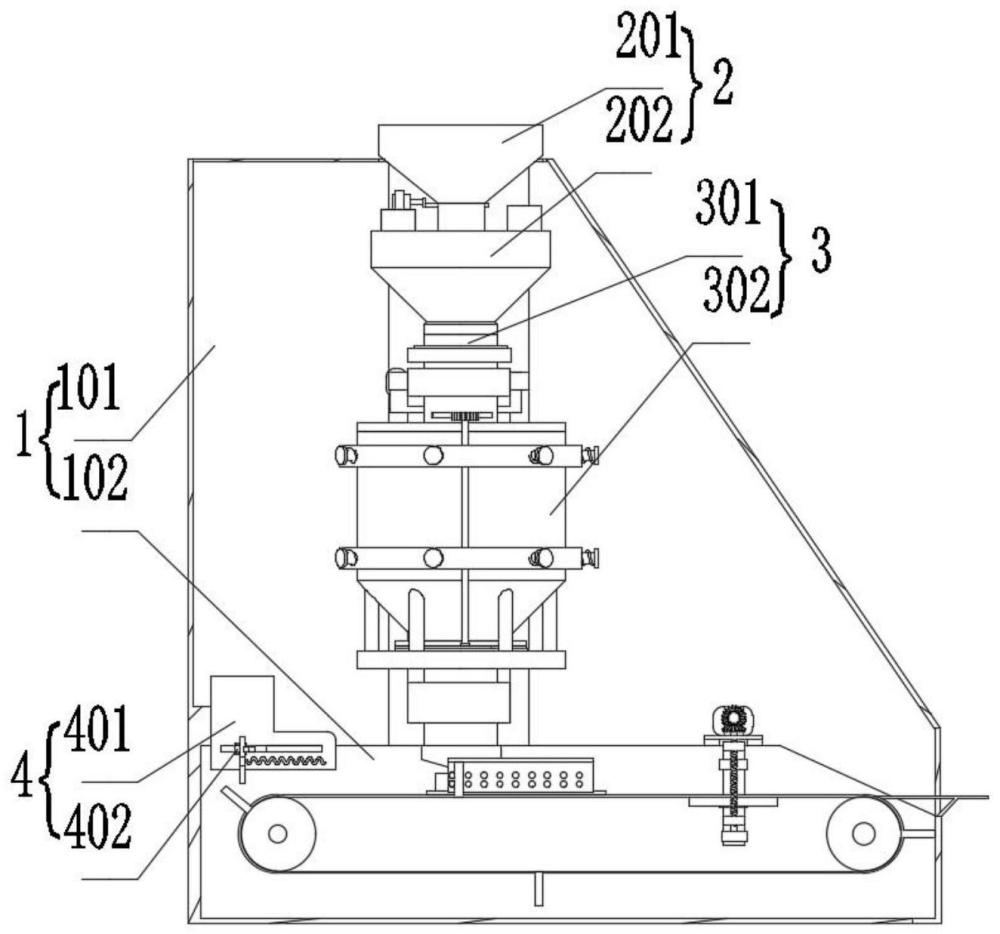
图1为本发明整体结构正视图。
图2为本发明整体结构侧视图。
图3为本发明整体结构局部剖视示意图。
图4为本发明图3中A处结构示意图。
图5为本发明混料组件局部剖视示意图。
图6为本发明阀门组件局部结构示意图。
图7为本发明图6中B处结构示意图。
图8为本发明输送组件局部剖视示意图。
图9为本发明图8中C处结构示意图。
图10为本发明图8中D处结构示意图。
图11为本发明图8中E处结构示意图。
图12为本发明压实组件局部结构示意图。
图中:1-壳体组件:2-进料组件;3-混料组件;4-输送组件;101-壳体I;102-支架I;201-进料框;202-混合室;203-支架II;204-挡料板;205-微型电缸;206-辅料箱;207-辅料添加板;208-刻度条;209-塑性软圈I;301-转动管;302-混料室;303-塑性软圈II;304-传动轴I;305-斜齿轮I;306-传动轴II;307-电机I;308-转动支架;309-电动马达;310-推动支架;311-挡料滑动板;312-传动轴III;313-震动圈;314-震动头I;315-震动凸块;316-出料腔;317-转动盘;318-拨动连杆;319-扇叶门支架;320-扇叶门;321-半齿轮;322-限制圈;401-模具放置室;402-偏转夹头;403-偏转轴;404-滑动卡接头;405-转动辊I;406-传动带;407-拨动支架;408-模具框;409-出料板;410-转动辊II;411-电机II;412-震动支撑板;413-震动头II;414-限制条;415-弹簧I;416-双头电机;417-双向螺杆;418-下压动块;419-上压动块;420-模具垫;421-模压支撑架。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
请参阅图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12所示,本发明提供一种技术方案:一种软磁铁氧体材料的成型装置,包括壳体组件1,壳体组件1上安装有进料组件2、混料组件3、输送组件4,进料组件2包括安装在壳体组件1上用于添加材料的填料组件;混料组件3包括安装在壳体组件1上用于混合材料的搅拌组件,混料组件3括安装在搅拌组件上的阀门组件,阀门组件包括转动安装在搅拌组件上的扇叶门支架319,扇叶门支架319上固定安装有多个偏转柱,扇叶门支架319上的多个偏转柱上分别转动安装有半齿轮321,半齿轮321上固定安装有扇叶门320,阀门组件还包括固定安装在搅拌组件上的限制圈322,限制圈322上设有多个齿条,限制圈322上的齿条与半齿轮321啮合,扇叶门支架319上还固定安装有拨动连杆318,拨动连杆318上活动安装有传动轴III312,传动轴III312转动安装在搅拌组件上;输送组件4包括安装在壳体组件1上用于放置模具的放模组件;输送组件4还包括安装在壳体组件1上用于输送模具的输模组件;输送组件4还包括安装在壳体组件1上用于震平材料的震平组件,输送组件4还包括安装在壳体组件1上用于压实材料的压实组件。
壳体组件1包括壳体I101,壳体I101上固定安装有两个支架I102,两个支架I102构成一条方形槽。
进料组件2包括固定安装在壳体I101上的支架II203,支架II203上固定安装有进料框201、混合室202,进料框201上固定安装有多个刻度条208,用于把控进料的量,进料框201上滑动安装有挡料板204,挡料板204上设有两个开口,两个开口分别对应两种不同大小的材料,挡料板204上固定安装有两个辅料箱206,两个辅料箱206上分别固定安装有两个辅料添加板207,其中一个辅料箱206上固定安装有微型电缸205,微型电缸205的伸出端与挡料板204固定安装,混合室202上还固定安装有塑性软圈I209;工作时,将大小不同的材料添加到进料框201中,根据刻度条208进行份量的调节,完成配比后启动微型电缸205和辅料箱206,进而使得挡料板204打开,进而使得材料进入到混合室202中,在添加到混合室202中时,辅料箱206将粘连剂通过辅料添加板207添加到材料中,进而通过塑性软圈I209处进入到混料组件3中,完成材料的添加。
混料组件3包括固定安装在壳体I101上的电机I307,转动安装在壳体I101上的传动轴II306,电机I307输出轴上固定安装有传动轮,传动轴II306的一端也固定安装有传动轮,传动轴II306上的传动轮与电机I307输出轴上的传动轮通过传动带进行带传动,传动轴II306上还固定安装有传动斜齿轮和转动支架308,转动支架308上转动安装有传动轴I304,传动轴I304上固定安装有传动轮和斜齿轮I305,斜齿轮I305与传动轴II306上的传动斜齿轮啮合,转动支架308上转动安装有转动管301,转动管301上固定安装有传动轮和塑性软圈II303,转动管301上的传动轮与传动轴I304上的传动轮通过传动带进行带传动,转动管301上还滑动安装有挡料滑动板311,挡料滑动板311上设有弧形凸起,转动支架308上固定安装有电动马达309,电动马达309输出轴上固定安装有传动螺杆,传动螺杆上螺纹安装有推动支架310,推动支架310与转动支架308滑动安装,推动支架310上设有弧形凹槽,推动支架310上的弧形凹槽与挡料滑动板311上的弧形凸起配合,转动管301上还固定安装有混料室302,混料室302上固定设有多个震动凸块315,转动支架308上还固定安装有两个震动圈313,两个震动圈313上分别滑动安装有四个震动头I314,震动头I314上分别固定安装有弹簧,弹簧的一端与震动头I314固定安装,另一端与震动圈313固定安装,震动头I314的数量与震动凸块315的数量对应,混料室302上还固定安装有转动盘317,转动盘317上固定安装有出料腔316,出料腔316与转动支架308转动安装,转动盘317上固定安装有限制圈322,混料室302上还转动安装有扇叶门支架319,扇叶门支架319上设有五个偏转柱,五个偏转柱与转动盘317滑动安装,五个偏转柱上分别转动安装有半齿轮321,五个半齿轮321上分别固定安装有扇叶门320,限制圈322上设有五个齿条,五个齿条分别与五个半齿轮321啮合,五个扇叶门320均与扇叶门支架319滑动安装,扇叶门支架319上固定安装有拨动连杆318,拨动连杆318上滑动安装有传动轴III312,传动轴III312转动安装在震动圈313上,传动轴III312一端设有连接杆,另一端固定安装有传动齿轮,传动轴III312的连接杆与拨动连杆318滑动安装;工作时,通过启动电动马达309,进而带动推动支架310移动,进而带动挡料滑动板311移动,使得进料口打开,使得材料进入到混料室302中,进一步启动电动马达309,带动推动支架310移动,进而带动挡料滑动板311移动,进而使得进料口关闭,进而启动电机I307,进而带动传动轴II306转动,进而带动转动支架308转动,进而带动混料室302以传动轴II306为轴转动,同时传动轴II306转动带动传动轴I304转动,进而带动转动管301转动,进而带动混料室302以转动管301为轴转动,使得混料室302在和转动支架308转动的同时发生自转,在自转时通过震动凸块315对震动头I314进行冲击,进而带动震动头I314对混料室302进行冲击,进而使得混料室302中的材料充分搅拌混合,完成搅拌后电机I307停止工作,转动支架308转动到初始位置,启动电动马达309,带动推动支架310移动,进而带动挡料滑动板311移动,进而推动传动轴III312转动,进而带动拨动连杆318偏转,进而带动扇叶门支架319转动,进而带动半齿轮321移动,通过限制圈322上的齿条对半齿轮321进行限制,进而使得半齿轮321发生转动,进而带动扇叶门320以半齿轮321为轴偏转打开,进而使得材料进入到出料腔316中,进而使得材料进入到输送组件4中,完成材料的充分搅拌混合。
输送组件4包括转动安装在两个支架I102构成的长槽中的转动辊I405、转动辊II410,支架I102上固定安装有电机II411,电机II411输出轴与转动辊I405固定安装,转动辊I405与转动辊II410通过两个传动带406进行带传动,两个传动带406上分别固定安装有拨动支架407,拨动支架407根据实际需求设置有多个,支架I102上还固定安装有出料板409,出料板409与传动带406贴合,支架I102上还固定安装有模具放置室401,模具放置室401上滑动安装有两个偏转轴403,两个偏转轴403设置在模具放置室401两侧,两个偏转轴403上分别转动安装有偏转夹头402,偏转夹头402上设有有扭簧,偏转夹头402上还固定安装有用于贴合模具框408的塑性软垫,两个支架I102上还分别滑动安装有滑动卡接头404,两个滑动卡接头404与两个偏转夹头402活动安装,滑动卡接头404上固定安装有弹簧,弹簧一端与滑动卡接头404固定安装,另一端与支架I102固定安装,模具放置室401还滑动放置有多个模具框408,模具框408的底板为滑动设置,两个支架I102上还分别固定安装有震动支撑板412,两个震动支撑板412上分别固定安装有限制条414,两个震动支撑板412上分别滑动安装有多个震动头II413,震动头II413的数量根据需求设置,震动头II413上分别固定安装有弹簧I415,弹簧I415一端与震动头II413固定安装,另一端与震动支撑板412固定安装,支架I102上还固定安装有模具垫420和模压支撑架421,模压支撑架421上固定安装有双头电机416,双头电机416输出轴上固定安装有斜齿轮,模压支撑架421上转动安装有两个双向螺杆417,两个双向螺杆417上分别固定安装有斜齿轮,两个斜齿轮分别与双头电机416输出轴上的两个斜齿轮啮合,两个双向螺杆417上螺纹安装有一个下压动块418和一个上压动块419,下压动块418与模具垫420滑动安装;工作时,启动电机II411,进而带动转动辊I405转动,进而带动传动带406移动,进而带动拨动支架407移动,拨动支架407拨动滑动卡接头404移动,进而带动偏转夹头402偏转夹住模具框408,进而带动模具框408移动到模具放置室401的出口处,拨动支架407接着移动时,滑动卡接头404与拨动支架407分离,进而在弹簧的作用下使得滑动卡接头404复位,进而在扭簧的作用下使得偏转夹头402松开模具框408,使得模具框408掉在传动带406上,同时在弹簧作用下偏转轴403带着偏转夹头402复位,等待下一个拨动支架407触发,传动带406上的模具框408随着传动带406移动进而移动,移动到限制条414处时,通过限制条414进行摆正,同时停止移动,通过出料腔316使得材料进入到模具框408中,完成材料的转移,模具框408带着材料继续移动,此时混料组件3进行下一次的混料准备,传动带406继续带着模具框408移动,通过拨动支架407拨动震动头II413,进而使得震动头II413对模具框408进行敲击,进而使得模具框408中的材料进行平整,完成平整后,传动带406带动模具框408移动到模具垫420上方,传动带406停止移动,启动双头电机416,进而带动两个双向螺杆417转动,进而使得下压动块418和上压动块419向中间移动,进而对模具框408中的材料进行压实,模具框408的底板为滑动设置,完成压实后通过双头电机416反转,带动下压动块418和上压动块419与模具框408分离,完成对材料的压紧,传动带406带动模具框408继续移动到出料板409上,完成模具框408与传动带406的分离,进而完成对材料的震平、压紧和转运。
本发明公开的一种软磁铁氧体材料的成型装置的工作原理如下:工作时,通过人工将不同大小的材料放入进料组件2中,并通过进料组件2加入粘连剂,进而将材料送入混料组件3中,通过混料组件3对材料进行充分的搅拌混合,进而通过混料组件3将材料放入模具框408中,通过输送组件4完成对材料的震平、压紧和输送,进而完成对软磁铁氧体材料的成型。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种超低磁滞损耗小温度系数软磁铁氧体磁芯及其制备方法
- 一种减少干压成型锶铁氧体外径向多极磁环开裂的方法
- 一种锰锌铁氧体软磁材料及利用含锌电炉粉尘合成锰锌铁氧体软磁材料的方法
- 一种铁氧体软磁材料的注射成型方法